精雕软件5轴学习第一章Word格式.docx
《精雕软件5轴学习第一章Word格式.docx》由会员分享,可在线阅读,更多相关《精雕软件5轴学习第一章Word格式.docx(13页珍藏版)》请在冰豆网上搜索。
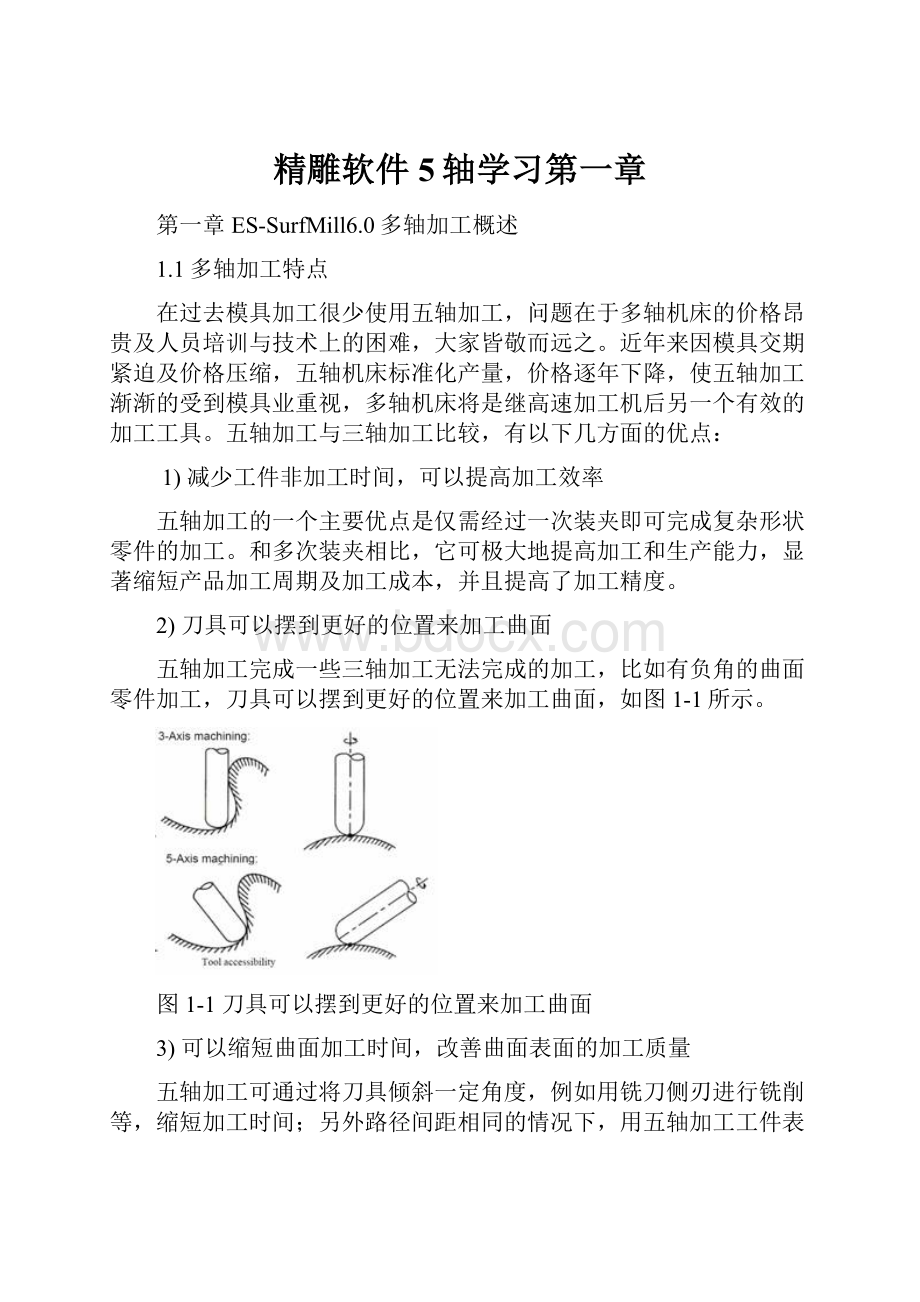
图1-2缩短加工时间,改善表面加工质量
4)可以降低刀具的损耗
五轴加工大大的降低刀具的损耗,虽然使用高速加工机可进行高速切削,缩短工时,但刀具磨耗往往只发生在刀尖,相当可惜。
使用五轴加工就不同了,刀具除了刀尖切削外,更多时候是使用刀腹切削,所以刀具利用率提高很多。
在五轴加工中,由于刀头可进入工件内部,刀具方向朝向工件表面,因此可使用短刀具加工。
使用短刀具加工可提高切削效率而不增加刀具负荷,从而可提高刀具寿命,减少刀具消耗。
使用短刀具还可减小在用3轴加工时经常出现的刀具振动,从而可得到质量更高的加工表面,减少、甚至取消极其耗时的手工打磨工序。
图1-3三轴和五轴刀具长短对比
图1-3可以看出,如果采用普通的三轴加工,将不得不增加刀具的长度。
增加了刀具长度将不可避免带来诸如——切削速度降低、跳动增大等影响加工效率以及加工精度的一系列因素。
采用5轴加工可以很好的解决这个问题。
5)使用五轴加工可以加工极其复杂的、以前只能通过浇注方法才能得到的零件
对于原形加工和对很小零件的加工,采用五轴加工会更快更经济。
如果一零件用铸造的方法需要两个月甚至更多的时间才能完工的话,那么用五轴加工可以将交货期缩短到1~2周。
所以越来越多地企业直接加工原形而很少使用快速成型设备。
这种方法使得在大批量生产时,用同样材料能加工出精度更高的零件。
6)解决叶轮、叶片和螺旋桨等加工的唯一手段
大家普遍认为五轴数控加工技术是解决叶轮、叶片和螺旋桨等加工的唯一手段。
此外,在设计、制造复杂曲面遇到无法解决的难题时,就会求助五轴加工技术。
总之,五轴加工主要的优点是加工整体复杂工件时,可以一次工件夹持定位、避开刀具的静点、适合深模具加工缩短刀具夹持长度、可以加工倒勾处(负角)、减少电极制作,与三轴加工相比较,以上优点皆可得到更好的加工效率与降低加工成本。
1.2多轴数控加工基本概念
多轴数控加工是指在具有三根轴以上联动的机床上,实现三根以上轴运动的一种加工方式,这些轴可以是联动的,也可以是部分联动的。
1、数控机床运动轴配置及方向定义
根据ISO规定,数控机床采用右手直角笛卡尔坐标系,如图(1-4),基本坐标轴为X、Y、Z三根直线轴,对应每一根直线轴的旋转轴分别用A、B、C表示;
