点胶机编程说明书Word文档格式.docx
《点胶机编程说明书Word文档格式.docx》由会员分享,可在线阅读,更多相关《点胶机编程说明书Word文档格式.docx(10页珍藏版)》请在冰豆网上搜索。
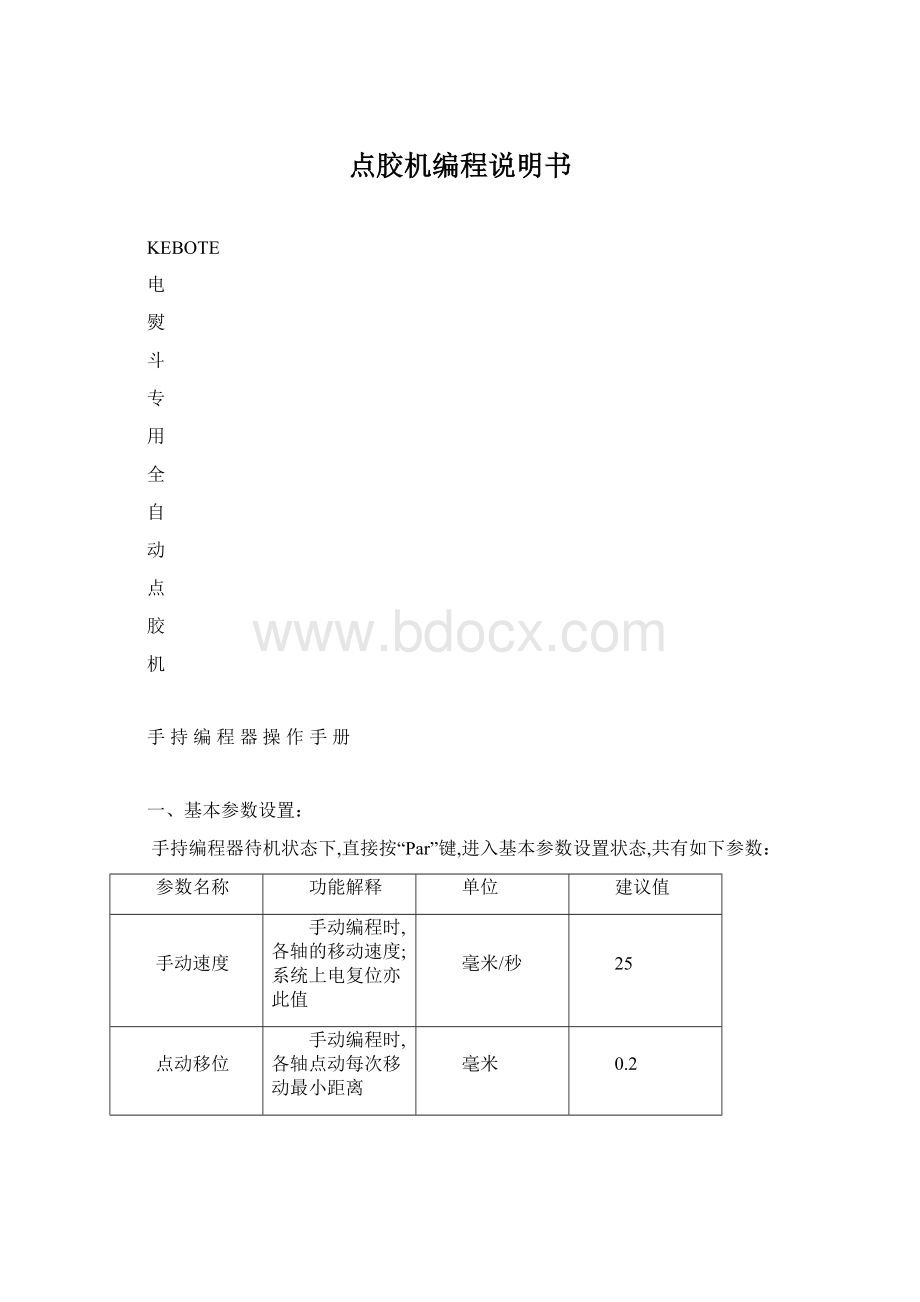
参数名称
功能解释
单位
建议值
手动速度
手动编程时,各轴的移动速度;
系统上电复位亦此值
毫米/秒
25
点动移位
手动编程时,各轴点动每次移动最小距离
毫米
0.2
空程速度
加工运行时,各轴空走/到起始点的速度
100-300
复位速度
加工完成后.待机状态下复位键有效后,回原点的速度
5-15
起始速度
加工运行时,各轴的起始速度
10-20
加速度
系统加/减速时间
20-50
速度优化
连续曲线拐点处速度平滑处理系数,0-9有效
5-8
连续间隔
加工完成后,自动延时N秒后,自动启动运行
秒
Z轴速度
加工过程中Z轴下行、抬起的速度
100
Z轴抬高
加工时,孤立点、单组多线段完成,Z轴抬起高度
10-30
阵列行数
Y轴向工件数量
1
阵列列数
X轴向工件数量
X轴偏差
校正整体图形的X轴向偏移
Y轴偏差
校正整体图形的Y轴向偏移
Z轴偏差
校正整体图形的Z轴向偏移
NO.1
二、孤立点例程
X
孤立点2.
孤立点3.
孤立点1.
