刀库换刀流程和逻辑思路讲课讲稿文档格式.docx
《刀库换刀流程和逻辑思路讲课讲稿文档格式.docx》由会员分享,可在线阅读,更多相关《刀库换刀流程和逻辑思路讲课讲稿文档格式.docx(10页珍藏版)》请在冰豆网上搜索。
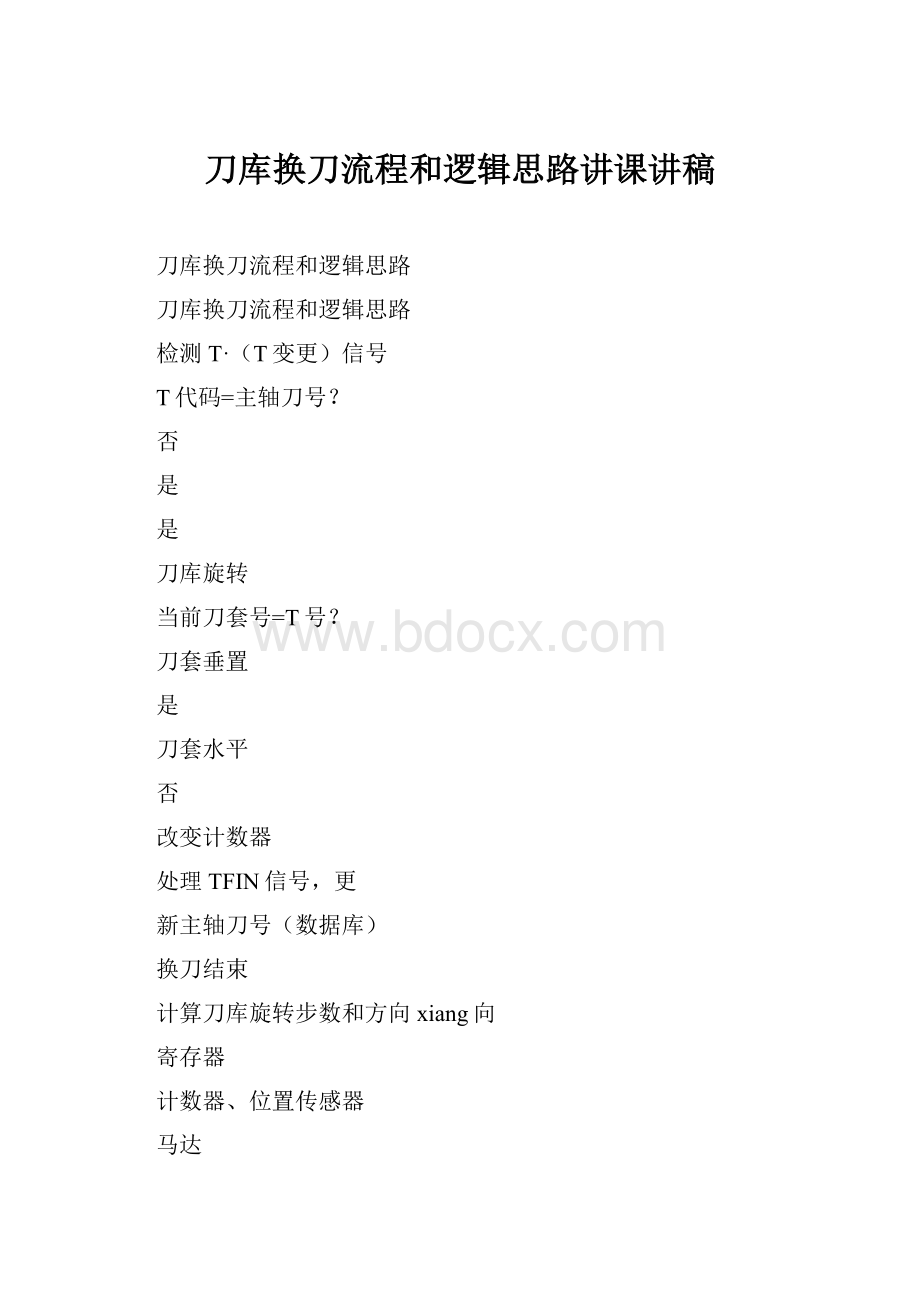
当前刀套号=T号?
