毕业设计方案PLC的摇臂钻床控制系统改造Word文件下载.docx
《毕业设计方案PLC的摇臂钻床控制系统改造Word文件下载.docx》由会员分享,可在线阅读,更多相关《毕业设计方案PLC的摇臂钻床控制系统改造Word文件下载.docx(18页珍藏版)》请在冰豆网上搜索。
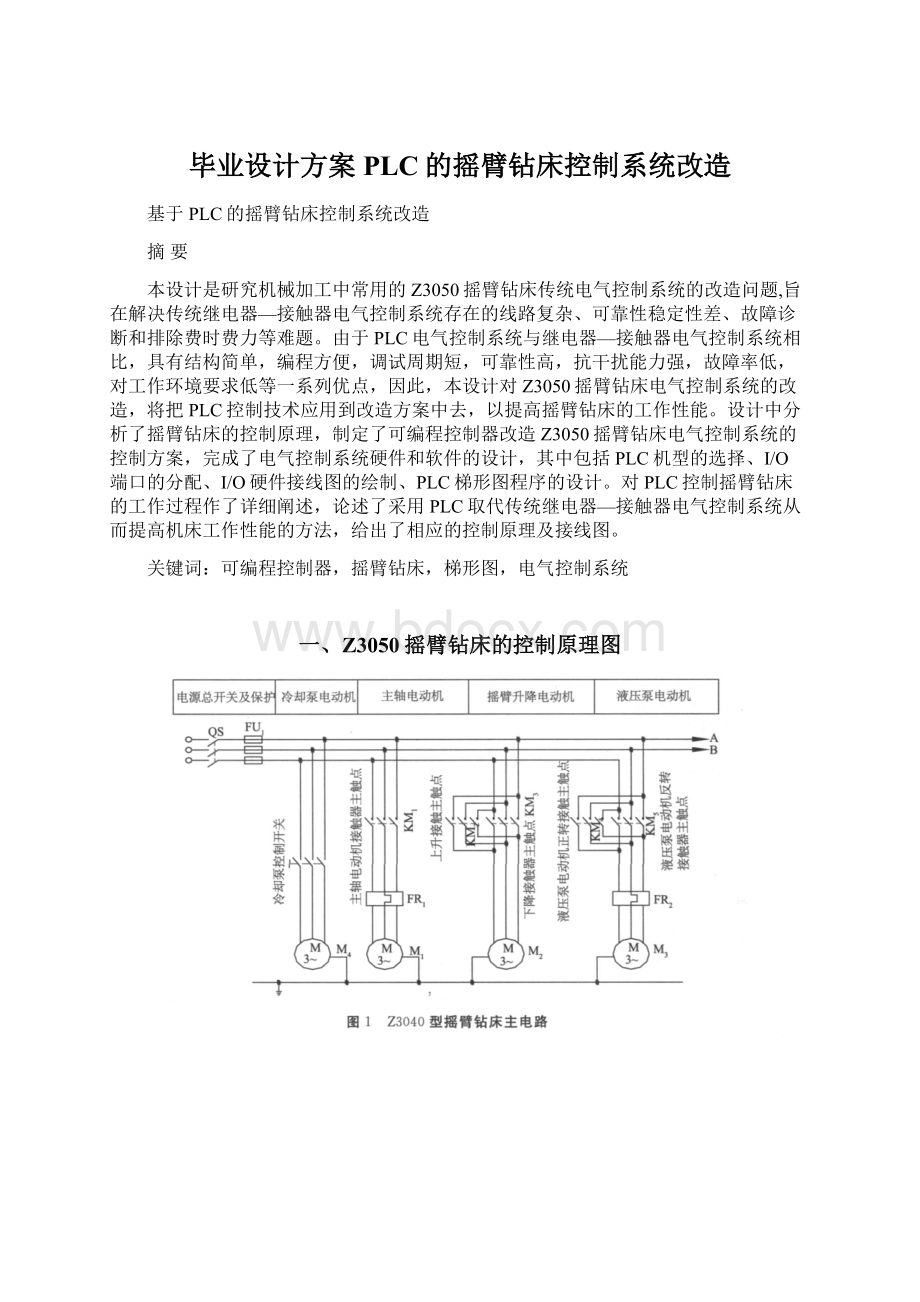
M2由正反转接触器KM2、KM3控制实现正反转,因摇臂移动是短时的,不用设计过载保护,但其与摇臂的放松与夹紧之间有一定的配合关系,这由控制电路去保证。
M3由接触器KM4、KM5控制实现正反转,设有热继电器FR2作过载保护。
M4电机容量小,仅0.125KW,由开关SA1控制启动,停止。
<
2)控制电路分析
1)主轴电动机控制由按钮SB2、SB1与接触器KM1构成主轴电动机起动-停止控制电路,M1起动后,指示灯HL3亮,表示主轴电动机在旋转。
2)摇臂升降及夹紧、放松控制摇臂钻床工作时摇臂应夹紧在外立柱上,发出摇臂移动信号后,须先松开夹紧装置,当摇臂移动到位后,夹紧装置再将摇臂夹紧。
本电路能自动完成这一过程。
由摇臂上升按钮SB3、下降按钮SB4及正反转接触器KM2、KM3组成具有双重互锁的电动机正反转点动控制电路,由于摇臂的升降控制须与夹紧机构液压系统密切配合,所以与液压泵电动机的控制密切相关。
液压泵电动机正反转由正反转接触器KM4、KM5控制,拖动双向液压泵,送出压力油,经二位六通阀送至摇臂夹紧机构实现夹紧与放松。
下面以摇臂上升为例分析摇臂升降及夹紧、放松的控制。
按下摇臂上升点动按钮SB3,时间继电器KT通电吸合,瞬动常开触头KT<
23-25)KT<
1-29)闭合,前者使KM4线圈通电吸合,后者使电磁阀YV线圈通电。
于是液压泵电动机M3正转起动,拖动液压泵送出压力油,经二位六通阀进入摇臂松开油腔,推动活塞和菱形块,使摇臂松开。
同时活塞杆通过弹簧片压动行程开关SQ2,其常闭触头SQ2<
9-23)断开,接触器KM4断电释放,液压泵电动机停止旋转,摇臂维持在松开状态;
同时,SQ2常开触头SQ2<
9-11)闭合,使KM2线圈通电吸合,摇臂升降电动机M2起动旋转,拖动摇臂上升。
当摇臂上升到预订位置,松开上升按钮SB3,KM2、KT线圈断电,M2依惯性旋转至停止,摇臂停止上升。
经延时,KT<
29-31)闭合,KM5线圈通电,使液压泵电动机M3反转,触头KT<
1-29)断开,但SQ3复位而使电磁阀YV仍得电,送出的压进入摇臂夹紧油腔,反向推动活塞与菱形块,使摇臂夹紧。
这段延时就确保了横梁升降电动机在断开电源依惯性旋转经1~3s时间内,KM5线圈仍处于断电状态,而YV仍处于通电状态。
这段延时就确保了横梁升降电动机在断开电源依惯性旋转经1~3s完全停止旋转才开始摇臂的夹紧动作,所以KT延时长短依M2电动机切断电源到完全停止的惯性大小来调整。
当摇臂夹紧后,活塞杆通过弹簧片压动行程开关SQ3<
1-29)断开,KM5线圈断电,M3停止旋转,YV线圈失电,摇臂夹紧完成。
摇臂夹紧的行程开关SQ3应调整到摇臂夹紧后能够动作,若调整不当摇臂夹紧后仍不能动作,会使液压泵电动机M3长期工作而过载。
为防止由于长期过载而损坏液压泵电动机,电动机M3虽短时运行,也仍采用热继电器作过载保护。
摇臂升降的极限保护由组合开关SQ1来实现。
SQ1有两对常闭触头,当摇臂上升或下降到极限位置时相应常闭触头断开,切断对应的上升或下降接触器KM2与KM3线圈电路,使M2停止,摇臂停止移动,实现极限位置保护。