其中平行于主轴的坐标轴定义为Z轴。
图1-4右手直角笛卡尔坐标系
转轴转向的判断可以通过右手螺旋定则判断:
右手握住轴线,右手大拇指指向直线轴正方向(X/Y/Z),四指的旋转方向为对应轴的正向,对于C轴的判断,Z轴向上为正。
注意:
各坐标轴的运动可由工作台,也可以由刀具的运动来实现,但方向均以刀具相对于工件的运动方向来定义,因此使用右手螺旋定则判断出的旋转轴正方向与旋转轴实际旋转方向正好相反。
2、多轴数控加工的分类
根据多轴机床运动轴配置形式的不同,可以将多轴数控加工分为以下几种:
1)四轴联动加工:
指在四轴机床(最常见的机床运动轴配置是X、Y、Z、A四轴)上进行四根运动轴同时联合运动的一种加工形式。
2)3+1轴加工:
也称四轴定位加工。
它是指在四轴机床上,实现三根直线轴联动加工,而旋转轴间歇运动的一种加工形式。
3)五轴联动加工:
也叫连续五轴加工。
它是指在五轴机床上进行五根运动轴同时联合运动的切削加工形式。
4)五轴定轴加工:
也称五轴定位加工,可分为3+2和4+1轴加工。
3+2轴加工是指在五轴机床上进行XYZ三轴联合加工,两个旋转轴固定在某角度的加工。
3+2轴加工是五轴加工中最常用的加工方式,能完成大部分侧面结构的工件加工;
4+1轴加工是指在五轴机床上实现三个直线轴和一个旋转轴联合运动,另一旋转轴作间歇运动的一种加工形式。
1.3多轴加工刀具路径质量的衡量标准
使用不同的刀轴控制方式和多轴加工策略可以生成同一加工对象的多个多轴加工路径,但最终的刀具路径质量是截然不同的。
高质量的多轴加工路径一般要满足一下条件:
1、刀具路径安全。
刀具路径安全无碰撞是编程人员追求的首要目标,多轴刀具路径安全包括以下两个方面:
首先,刀具路径无碰撞现象。
多轴CAM软件生成的刀具路径,应该绝对避免机床主轴、刀柄或刀具碰撞到工件、夹具等,防止操作人员、机床受到损伤活工件被破坏。
其次,刀具路径应无过切现象。
多轴刀具运动轨迹应该准确无误,无过切、扎刀等带有加工危险的问题刀具路径。
2、行距均匀
高质量的刀具路径应该整体上分布均匀、整齐,各条刀具路径之间的行距要均匀,不能出现在零件平坦面间距小,而在零件陡峭面间距变的很大的现象,否则,加工出来的零件的尺寸和表面质量都会达不到要求,同时也会增加钳工修整的难度。
3、刀轴运动要连续,过渡要光顺
多轴加工过程中,刀轴在作位置调整时,轴指向的过渡要尽量平滑,不要出现突然的刀轴指向改变,这要可以延长机床、刀具的使用寿命,减少碰撞发生的可能性,其次可以提高产品的加工质量。
4、旋转轴的摇摆运动尽量少