刀套垂置
刀套水平
改变计数器
处理TFIN信号,更
新主轴刀号(数据库)
换刀结束
计算刀库旋转步数和方向xiang向
寄存器
计数器、位置传感器
马达
马达、气缸、
行程开关、
接近开关
机械手扣刀
主轴准停
交换刀具
机械手伸出
主轴松刀
旋转180度
机械手缩回
主轴夹刀
机械手复位
·
乱刀式刀库的换刀流程图
主轴刀号=0?
当前刀套号=主轴刀号?
还刀回库
当前刀套号=所需刀号?
停止旋转,扣刀上主轴
新主轴刀号数据库
T0?
固定式刀库的换刀流程图
固定式刀库换刀过程分解:
固定式刀库换刀动作可分为三个,即取刀、还刀和换刀。
由于采用固定刀位管理方式,刀具的交换实际上是还刀和取刀这两个动作。
(斗笠式刀库控制约定:
1.斗笠式刀库采用固定刀位,即刀套号就是刀具号;
2.取刀时,刀库就近找刀)
①取刀
现状:
主轴上无刀具
编程:
M06T*
刀库动作描述:
②还刀
主轴上有刀具
M06T0
③换刀
刀具交换的过程,就是还刀加上取刀的过程。
固定式刀库自动换刀装置电气控制
电气控制电路包括接强电电路和PMC控制电路两部分。
下图所示为接触器控制电路。
主电路由空气开关QF、KM1主触点、KM2主触点、三相异步交流电机M等组成。
控制电路中中间继电器KA1与KA2分别控制接触器KM1和KM2的线圈,控制刀库电机M的正反转和停机制动。
实现刀具的选择从而达到精确选刀的目的。
电动刀库电气控制线路图
四、固定式刀库自动换刀装置的PMC控制
PMC控制包括硬件控制和软件控制两方面。
硬件控制包括输入信号的接入和输出信号的控制。
下图所示为电动刀库PMC接线图。
在此例应用中,传感器信号分别接在X2.0、X2.1输入端口,而控制正反转接触器KM1、KM2的中间继电器的线圈分别由Y50.1、Y50.2控制。
电动刀库PMC接线图
图6刀库旋转逻辑梯形图
例如,加工中心在执行M06T1换刀指刀令时的换刀结果是:
刀库中的T1刀装放轴。
(1)DSCH功能指令(检索功能)
当CNC读到T1指令代码信号时,将此信号信息送入PMC。
当PMC接到寻找新刀具的指令T1后(FT3为“1”)在模拟刀库的刀号数据表中开始T代码数据检索出来存入F26地址单元中。
然后将1号刀所在数据表中的序号1存入到检索结果输出地址D100中,同时R10.2为“1”。
由于R9091.0为“0”。
即断开,所以DSCH功能指令按规定2位BCD码处理数据。
(2)COIN功能指令(比较指令)
当R10.2为“1”时,地址D100的内容(指令1号)和地址D200(当前刀套数据表序号4)的内容作比较。
数据一致时,输出R10.3为“1”,不一致时,R10.3为“0”作为刀库旋转达ROT功能指令的条件。
(3)ROT功能指令(旋转指令)
ROT功能指令中,旋转检索数(刀套位置个数)为12,现在位置地址为D200(存放当前刀套号4),目标位置地址为D100(存放T1号刀具的刀套号1),计算结果输出地址为C1。
当刀具判别指令R10.3为“0”,ROT指令开始执行根据ROT控制条件设定,计算出刀库现在的位置与目标相差的步数为“3”步将此数据存入C1中,并选择出最短旋转路径,使R10.4置“0”,正向旋转方向输出。
通过Y50.1正向旋转继电器,驱动刀库正向旋转“3”步,即找到了1号刀位。
(4)CTR功能指令(计数指令)
CTR功能指令中,计数指令01号计数,地址C1为刀库现在的位置目标位置相差的步数的数据存储地址。
R10.4控制计数器的加计数或计数器的减计数,X2.1为0时计数器不计数,当X2.1为1时计数器计数累加。
当计数器累加到定值R10.5输出。
刀库旋转后,R10.3输出为“1”时(刀库的实际位置与刀库目标位置一致),即识虽了所要寻找的新刀具,刀库停转并定位,等待换刀。
 升级会员
升级会员 