机械制造工艺学复习题medoc.docx
《机械制造工艺学复习题medoc.docx》由会员分享,可在线阅读,更多相关《机械制造工艺学复习题medoc.docx(12页珍藏版)》请在冰豆网上搜索。
机械制造工艺学复习题medoc
《机械制造工艺学》综合复习资料
1〜5:
ACABB
一、选择题
1.工件定位时,
A是不允许的。
A欠定位
B过定位
C不完全定位
2.下面不属于机械加工工艺系统的是__o
A刀具B夹具C量具
3.机械加工工艺过程是A。
A直接生产过程B辅助生产过程C直接或考辅助生产过程
4.引起加工误差的根本原因是工艺系统存在着误差,将工艺系统的误差称为—o
A原理误差B原始误差C系统误差
5.误差敏感方向一般为已加工表面过切削点的」
A切线方向B法线方向C不确定
6—10:
CACBA
6.如果加工误差的分布与正态分布有较大出入,说明加工过程存在着。
A随机误差B常值系统误差C变值系统误差
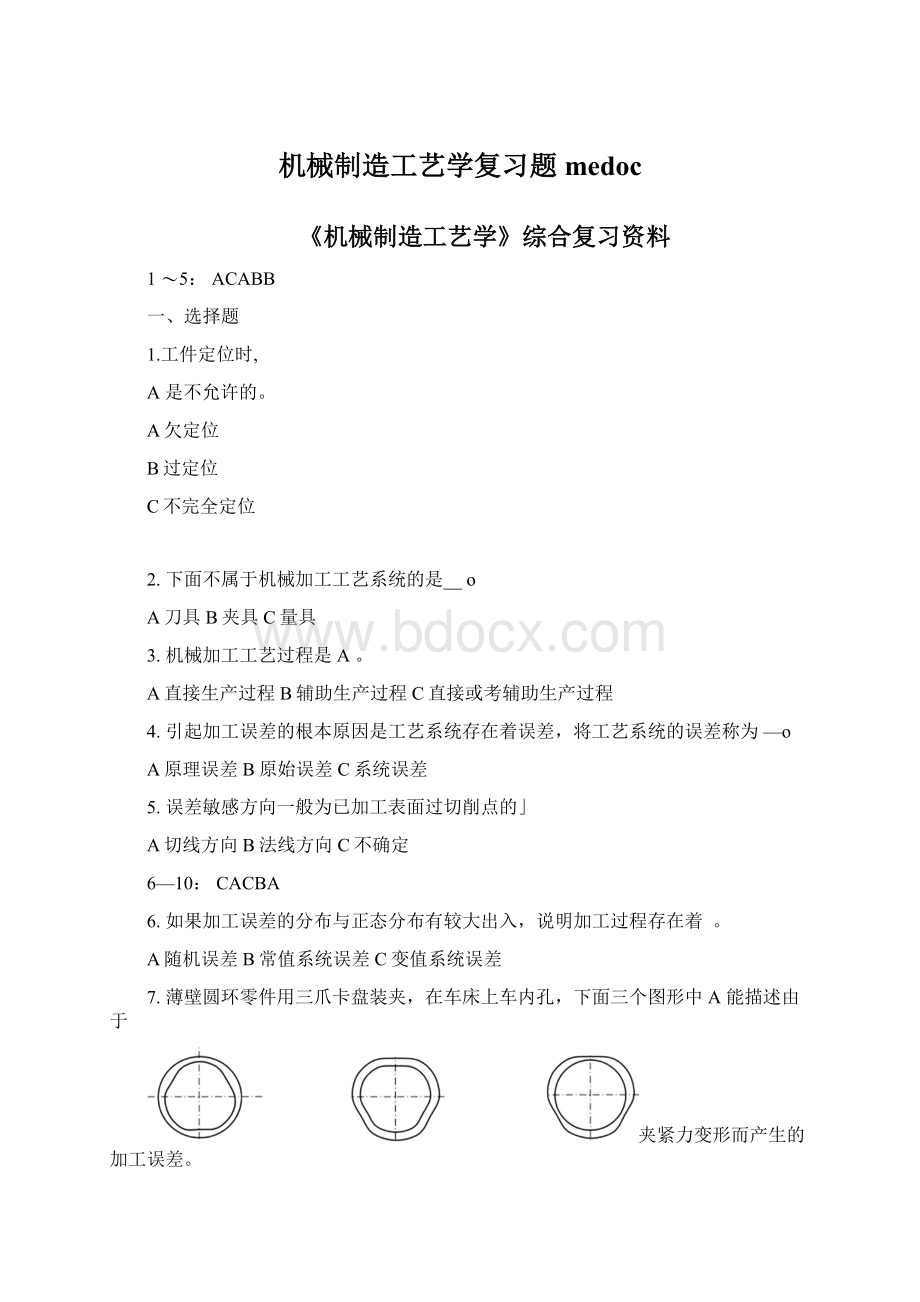
7.薄壁圆环零件用三爪卡盘装夹,在车床上车内孔,下面三个图形中A能描述由于
夹紧力变形而产生的加工误差。
8.砂轮的硕度指的是—o
A磨粒的硬度B粘接剂的硬度C磨粒从砂轮上剥落的难易程度
9.喷丸强化是利用大量快速运动珠丸打击工件表而,使工件表面产生冷硬层和—,提
高疲劳强度。
A拉应力B压应力C剪应力
10.为消除内应力而进行的热处理工序(如退火、人工吋效),最好安排在—o
A粗加工之后B精加工之后C所有的切削加工之后
11—15:
CAABC
11.机器装配时,最小的装配单元是C°
A部件B组件C套件
12.下列误差形式屮,属于几何误差(与工艺系统初始状态有关的原始误差)的是A_o
A机床主轴的回转误差B工艺系统的受力变形
C刀具在加工过程屮的磨损
13.制定机械加工工艺规程时,如果采用普通加工方法的单件小批生产,一般来说,只需要填写—o
A机械加工工艺过程卡片B机械加工工艺卡片C机械加工工序卡片
14.制订机械加工工艺规程的核心是B。
A工艺审查B拟订机械加工工艺路线C确定各工序的加工余量
15.下列热处理工序中,需要安排在切削加工之后进行的是o
A正火B退火C淬火
16〜20:
BCBCB
16.下面三种装夹方法中,可以获得最高装夹精度是。
A夹具中装夹B直接找正装夹C划线找正装夹
17.机械加工时,对于一个工件的定位方案,C_是绝对不允许的。
A不完全定位B过定位C欠定位
18.两级降速传动链,首、末级传动比分别为久和厶,在总的传动比和传动元件误差不变的情况下,_B_时,对减小传动误差更有利。