多轴机床的旋转轴结构刚性要比直线轴的结构刚性差,A轴(或B轴)和C轴在结构上是整个机床刚性中的薄弱环节,因此在多轴加工过程中,应尽量减少旋转轴的摆动,这样加工精度、机床寿命才会得到更好的保障。
5、提刀少,机床空行程少
高质量的刀具路径应避免空进给轨迹的产生,尽量减少抬刀、进退刀的次数,以提高加工效率。
1.4ES-SurfMill6.0多轴加工的功能与特点
ES-SurfMill6.0软件的多轴加工功能是根据多个行业的加工特点,在大量的现场加工实践过程中不断发展完善的,功能全面、简单易学。
主要有以下功能和特点:
1、五轴用户界面与三轴完全统一,功能融合在一起,易学易用。
五轴加工界面、多轴路径输出等完全统一到三轴加工环境中,对于熟悉三轴加工的用户,只要掌握刀轴控制、初始路径布点方式、路径投影方式就可以设置多轴路径。
2、五轴加工编程策略丰富
ES-SurfMill6.0软件支持多轴定位加工和多轴联动加工方式,功能丰富,具有完整的粗、精加工策略;
支持支持糖果刀、键槽刀、燕尾刀等异形刀具进行五轴加工编程。
3、多轴刀具路径计算速度快
ES-SurfMill6.0软件采用了先进的算法,支持多核并行运算,充分发挥了现有计算机的硬件优势,具有极为突出的计算速度优势。
4、路径可靠性能高
加工刀具支持刀柄、刀杆的碰撞检查,可自动删除存在碰撞的路径,计算路径的安全可靠性大幅提高;
自动避让进退刀过切问题,同时实现过切检查。
5、刀轴控制灵活
支持多种刀轴控制方式,应用于不同的加工场合。
6、具有三轴路径转五轴功能
设定刀轴方向后,三轴路径中的曲面精加工和清根加工功能可以方便的转换成五轴路径,改善加工效果,降低加工难度。
7、支持网格曲面模型的多轴加工
ES-SurfMill6.0软件可以对网格曲面进行多轴加工,并相应的提供了多种加工方式和加工手段,计算速度快、路径质量高,同时支持多种刀具。
8、具有叶轮专业加工功能。
ES-SurfMill6.0软件专门针对叶轮零件开发了一专业模块,用户只需进行简单的参数设置即可生成高效、无碰撞和无过切的叶轮多轴加工路径。
9、专有的多轴曲面刻字功能
ES-SurfMill6.0软件中的多轴区域加工功能让曲面上进行多轴刻字、花纹变的更加简单,而且效果更佳。
10、完善的细节控制
支持边界线、参数范围、保护面等裁剪,加工区域控制十分灵活;
开口路径支持圆弧进退刀、直线延长等,提高了边界加工质量;
支持开口线单向走刀,保证路径全部为顺铣加工。
这些细节控制使生成的多轴路径质量更高。
1.5ES-SurfMill6.0软件多轴联动加工策略