此时可按下反方移动起动按钮,使M2反向旋转,拖动摇臂反向移动。
3)主轴箱与立柱的夹紧、放松控制立柱与主轴箱均采用液压操纵夹紧与放松,两者是同时进行的,工作时要求二位六通阀YV不通电。
松开与夹紧分别由松开按钮SB5和夹紧按钮SB6控制。
指示灯HL1、HL2指示其动作。
按下松开按钮SB5时,KM4线圈通电吸合,M3电动机正转,拖动液压泵送出压力油,此时电磁阀线圈YV不通电,其提供的高压油经二位六通电磁阀到另一油路,进入立柱与主轴箱松开油腔,推动活塞和菱形块使立柱与主轴箱同时松开。
当立柱与主轴箱松开后,行程开关SQ4不受压复位,触头SQ4<
101-107)闭合,指示灯HL1亮,表明立柱与主轴箱已松开。
于是可以手动操作主轴箱正转摇臂的水平导轨上移动。
当移动到位,按下夹紧按钮SB6时,KM5线圈通电吸合,M3电机反转,拖动液压泵送出压力油至夹紧油腔,使立柱与主轴箱同时夹紧。
当确已夹紧,压下SQ4,触头SQ4<
101-107)断开,HL1灯灭,触头SQ4(101-109>
闭合,HL2灯亮,指示立柱与主轴箱均已夹紧,可以进行钻削加工。
4)冷却泵电动机M4的控制M4电动机由开关SA1手动控制、单向旋转。
5)联锁与保护环节:
SQ1行程开关实现摇臂上升与下降的限位保护。
SQ2行程开关实现摇臂松开到位,开始升降的联锁。
SQ3行程开关实现摇臂完全夹紧,液压泵电动机M3停止运转的联锁。
KT时间继电器实现升降电动机M2断开电源,待M2停止后再进行夹紧的联锁。
M2电动机正反转具有双重互锁,M3电动机正反转具有电气互锁。
SB5、SB6立柱与主轴箱松开、夹紧按钮的常闭触头串联在电磁阀YV线圈电路中,实现立柱与主轴箱松开、夹紧操作时,压力油只进入立柱与主轴箱夹紧油腔而不进入摇臂夹紧油腔的联锁。
熔断器FU1~FU5实现电路的短路保护。
热继电器FR1、FR2为电动机M1、M3的过载保护。
3)照明与信号指示电路分析
HL1为主轴箱与立柱松开指示灯,灯亮表示已松开,可以手动操作主轴箱沿摇臂移动或推动摇臂回转。
HL2为主轴箱与立柱夹紧指示灯,灯亮表示已夹紧,可以进行钻削加工。
HL3为主轴旋转工作指示灯。
EL机床局部照明灯,由控制变压器TC供给24V安全电压,由手动开关SA2控制。
1.4Z3050摇臂钻床电气控制的特点及故障分析
Z3050摇臂钻床电气控制的特点
1)Z3050摇臂钻床是机、电、液的综合控制。
机床有二套液压系统:
一套是由单向旋转的主轴电动机拖动齿轮泵送出压力油,通过操作手柄来操纵机构实现主轴正、反转、停车制动、空挡、预选与变速的操纵机构液压系统;
另一套是由液压泵电动机拖动液压泵送出压力油来实现摇臂的夹紧与松开、主轴箱和立柱的夹紧和放松的夹紧机构液压系统。
2)摇臂的升降控制与摇臂夹紧放松的控制有严格的程序要求,以确保先松开,再移动,移动到位后自动夹紧。
所以对M3、M2电动机的控制有严格程序要求,这些由电气控制电路保证。
3)电路具有完善的保护和联锁,有明显的信号指示。
2)故障分析
摇臂钻床电气控制的特殊环节是摇臂升降,立柱和主轴箱的夹紧和松开。
Z3050型摇臂钻床的工作过程是由电气,机械以及液压系统密切配合实现的。
因此,在维修中不仅要注意电气部分能否正常工作,还要注意它与机械和液压部分的协调关系。
