变速器顶盖加工工艺及钻孔气动夹具设计大学论文Word格式文档下载.docx
《变速器顶盖加工工艺及钻孔气动夹具设计大学论文Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《变速器顶盖加工工艺及钻孔气动夹具设计大学论文Word格式文档下载.docx(22页珍藏版)》请在冰豆网上搜索。
3.1加工条件9
3.2切削用量9
3.3计算切削速度9
4.夹具设计10
4.1设计主旨10
4.2夹具设计10
4.2.1定位基准的选择11
4.2.2切削力及夹紧力计算12
4.2.3平衡块的计算13
4.2.4定位误差分析14
参考资料16
致谢17
附页18
绪论
机械设计制造及其夹具设计是我们融会贯通五年所学的知识,将理论和实践相结合,对专业知识的综合运用训练,为我们即将走向自己工作岗位打下了良好的基础。
机械加工工艺规定产品或零件机械加工工艺过程和操作方法,是指导生产的重要的技术性档,它直接关系到产品的质量、生产率及其加工产品的经济效益,生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺来体现,因此工艺规程的编制的好坏是生产该产品的质量的重要保证的重要依据。
在编制工艺时须保证其合理性、科学性、完善性。
而机床夹具是为了保证产品的质量的同时提高生产的效率,改善工人的劳动强度,降低生产成本而在机床上用以装夹工件的一种装置,其作用是使工件相对于机床或刀具有个正确的位置,并在加工过程中保持这种位置不变,它们的研究对机械工业有着很重要的意义,因此在中,大批量生产中,常采用专用夹具。
数控进行了生产实习之后的下一个教学环节。
它一方面要求学生通过设计能获得综合运用过去所学过的全部课程进行工艺及结构设计的基本能力应在下述各方面得到锻炼:
(1)能熟练运用机械制造工艺学课程中的基本理论以及在生产实习中学到的时间知识,正确地解决一个零件在加工中的定位、夹紧以及工艺路线安排、工艺尺寸确定等问题,保证零件的加工质量。
(2)提高结构设计能力。
学生通过设计借据(或量具)的训练,应当获得根据被加工零件的加工要求,设计出高效、省力、经济合理而能保证加工的夹具的能力。
(3)学会使用手册及图表数据。
掌握与本设计有关的各种资料的名称、出处,能够做到熟练运用。
由我个人而言,通过这次的毕业设计,使我更了解数控专业的需求和深刻的理解,为将来从事的工作打下了一定的基础。
由于个人能力所限,设计尚有许多不足之处,恳请老师给予指导。
全套设计加197216396或401339828