A7i<12B7i>12Cii=12
19._C带來的加工误差不能用多次走刀的办法减小。
A误差复映B切削力引起的工件变形C夹紧力引起的工件变形
20.如果某加工过程中,误差服从正态分布,但是样本平均值与公差带中心不重合,可以判断该加工过程存在_B—o
A随机误差B常值系统误差C变值系统误差
21〜25:
AABAB26〜27:
CB
1.下面几种结合加工方式屮,_A_是弱结合。
A附着B连接C注入
2.对于同一种产品的生产,下面儿种生产类型中,_A_对操作工人平均技术水平要求最
A单件小批生产B中批生产C大批大量生产
3.普通卧式车床平端面的时候,误差敏感方向是—B_的方向。
A主轴的径向B主轴的轴向C其他方向
4.A的制造精度会直接影响到工件的加工精度。
A螺纹车刀B端面车刀C外圆车刀
5.机床在一次调整中加工一批工件时,机床的调整误差属于—B_o
A随机误差B常值系统误差C变值系统误差
6.砂轮硬度是指C_。
A砂轮基体材料的硬度B砂轮磨粒的硬度
C磨粒从砂轮上脱落的难易程度
7.工序集中有利于_B—o
A简化设备和夹具B节省装夹时间
C降低对操作工人的技术要求
二、判断题1〜5:
1.如果误差分布范围比公差小,即使其与公差带不重合,也说明加工方法的工序能力足够。
(J)
2.精加工时,为降低表面粗糙度值,应以中等速度切削,以避免产生积屑瘤和鳞刺。
(X)
3.工件釆用统一的精基准进行定位,有利于保证各加工表面之问的位置精度,但会增加夹
具的制造成本。
(X)
4.操作专用机床的工人工资属于工艺成本屮的可变费用。
(J)
5.大数互换法装配时,会存在出现废品的可能,所以该方法不适合大批量生产。
・・(X)
6〜10:
6.工件的定位是指将工件在机床或夹具上的位置固定不动。
(X)
7.直接找正装夹可以获得比专用夹具装夹更高的定位精度。
(丿)
8.车圆轴时,单纯的机床变形会使得车出的工件呈两端粗、中间细的马鞍形。
・・・(丿)
9.机床部件中薄弱零件的受力变形对部件刚度影响不大。
(X)
10.加工过程屮没有变值系统误差,英误差应服从正态分布。
(丁)
11〜15:
11.一次装夹多个工件完成的加工内容属于一个工序。
(V)
12.大批量生产时,广泛使用专用设备和工艺装备,所以比单件小批生产成本更髙。
(X)
13.对丁•普通车床上的外圆车削,车床床身导轨在垂直面内的直线度对加工精度的影响对以
忽略。
(V)
14.工艺系统刚度是恒定的,与切削位置无关。
(X)
15.减小切削加工的进给量,可以避免自激振动的产生。