1)摇臂不能升降由摇臂升降过程可知,升降电动机M2旋转,带动摇臂升降,其条件是使摇臂冲立柱上完全松开后,活塞杆压合位置开关SQ2.所以发生故障时,应首先检查位置开关SQ2是否动作,如果SQ2不动作,常见故障原因时SQ2的安装位置移动或已损坏。
这样摇臂虽已放松,但活塞好杆压不上SQ2,摇臂就不能升降。
有时,液压系统发生故障,使摇臂放松不够,也会压不上SQ2,使摇臂不能运动。
由此可见,SQ2的位置非常重要,排除故障时,应配合机械,液压调整好后紧固
2>
摇臂升降后不能夹紧由摇臂夹紧的动作可知,夹紧动作的结果是由位置开关SQ3来完成的,如果SQ3动作过早,会使M3尚未夹紧就停转,常见的故障原因是SQ3安装位置不合适,或固定螺钉松动造成的SQ3移位,使SQ3在摇臂夹紧动作尚未完成时就被压上,切断KM5回路,M3停转。
判断此故障时,首先判断是液压系统的故障,还是电气系统故障,对电气方面的故障,应重新调整SQ3的动作距离,固定好螺钉即可。
3)立柱和主轴箱不能夹紧和松开立柱和主轴箱不能夹紧和松开的可能原因是油路堵塞、接触器KM4或KM5不能吸和所致。
出现故障时,应检查按钮SB6、SB7的接线情况是否良好。
若KM4或KM5能吸和,M3能运转,可排除电力方面的故障,则应请液压、机械修理人员检修油路,以确定是否是油路故障。
4)摇臂上升或下降限位保护开关失灵组合开关SQ1的失灵分两种情况:
一是组合开关SQ1损坏,SQ1触头不能因开关动作而闭合或接触不良使电路断开,由此使摇臂不能上升或下降;
二是组合开关SQ1不能动作,触头熔焊,使电路始终处于接通状态,当摇臂上升或下降到极限位置后,摇臂升降电动机M2发生赌转,这时应立即松开SB4或SB5。
根据上述情况进行分析,找出故障原因,更换或修理失灵的组合开关SQ1即可。
5)按下SB6,立柱、主轴箱不能夹紧,使摇臂释放后就松开由于立柱、主轴箱的夹紧和放松机构采用机械菱形快机构,所以这种故障多为机械故障原因造成<
可能是菱形快和承压块的角度方向装错,作者距离不适当。
如果菱形块立不起来,这是因为夹紧力调的太大或夹紧液压系统压力不够所致),可找机械维修工
3.2PLC的I/O分配表
表1PLC的I/O配置
输入端
输出端
输入设备
功能
地址
输出设备
SB1
主轴停止按钮
I0.0
KM1
主轴电动机接触器
Q0.0
SB2
主轴点动按钮
I0.1
KM2
摇臂上升接触器
Q0.1
SB3
摇臂上升按钮
I0.2
KM3
摇臂下降接触器
Q0.2
SB4
摇臂下降按钮
I0.3
KM4
液压电动机正转接触器
Q0.3
SB5
主轴箱、立柱松开按钮
I0.4
KM5
液压电动机反转接触器
Q0.4
SB6
主轴箱、立柱夹紧按钮
I0.5
YV
电磁阀
Q0.5
SQ1
摇臂上升限位开关
I0.6
HL3
指示灯
Q0.6
摇臂下降限位开关
I0.7
HL2
Q0.7
SQ2
摇臂松开限位开关
I1.0
HL1
Q1.0
SQ3
摇臂夹紧限位开关
I1.1
FR1
热继电器
I1.2
FR2
I1.3
SQ4
内外立柱、主轴箱与摇臂夹紧、放松限位开关
I1.4
3.3PLC的外部接线图
图4PLC的I/O接线图
4.2Z3050型摇臂钻床PLC控制系统梯形图
Z3050型摇臂钻床主要是电动机正反转控制和限位控制,相对比较简单。
根据控制要求,并参考电气控制线路图,可直接画出PLC控制的梯形图。
具体梯形图如下图:
图5PLC梯形图
4.2.2梯形图解读