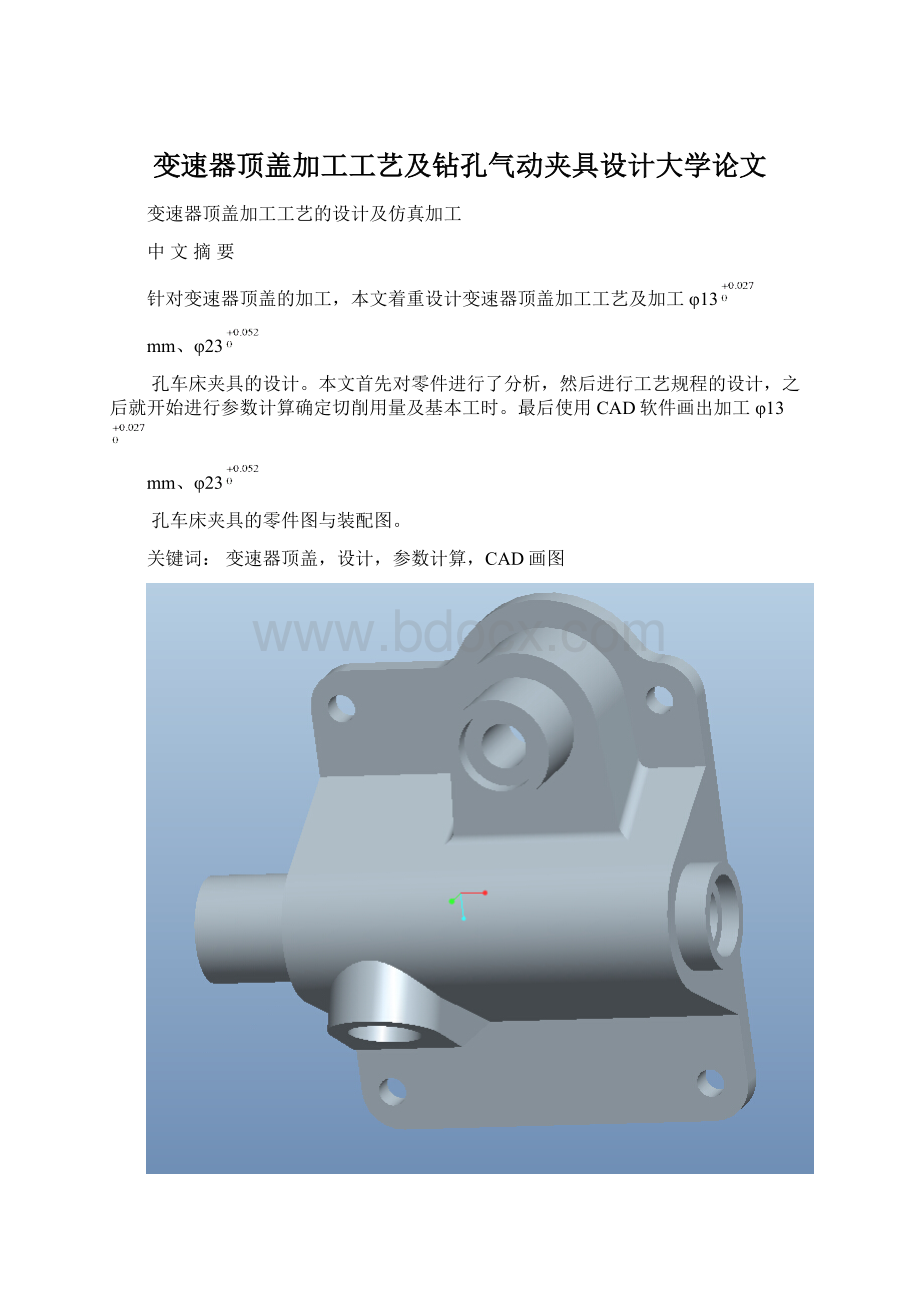
1.变速箱盖零件的分析
该零件材料是HT200,灰铸铁,该材料具有较高的强度,韧性和耐磨性,用于制造一些复杂,综合力学性能较好的零件。
其主要加工面为零件的下表面,φ30的端面φ13
mm的孔,M32的端面和攻M22X1.5的螺纹,φ30的两侧端面和φ13
mm、φ16
mm、攻RC1/2(φ20.95)的圆锥内螺纹,4-φ9的孔。
1.1零件的工艺分析
变速箱盖共有9个工序:
图1工序
图1.1工序卡
1.2确定毛坯、毛坯的制造形式
1.2.1确定毛坯
根据零件材料毛坯为铸件,有由题目已知零件的生产纲领为5000件/年,由参考文献机械制造工艺标准应用手册表1.1-12可知,其生产类型为大批量生产,毛坯的铸造方法选用金属型,材料牌号为HT200。
此外,为消除残余应力,铸造后应安排人工时效。
1.2.2确定毛坯的制造形式
零件材料为HT200。
考虑零件在机床运行过程中承受交变载荷及冲击性载荷不大,从结构形式看,几何形体不是很复杂,并且该零件大批量生产,采用铸造生产比较合适,故可采用铸造成形故选择铸件毛坯
2.工艺规程设计
2.1确定毛坯的制造形式
根据零件材料确定毛坯为铸件。
又由题目已知零件的生产纲领为5000件/1年。
其生产类型为中批量生产。
毛坯的铸造方法选用灰铸铁,中硬程度。
考虑零件在机床运行过程中承受交变载荷及冲击性载荷不大,零件结构又比较简单,故选择铸件毛坯。
2.2基面的选择
基面选择是工艺规程设计中的重要工作之一。
基面选择得正确与合理,可以使加工质量得到保证,生产率得以提高。
否则,就会使加工工艺过程中会问题百出,严重的话还会造成零件的大批报废,使生产无法正常进行。
2.2.1粗基准的选择
对于本零件来说,应尽可能选择以加工表面为粗基准。
按照有关粗基准的选择原则。
2.2.2精基准的选择
主要应该考虑基准重合的问题。
当设计基准与工序基准不重合时,应该进行尺寸换算,这在以后还要专门计算,此处不再重复。
2.3制定工艺路线
制定工艺路线得出发点,应当是使零件的几何形状、尺寸精度及位置精度等技术要求能得到合理的保证。
在生产纲领已确定为大批生产的条件下,可以考虑采用万能性机床配以专用工夹具,并尽量使工序集中来提高生产率。
除此之外,还应当考虑经济效果,以便使生产成本尽量下降。
工艺路线
工序一:
采用1个面定位、2个压板压紧,粗、精铣A底面,保证尺寸7±
0.01mm。
图2工序一
工序二:
采用1个V型块,1个面定位、压板压紧,粗精车B保证尺寸52±
