汽车钣金电子教案 3Word下载.docx
《汽车钣金电子教案 3Word下载.docx》由会员分享,可在线阅读,更多相关《汽车钣金电子教案 3Word下载.docx(26页珍藏版)》请在冰豆网上搜索。
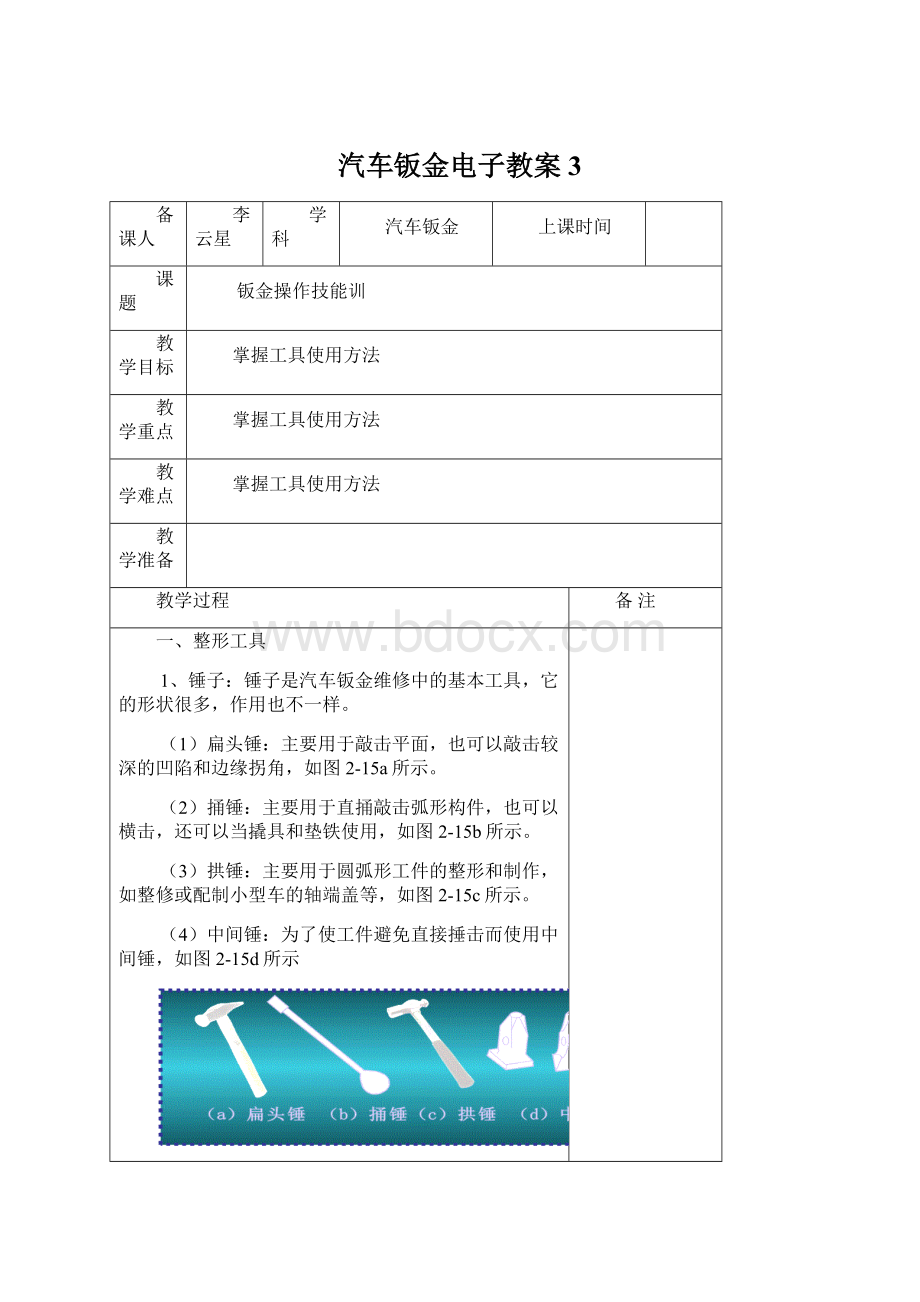
主要用于圆弧形工件的整形和制作,如整修或配制小型车的轴端盖等,如图2-15c所示。
(4)中间锤:
为了使工件避免直接捶击而使用中间锤,如图2-15d所示
5)平头整形锤:
主要用于修整箱形角等部位,如图2-15e所示。
(6)鹤嘴锤:
主要用于消除工件表面的小凹坑,如图2-15f所示。
(7)其他形式根据捶击需要,锤头可以做成各种形状,如橡胶锤、木锤、铜锤等,如图2-15g。
钣金锤的使用方法:
操作要求
(1)通过训练掌握钣金锤的使用方法;
(2)使用前擦净锤面及手柄上的油污,以免滑脱伤人;
(3)检查手柄是否松动,以免锤头脱出造成事故。
钣金锤的正确使用方法如图2-16所示。
2、顶铁:
顶铁是一种手持的铁砧,与锤配合进行钣金修理作业,也称为垫铁或衬铁,如图2-17所示。
图2-18所示为各种不同形状的顶铁。
用顶铁法修整可分为“正托”和“偏托”两种方式。
“偏托”法是直接用顶铁抵住最大凹陷处,使用木锤或尼龙锤敲击凹陷周围产生的隆起变形,即“深入浅出”地由最大凹凸变形处开始敲平,如图2-19a所示。
当局部凹凸变形被修平至一定程度时,应改用图2-19b所示的“正托”法进一步敲平。
顶铁法敲平的工序如图2-20所示。
所用顶铁的端面形状应与被修正壁板形状吻合。
3、匙形铁:
匙形铁是车身修理的特殊工具,
主要用于抛光金属表面,所以也叫
修平刀,如图2-21。
如图2-22所示。
不同的匙形铁可与不同的面板形状匹配使用。
当面板背面的空间有限时,匙形铁也可当作顶铁使用,如图2-23所示。
4、凹坑拉出器和拉杆:
对于密封型车身面板的凹陷,无法利用现成的孔洞使用撬镐撬起时,可采用凹坑拉出器或拉杆进行修理,此时需在表面皱褶处钻孔。
凹坑拉出器如图2-24所示,拉出器的顶端呈螺纹尖端形式,或呈钩状形式。
•
•作业1:
叙述钣金锤的使用方法
•2:
用顶铁法修整可分哪两种方式。
请分别简述
钣金操作技能训练二
目标:
正确使用拉拔器。
重点、难点:
使用拉拔器
将拉杆的弯钩插入所钻的孔,钩住凹坑两侧向外提拉(如图2-25、26),视具体情况在周围轻轻捶击,将凹坑拉起,同时敲打其隆起点(如图2-27)经整平后用气焊修补孔洞,喷漆复原。
使用钣金吸盘可即时修复凹坑,如图2-28。
5、夹具与撬具:
在钣金修理中,对部件进行整形,板料折边或固定划线等加工,经常用到各种夹具,其形状如图2-29。
为完成某一特定形状的板件而使用的各种撬具如图2-30。
6、车身锉刀:
车身锉刀用于修整由于锤、顶铁、匙形铁等钣金工具作业留下来的凹凸不平的痕迹,锉刀外形如图2-31。
车身锉刀的使用方法:
步骤1:
当所锉部位比较平时,以30°
角握锉刀直推,如图2-32a所示;
或直握锉刀偏30°
角斜推,如图2-32b所示。
步骤2:
凸起的表面,沿曲率最小的弧面的母线方向握住锉刀直推,如图2-33a所示;
或者以等于或小于30°
角进行侧推,如图2-33b所示。
四、剪切工具
1、手动剪刀:
手动剪刀分为手剪刀和台式剪刀,一般用于某种条件下单件生产或半成品的修整工作。
如
图2-34所示。
手工剪切方法:
(1)直线的剪切方法:
如图2-35所示,剪切短料直线时,被剪去的那部分,一般都放在剪刀的右面。
(2)外圆的剪切方法:
如图2-36所示,剪切外圆应从左边下剪,按顺时针方向剪切,边料会随着剪刀的移动而向上卷起。
若边料较宽时,可采取剪直线的方法。
(3)内圆的剪切方法:
如图2-37所示,剪切内圆时,应从右边下剪,按逆时针方向剪切,边料会随着剪刀的移动而向上卷起。
(4)厚料的剪切方法:
如图2-38所示,剪切较厚板料时,可将剪刀夹在台虎钳上,在上柄套上一根管子、右手握住管子,左手拿住板料进行剪切。
也可由两人操作,一人敲,一人持剪刀和板料,这样敲击也可剪切较厚板料。
2、电动剪:
电动剪属于振动式剪刀,由一个小型电动机带动刀杆上下快速运动,与下刀头配合达到剪切的目的,如图2-39所示。
3、风动手提式振动剪:
风动手提式振动剪简称风剪。
其特点是体积小,重量轻,操作灵活轻便。
风动手提式振动剪如图2-40所示。
五、锯割工具
目前钣金件修理中多使用可调式锯弓,如图2-41所示。
可调式手锯的使用方法:
选择锯条:
选择方法:
目前常用锯条长度为300mm(锯条两端小圆孔中心距)、宽10mm、厚0.6mm。
步骤2:
安装锯条。
步骤3:
将工件夹持在台虎钳上,锯缝应靠近钳口处,以免切割时工件颤动
步骤4:
右手紧握锯柄,左手挟
持前端弓架,手锯握持方式如图2-42
所示。
步骤5:
起锯时,锯齿与工件表
面约呈15°
且锯齿面应保持在3个齿
以上,如图2-43所示。
步骤6:
锯割时,右手推动手锯,
左手向下略施压力,并扶正锯弓作往
复运动;
步骤7:
锯割速度一般以每分钟往复30次左右为宜,但还应考虑工件的材料。
六、铆枪
铆接是车身修理作业不可缺少的工艺。
用弹射铆钉枪进行铆接是十分方便的。
图2-44所示为电动抽芯铆枪。
图2-45为铆接过程示意图。