电源接通,通过IO.O和I1.2常闭开关,使线圈M0.0得电,按下I0.1使M0.1线圈得电,同时Q0.0得电,并自锁,这时主轴电机得电动作。
接通I0.2,通过SQ1U常闭开关,使线圈M0.2得电,进一步使T37定时器得电开始计时,2秒后T37的常开开关闭合,使线圈M1.3得电,通过I0.4的常闭开关,使线圈M1.6得电,再通过I0.5的常闭开关,使线圈M1.7得电,同时Q0.5得电,这时表示六位二通阀YV得电。
接通I0.3,通过SQ1D常闭开关,也能使线圈M0.2得电,进一步使T37定时器得电开始计时,2秒后T37的常开开关闭合,使线圈M1.3得电,通过I0.4的常闭开关,使线圈M1.6得电,再通过I0.5的常闭开关,使线圈M1.7得电,同时Q0.5得电,表示六位二通阀YV得电
接通I0.2,使线圈M0.2得电,使定时器T37得电,2秒后T37的常开开关闭合,线圈M0.2得电,通过I1.0的常闭开关,使线圈M1.0得电,再通过T37闭合的常开开关,使线圈M1.1得电,再通过Q0.4和I1.3的常闭开关,使线圈M1.2得电,同时使Q0,3得电,这时表示主轴箱和立柱松开。
接通I0.3,使线圈M0.2得电,使定时器T37得电,2秒后T37的常开开关闭合,线圈M0.2得电,通过I1.0的常闭开关,使线圈M1.0得电,再通过T37闭合的常开开关,使线圈M1.1得电,再通过Q0.4和I1.3的常闭开关,使线圈M1.2得电,同时使Q0,3得电,也能表示主轴箱和立柱松开。
接通I0.4,使线圈M1.1得电,也能表示主轴箱和立柱松开。
先接通I0.2,使主轴箱和立柱松开松再接通I1.0,使线圈M0.3得电,通过I0.3的常闭开关,使线圈M0.4得电,再通过Q0.2的常闭开关,使线圈M0.5得电。
同时Q0.1得电,接通I0.2的同时,I0.2的常闭开关打开,在M0.3得电时无法通过I0.2的常闭开关使M0.6得电,无法进一步使线圈M0.7与Q0.2得电,这时摇臂上升。
先接通I0.3,使主轴箱和立柱松开,再接通I1.0,使线圈M0.3得电,通过I0.2的常闭开关,使线圈M0.6得电,再通过Q0.1的常闭开关,使线圈M0.7得电。
同时Q0.2得电,接通I0.3的同时,I0.3的常闭开关打开,在M0.3得电时无法通过I0.3的常闭开关使M0.4得电,无法进一步使线圈M0.5与Q0.1得电,这是I0.2和I0.3的互锁。
这时摇臂下降。
在摇臂上升或下降完毕后,接通I1.1或I0.5,使线圈M1.3得电,再通过T37的常闭开关,使线圈M1.4得电,进一步通过Q0.3和I1.4的常闭开关,使线圈M1.5得电,同时Q0.4得电,这时主轴箱和立柱已夹紧。
接通I0.1,使Q0.6得电,这时主轴指示灯亮。
接通I1.4,使Q0.7得电,这是表示主轴箱和立柱已夹紧。
接通电源,通过I1.4的常闭开关,使Q1.0得电,表示主轴箱和立柱已松开。
总结
本设计介绍德国西门子公司生产的SIMATICS7-200系列PLC在Z3050型摇臂钻床电气控制线路的PLC改造系统的应用设计,关键是系统总体的设计,核心则是控制程序设计。
重点要掌握PLC系统设计的基本原则和设计的一般流程,要有一个整体的概念。
在满足控制要求、环境要求和性价比等条件下,合理选择PLC的机型和硬件配置,正确的进行内存估算,合理选择输入/输出模块,完成PLC的硬件与软件的设计。
通过研究得到几下结论:
成果