Y
操作步骤:
1设备复位、清除缓存:
编程器按“F1”,系统复位;
复位后,编程器按“Mode-4”,清除缓存;
2按“Mode-1”进入图型查看界面,
001*□□□□
002*□□□□
003*□□□□
004*□□□□
3按“F1”进入图型编辑界面
001*F1设置
X:
0.00参数
Y:
0.00输出
Z:
0.00□□□□
4按“F1”,并移动光标选择图型为“孤立点”,按“Enter”
1:
孤立点参数
2:
直线输出
3:
圆弧□□□□
5移动XYZ至目标位置(孤立点1),按“Out”进行输出设置,按“0”打开“OT0”;
再次按“Out”退出输出设置;
按“Par”进行出胶时间设置(延时600毫秒);
按下“L-IN”记入该点;
速度0000F1设置
延时0600F2退出
6移动XYZ至目标位置(孤立点2),按“Out”进行输出设置,按“0”打开“OT0”;
7移动XYZ至目标位置(孤立点3),按“Out”进行输出设置,按“0”NO.2
8打开“OT0”;
9选择图形类型为“结束”,按下“L-IN”;
按“Mode”退出,编辑完成。
10按“Mode”,选择“2-图形下载”输入程序编号(如001)按“F1”确定。
在拔码开关处选择“001”,按“启动”按钮2次,系统即按所设定程序运行。
(第1次按启动后,系统自动复位,待复位结束后再按启动,设备自动运行一个周期。
)
三、直线例程
直线终点
直线起点
Y
操作步骤:
1第一点选择图形类型“直线起点”;
按“Out”进行输出设置,按“0”打开“OT0”;
2第二点选择图形类型“直线终点”,设定速度为100;
XYZ移动到位后,按“L-IN”;
3选择图形类型为“结束”,按下“L-IN”;
按“Mode”退出,编程完成。
NO.3
四、折线例程
中间点
直线起点
2第二点选择图形类型“直线中点”,设定速度为100;
3第三点选择图形类型“直线终点”,XYZ移动到位后,按“L-IN”;
4选择图形类型为“结束”,按下“L-IN”;
NO.4
五、圆弧例程
圆弧终点
圆弧中点
圆弧起点
1第一点选择图形类型“圆弧起点”;
2第二点选择图形类型“圆弧中点”,设定速度为100;
3第三点选择图形类型“圆弧终点”,XYZ移动到位后,按“L-IN”;
NO.5
六、整圆例程
整圆中点
整圆终点
整圆起点
1第一点选择图形类型“整圆起点”;
2第二点选择图形类型“整圆中点”,设定速度为100;
3第三点选择图形类型“整圆终点”,XYZ移动到位后,按“L-IN”;
NO.6
七、矩形例程
(直线终点)直线中点1
直线中点3直线中点2
XYZ移动到位后(直线中点1位置),按“L-IN”;
3第三点选择图形类型“直线中点”,XYZ移动到位后(直线中点2位置),按“L-IN”;
4第四点选择图形类型“直线中点”,XYZ移动到位后(直线中点3位置),按“L-IN”;
5第五点选择图形类型“直线终点”,XYZ移动到位后(和直线起点重合),按“L-IN”;
6选择图形类型为“结束”,按下“L-IN”;
NO.7
八、跑道例程
圆弧中点2圆弧中点1
直线中点2圆弧中点
说明:
此设备编程系统可根据当前图形点类型,自动配置下一点类型,如直线中点输出入后,自动保持直线中点属性,圆弧中点后,自动更改下一点属性为圆弧终点;
如果和实际的图形点属性一致,编程时则可省去选择图形类别的步骤。
3第三点选择图形类型“圆弧中点”,XYZ移动到位后(圆弧中点1位置),按“L-IN”;
4第四点选择图形类型“圆弧终点”,XYZ移动到位后(圆弧终点位置),按“L-IN”;
5第五点选择图形类型“直线中点”,XYZ移动到位后(直线中点2位置),按“L-IN”;
6第四点选择图形类型“圆弧中点”,XYZ移动到位后(圆弧中点2位置),按“L-IN”;
7第七点选择图形类型“直线终点”,XYZ移动到位后(和直线起点重合),按“L-IN”;
8选择图形类型为“结束”,按下“L-IN”;
NO.8
九、编程规范
①连续多段复杂图形以多段形式表示,其中可以有圆弧、半椭圆弧等;
②系统规定的多线段,须以“**起点”开始,以“**终点”结束;
4系统默认整圆终点、椭圆终点后不能衔接其他类型多线段,但可以有新的多线段开始;
5整圆终点、椭圆终点、直线终点后,系统默认该段图形结束,枪头抬起,待下一段图形开始时枪头下降。
枪头下降、抬起无须设置;
6单个图形以“结束”点为标识;
7圆弧中点、椭圆中点后可以为圆弧终点、椭圆终点或直线中点,两者无差别;
8本系统支持多线段中每段都有自己的速度设置,如果速度为0,则系统默认上段速度;
9若要修改图形,按“Mode”按“1.图形编辑”,按“↑、↓”键移至欲修改点,按“F1”,各轴即移动到该点,移动XYZ到理想位置,先按“Out”进行输出设置,然后按“L-IN”输入该点,修改便完成。
NO.9
 升级会员
升级会员 