先将铆钉组件插入被连接件的通孔中,用铆钉器将外伸之铆钉杆拉断,铆接即告成功。
钣金操作技能训练三
掌握盘式砂磨机的使用方法。
盘式砂磨机的使用方法。
电动工具
三、盘式砂磨机
盘式砂磨机通常打磨工作时用的砂
轮片粒度为60#,80#或120#等,一般常
用的是80#,如图2-48所示。
盘式砂磨机的使用方法:
步骤1:
安装砂轮片:
(1)将软垫背装在转轴上,用手旋
至紧固即可,如图2-49a所示。
(2)将砂轮片放在软垫上,如图2-49b所示。
(3)最后,用特殊扳手紧固,如图2-49c所示。
右手抓住砂磨机前面把手,左手抓住后面把手,启动开关。
在金属表面开始打磨。
打磨方法:
正确的打磨方法如图2-50所示,应使砂轮片的1/3表面与被加工表面接触,其研磨效果最好。
作业
叙述盘式砂磨机的使用步骤。
钣金操作技能训练之四
————外形修复机的使用
•目标:
熟练掌握外形修复机的使用步骤
•重点、难点:
掌握外形修复机的使用步骤
外形修复机
一般在进行维修时普遍采用钣金锤、垫铁维修或者使用外形修复机进行维修两种方式但这两种方式对车身外板损伤修复
高性能外形修复机
外形修复机使用操作方法
•四:
碳棒焊接、缩火
连接负极线选择碳棒焊接转换接头、选择焊枪并锁紧根据板材的厚度调节适当的电流根据板材的厚度调节的电流调节适当的时间选择工作模式(手动)选择碳棒并连接锁紧;
将焊枪轻压到车体的修复部位,轻按焊枪开关直接修复
•五:
蛇形线焊接
连接负极线选择焊接头连接并锁紧根据板材的厚度调节适当的电流根据板材的厚度调节的电流、调节适当的时间选择工作模式(自动)选择蛇形线把蛇形线正正的摆放到修复点将焊枪(焊接头)轻压到蛇形线上,轻按焊枪开关焊接选择钩式拉拔器(多爪拉拔器)修复
吸盘的使用
•手动吸盘的使用
❶将吸盘与拉锤连接
❷将吸盘用力按到没有死角的凹陷部位
❸用滑锤反方向用力将凹陷部位拉出
•起动吸盘的使用
①将气源与吸盘顶端的接头连接
②打开阀门并将吸盘吸到车身凹陷部位
③用滑锤反方向用力将凹陷部位拉出
④关闭阀门吸盘会自行脱落
双面碰焊机的使用
•连接负极线接好气管调节压力(6—10kg)
根据板材的厚度调节适当的电流根据板材的厚度调节的电流、调节适当的时间请切换到双面焊枪按气动开关,将双面焊枪枪头夹到要焊接的部位上,再按焊枪焊接开关进行双面碰焊
双面碰焊机作为修复使用时的注意事项
❶请调节焊枪开关到单面焊枪位置
❷功能选择时要进行设置
¯
举例1:
垫片焊接
连接负极线将垫片连接头与焊枪连接并锁紧选择垫片修复功能{【选择(CHOICE)设置(SET)】根据板材的厚度调节适当的电流【功率(POWLR)】根据板材的厚度电流的大小调节适当的时间【TIME】请选择单面焊枪}装好垫片将焊枪轻压到车体的凹陷部位,轻按焊枪开关焊接选择拉拔器修复