ES-SurfMill6.0软件根据不同的加工需求和机床特点提供了以下8种多轴加工策略。
加工方法
图示
说明
五轴钻孔
用于曲面多轴钻孔加工
五轴曲线加工
适合用于加工曲面上的曲线、图案和文字,也能用于加工曲面上的凹槽、切边等等
四轴旋转加工
包括外圆加工、凹腔加工、指向导动加工三种方式,用于加工类似旋转体的四轴零件
曲面投影加工
用于复杂的曲面模型多轴加工,包括开粗和精加工
曲面变形加工
包括两面变形和曲面等距两种方式,用于叶片流道和叶片加工
曲线变形加工
包括两线变形、单向蒙皮、双向蒙皮、曲线投影等多种方式
多轴侧铣加工
包括直纹面侧铣和两曲线侧铣两种方式
多轴区域加工
适用于多轴刻字和花纹等加工
1.6ES-SurfMill6.0多轴加工流程
ES-SurfMill6.0软件中,路径向导是最常用的刀具路径计算器,它能够引导用户一步步生成刀具路径,下面列举生成多轴路径具体的操作步骤供用户参考:
图1-5生成刀具路径流程图
以NC环境下生成曲面投影加工路径为例,简单了解一下使用路径向导计算多轴加工路径的过程。
具体操作如下:
1、点击导航工作条上的加工按钮
,切换到3D加工环境;
2、从菜单中选择“刀具路径(P)>
>
路径向导(W)”菜单项,启动路径向导命令;
图1-6路径向导菜单
3、系统弹出【选择加工方法】界面,切换至【多轴加工组】,在列表中选择【曲面投影加工】方法,并设置与加工方法相关的主要参数,如下图所示,设置完毕后点击
按钮,进入下一步;
图1-7选择加工方法菜单
技巧:
对于熟练的高级用户,可以在路径向导导航工具栏中点击
按钮,一步直达加工参数设置界面。
4、系统弹出【选择刀具】界面,在显示的刀具列表中选择选择“【球头】JD-4.00”,同时用户也可以点击【从刀具表选择】进入刀具表,添加、选择其它刀具,并设置与刀具相关的走刀参数,设置完毕后点击
图1-8选择加工刀具
5、系统弹出【选择加工域】界面,此时根据所要选择的加工方法,分别在基本加工域和辅助加工域中拾取相应的对象,如下图所示,点击
按钮进入【刀具路径参数】界面操作。
图1-9选择加工域图形
6、系统弹出【刀具路径参数】对话框,选择【分层粗加工】并设置粗加工相关参数,如下图所示;
图1-10加工方式设置
7、切换至【加工刀具/刀轴方向】,选择加工时使用的刀轴控制方式,如下图所示;
图1-11刀轴控制方式设置
8、点击计算按钮,系统开始计算刀具路径,计算完成后在图形窗口显示计算获得的刀具路径。
图1-12生成的多轴加工路径
 升级会员
升级会员 