可编程控制器是一种广泛应用于工业现场的新型控制器,具有结构简单,抗干扰性强,编程方便等特点,本课题采用PLC自动控制技术取代了传统继电器—接触器电气控制系统,实现了对Z3050摇臂钻床的自动控制,从而提高了机床的工作效率、工作稳定性和可靠性,而且,还大大降低了维修人员的劳动强度,改善了产品的加工质量,降低了设备故障率,提高了生产率。
另外,通过这次毕业设计使我对PLC和电控方面的知识又有了更加深刻的理解和掌握,为今后走向工作岗位从事相关工作奠定了很好的基础。
2)不足之处
由于时间、水平有限,还有许多功能有待扩展、完善。
主要是没有对所控制电动机的调速问题进行研究,包括主电动机、升降电动机、液压泵电动机的调速只能通过机械调速或多速电机来进行,属于有级调速,其加工范围将受到某些限制,系统仅限于逻辑开关量的控制,对于PLC的许多高级指令没有应用到。
以上问题有待今后进一步研究解决。
参考文献
[1]齐占庆主编,机床电气控制技术,第三版.北京机械工业出版社,2005
[2]张桂岭,浅谈现代PLC的优势特点,自动化博览,2003<
4),66-67
[3]李国厚主编,PLC原理与应用,北京清华大学出版社,2005
[4]齐占庆主编,机床电气自动控制,北京机械工业出版社,1987
[5]黄永红,PLC输入输出点数的扩展方法,电工技术杂志,2002<
3),47-49
[6]扬湘洪,T68镗床的PLC控制,机械制造与自动化,2004<
2),52-55
[7]肖增文等著,PLC在包装带热合机上的应用,电气自动化,2002<
6),57-58
[8]王永明,PLC在高压发生器电气控制系统的应用,
电气自动化,2004<
2),55-56
[9]周百聪,基于PLC的X62W型万能铣床电控系统的改造,机电产品开发与创新,2005(6>
150-151
[10]邱公伟,可编程序控制器网络通信及应用,北京清华大学出版社,2003,1-5
[11]李启光,用PLC改造继电器电气线路中的技术研究,北京机械工业学院,2004<
2),66-67
[12]李亚东,用PLC实现位置控制的方法,上海交通大学学报,2002<
4),491-493
[13]王培良,发电机自动检测的PLC电气控制系统,电气自动化,2004<
1),60-61
[14]李桂芹,提高PLC电气控制系统可靠性的措施,电气自动化,2006<
1),57-58
[15]梁首发,PLC与工控机应用分析,工业仪表与自动化装置,2001<
1)40-45
[16]江梅,PLC在镗铣床控制系统中的应用,冶金动力,2001<
3)62-64
[17]王淑英,电器控制与PLC控制技术,机械工业出版社,2005<
1)75-79
[18]陈在平、赵相宾,可编程控制器技术与应用系统设计,机械工业出版社,2002<
6)1-34
外文资料
PLCcontroladvantage
Anycontrolsystemfromconcepttoenterfactoryworkhavetoundergofourstages.PLCsystemineachstagehasadvantage.
Thefirststageisdesignedtoplantneeds,studyandformulatecontrolstrategy,thetraditionaloperatingplatformdesignandmanufacturemustbefinishedbeforeindesign.PLCsystemjustneedisavagueaboutthesizeofthemachinemayideaandI/Onumberofrequirements(muchinputandoutputinterface>