(X)
16〜20:
16.工件在加工中心上装夹一次就可以完成铳平面、钻孔、较孔等多个工序的加工内容。
(X)
17.直接找正装夹可以获得比夹具装夹更高的定位精度,所以多用于大批大量生产中。
(X)
18.为了减小传动链的传动误差,应该尽可能增大传动比。
(X)
19.表面粗糙度值越小,其耐腐蚀性越好。
(V)
20.喷丸强化的原理就是在工件表面产生冷作硬化层和拉伸残余应力,以提零件的耐疲劳强
度和使用寿命。
(X)
三、名词解释
四、简答题
1.什么是机床主轴的回转误差,它可以分解为哪三种基本形式?
2.简述表面粗糙度对零件使用性能的影响。
3.减小机床传动链传动误差的措施有哪些?
4.机械加工的表面质量包括哪些具体内容?
5.刀具的精度对工件加工精度有何影响?
6.机械加工工艺顺序安排的原则有哪些?
7.在工艺基准和设计基准重合的情况下,如何确定一个加工面从粗到精各加工工序的基本
尺寸及其上下偏差?
8.造成定位误差的原因是什么?
9.磨削加工时,为什么提高砂轮速度能够减小表面粗糙度值,而提高工件速度却得到相反
的效果?
10.设计机械加工工艺规程应遵循的原则有哪些?
11.制订工艺路线时,定位粗基准的选择应遵循什么样的原则?
五、分析题
1•根据六点定位原理,分析图示定位方案总共限制了什么自由度,工件加工表面(台阶轴外
圆)应该限制什么自由度,判断是否存在欠定位;分析每个定位元件限制了什么自由度,判
断是否存在过定位。
(注:
卡盘夹持长度按极短处理。
)
(1)总体分析法
总体限制的自由度:
文、y\诊、:
、y;应该限制的自由度:
*、孑、诊、?
、';不
是欠定位。
(2)分件分析法
卡盘限制的自由度:
左、y;固定顶尖限制的自由度:
欢头N浮动顶尖限制的
自由度:
:
、y.存在过定位(<y)o
2.根据六点定位原理,用总体分析法分析图示定位方案总共限制了什么自由度,工件加工表面(用“L”标注考)应该限制什么口由度,判断是否存在欠定位;然后用分件分析法分析每个定位元件限制了什么白由度,判断是否存在过定位。
(注:
卡盘夹持长度按极短处理。
)解:
(1)总体分析法
总体限制的自由度:
彳、N;、;;应该限制的自由度:
彳、N;、:
;不是欠定位。
(2)分件分析法
卡盘限制的自由度:
孑、W浮动顶尖限制的自由度:
;、;;不存在过定位。
六、计算题
1.图示轴承座零件,①3°叫°3孔已加工好,现欲测量尺寸65±0・025。
由于该尺寸不好直接测
量,故改测尺寸H。
试确定尺寸H的大小及偏差。
11
O0.