举例2:
碳棒加热
连接负极线选择碳棒焊接转换接头、选择焊枪并锁紧选择单面焊枪设置【根据板材的厚度调节适当的电流时间选择为(FF)】选择碳棒并连接锁紧;
Ì
其余焊接方法依次类推
碳棒焊接、碳棒缩火在选择时间时必须选择【FF】档位
操作时只需要选择与焊接工件符合的档位即能达到最佳的焊接效果.
•技术参数
•电源电压:
1-50/60Hz220V/380V额定负载持续率:
5%16KV.A最大焊接功率:
16KV.A连续功率:
Sp=4KV.A绝缘等级:
B级次级空载电压:
4.2V-12V次级最大短路电流:
4.5KA-13.5KA
外形修复机-组合工具
•外形修复机配备多种工具组合可以完成焊接各种垫圈、OT片、三角片、螺柱、蛇形线等各种介子,收火功能,单面点焊功能等焊接电流稳定焊接无大量火花出现不会出现焊接不牢固或焊穿出现孔洞等缺陷。
•车身快速维修组合工具,
外形修复机——强力拉拔组合工具
强力拉拔组合工具(图3):
针对较强硬板件设计,采用简单的顶拉原理,配有多种支脚,可根据不同位置进行组合,方便拉拔;
可以任意调节拉拔幅度;
具有锁止功能,方便同时进行其他动作;
拉拔力量够强,基本满足车身外钣件的快速拉拔维修。
外形修复——棱线拉拔组合工具
•棱线拉拔组合工具(图4):
采用简单的顶拉原理;
配有多个支脚、横梁,可根据不同位置进行组合,方便拉拔;
可以根据需要控制拉拔幅度;
方便对车身腰线位置进行快速拉拔作业,并确保拉拔质量;
拉拔力量够强,基本满足车身外钣件的快速拉拔维修;
外形修复——省力拉拔组合工具
•省力拉拔组合工具:
采用简单的杠杆拉拔原理;
配有支脚、拉钩及横梁,可根据不同位置进行组合,方便拉拔;
可以根据需要控制拉拔力量及幅度;
方便对车身顶部等位置进行快速拉拔作业;
外形修复——简易拉拔组合工具
简易拉拔组合工具(图6):
采用力的相互作用原理;
配有多种手拉钩,方便提拉车身焊接的垫片等介子;
与钣金锤配合更简单的对车身外钣拉伸修复。
外形修复——辅助工具
辅助工具(图7):
钣金滑动拉锤,拉伸指针,垫片拉杆。
叙述外形修复机的操作步骤?
举例一:
车身板件损伤的修复
•1、车身门槛板损伤的修复
•在实际钣金维修工作中,我们经常碰到像汽车门槛等强度较高外板损坏,像这种损坏变形区域强度较高,使用传统的介子机拉锤修复很困难,经常使用气体保护焊焊接铁片等,用借助大梁校正仪等拉拔,对车身具有很严重的损坏,强力拉拔组合工具可以很好的解决这方面问题
板书设计:
作业设计:
教学后记:
 升级会员
升级会员 