.Inthisphaseinputandoutputchipverycheap,socanabuilt-inverysoundreservecapacity,itallowsusedtosupplementomissionforfutureexpansionprojectandprepareit.
Secondly,thetraditionaldesignschemeis,everyjobisa"
oncemoldings"
theinevitablecausedengineeringdelaysandincreasecosts.APLCsystemsusethesimpleststandardbolttogether.InsuchaconnectionnextbeganwritingPLCprogram(oratleasttheprogramcodes>
writedetailed.
Thenextstageistoinstall,installationisakindofcomplicatedandexpensivework,suchastheinstallsensors,actuators,limitswitchsystemandthehostofconnection.DistributedPLCsystemsuseseriallinkstypepre-compiled,testinginterfacecanbesimplifiedinstallithavecomeatahugecostadvantage.PLCprogrammostinthisstagefinish.
Finallycommissioning,andthisiswhatistheadvantageofPLCrealwereexcavatedpart.Withoutanyequipmentinthefirstwouldworknormally.Suchishumannature,there'
ssomeomissions.Andthetraditionalsystemchanges,comparedthetime-consumingandexpensivePLCdesignerprovidedsystembuilt-inbackupmemoryreserves,spareI/Oandsomesparemuchcorecable,mostofthechangestocanbequicklyandrelativelycheapcompleted,anotherbenefitisthatallchangesPLChasrecords,programdeguggingandmodifywon'
tbecauseunrecordedlost.Thisisaregularsystemoftenhappensintheproblem.
Thereisanadditionalfifthstage,maintenance,oncestartedwork,andhandovertheproductionhasproducedmaintenance.Allequipmentallhaveweaknesses,mostequipment
 升级会员
升级会员 