2
0.0+一
8
2.图示小套零件,在车床上已加工好外圆,内圆及各端面,现须在铳床上以A面定位,铳出B面槽,并保证设计尺寸8护Z求试切调刀时的度量尺寸厶及其上下偏差。
解:
(1)画尺寸链图A
05
o.O£
1.解:
(1)画尺寸链图
人075±0.05
州15J0'015
⑵找出封闭环,A)是间接得到的尺寸,应为封闭环。
金和H为增环。
⑶计算尺寸链。
基本尺寸A0=A1+H
A)的上偏差ESo=ES】+ESh
A)的下偏差EI°=EI]+EIh
所以,H的基本尺寸H=Ao—Ai=65—15=5Omm
ESh=ESo-ESi=O.O25-O.O15=O.O1
EIh=EI°-EIi=-0.025-0=—0.025
所以H=50绘骷§
58坪
4>
S15十絆5
<>
Li40-o.i
4>
(2)找出封闭环,S是间接保证的尺寸,应为封闭环。
厶2是减环,/•和/•]为增环。
(3)计算尺寸链。
基本尺寸l0=l+l1—l2
L°的上偏差ES0=ESl+ESi-Eg
S的下偏差ei0=eil+ei1-es2
所以,厶的基本尺寸L=£o-/-i+/-2=8-15+4O=33mm
ESl=ESo—ESi+EI2=0.2-0.05+(-0.1)=0.05
EIl=EIo-EIi+ES2=O-O+O=O
所以L=33+g*05
3.一零件的加工图如下所示,本工序需要对B孔进行锂孔,其它工序已加工完毕,图中
H讦70:
議,H2=45™,心55:
觴,实际加工中是采用定位基准面A调整锂刀的位置尺寸战来保证出的,试求论的尺寸及上下偏差。
(1)画尺寸链图
(2)找出封闭环,局是间接得到的尺寸,应为封闭环,也为增环,和/■/?
为减环。
(3)计算尺寸链。
I
基本尺寸H3=H4—H1—H2E
H
所以,H4=H3+Hi+H2=55+70+45=170j:
_
円3的上偏差es3=es4-ei1-ei2斗jf
ES4=ES3+El1+El2=0.22+0.02+(-0.025)=+0.215
h3的下偏差ei3=ei4-es1-es2h.
EI4=EI3+ES1+ES2=-0.22+0.08+0.03=-o.ll
所以心7。
船
《机械制造工艺学》综合复习资料参考答案
一、选择题
1〜5:
ACABB6〜10:
CACBA11〜15:
CAABC16〜20:
BCBCB21〜25:
AABAB26〜27:
CB
二、判断题
1~5:
VXXVX6〜10:
XVVXV〜15:
VXVXX16〜20:
XXX
VX
三、名词解释
1.机械加工工艺过程:
采用各种机械加工方法,直接用于改变毛坯的形状、尺寸、表面质量和力学物理性能,使之成为合格零件的生产过程。
2.工件的装夹:
装夹又称安装,包括定位和夹紧两项内容。
定位是使工件在机床或夹具上占有正确位置的过程。
夹紧是对工件施加一定的外力,使其已确定的位置在加工过程中保持不变。
3.机械加工的原始误差:
引起加工误差的根本原因是工艺系统存在着误差,将工艺系统的误差称为原始误差。
4.工艺系统刚度:
在加工误差敏感方向上工艺系统所受外力与变形量之比。
5.机械加工的表面质量:
表面质量包含表面几何形貌和表面力学物理、化学性能两方面的内容。
其中表面几何形貌包含表面粗糙度、波纹度、纹理方向、伤痕(划痕
 升级会员
升级会员 