0.15,钻铰φ13mm通孔,保证尺寸φ13
mm,粗精车内孔φ23X5mm的孔,保证尺寸φ23
mm。
旋转180
,粗精车C保证尺寸99±
0.15,钻铰φ16mm通孔,保证尺寸φ16
mm,攻RC1/2(φ20.95)的圆锥内螺纹。
图3工序二
工序三:
采用1个V型块,1个面,1个档销定位,压板压紧,钻、扩、铰2-φ7、2-φ9的通孔,保证尺寸55.5±
0.15的中心距和32±
0.15的中心距,保证尺寸55.5±
0.15的中心距和60±
0.15的中心距,钻铰φ7X31的孔,保证尺寸保证71±
0.15的中心距。
图4工序三
工序四:
以A面,加一个圆柱短销、和一个菱形短销定位。
粗精车E面,保证尺寸总长52±
0.15mm。
钻、铰φ13的通孔,保证尺寸φ13
并倒角C2。
图5工序四
工序五:
粗半精铣车D面,钻20.5mm的螺纹底孔,攻丝M22×
1.5,保证尺寸31
。
图6工序五
工序六:
采用1个V型块,1个面,1个档销定位,压板压紧,扩、铰2-φ9的通孔,保证尺寸55.5±
图7工序六
工序七:
检验
工序八:
上油
工序九:
入库
3.确定切削用量及基本工时
所设计工序:
加工φ13
mm,分析如下内容
3.1加工条件
工件材料:
HT200,铸件。
加工要求:
粗车——精车
机床:
卧式车床CA6140
刀具:
硬质合金内孔车刀
3.2切削用量
粗车
背吃刀量ap=2mm
进给量f=0.1mm/r
精车
背吃刀量ap=0.5mm
进给量f=0.5mm/r
3.3计算切削速度
粗车查表取vc=30m/min,
根据公式vc=∏dn/1000,
得n=405.9r/mm,
查转速表n取450r/mm,
得vc=33.21m/min
精车查表取vc=60m/min,
得n=796.178r/mm,
查表转速n取870r/mm,
根据公式vc=∏dn/1000,得vc=65.56m/min
4.夹具设计
为了提高劳动生产率,保证加工质量,降低劳动强度,需要设计专用夹具。
本次设计加工车加工φ13
mm的孔及E端面的车床夹具,本夹具将用与CA6140型车床,刀具材料为涂层刀具。
4.1设计主旨
利用本夹具主要加工φ13
mm的孔及E端面。
孔内粗糙度Ra=1.6,加工φ13
mm的孔及E端面的整个过程由车完成,因此本工序的加工精度容易保证,主要考虑如何定位夹紧以节省操作时间提高生产率。
4.2夹具设计
图8夹具的装配图
夹具的零件图见下页。
图9夹具体零件图
4.2.1定位基准的选择
由零件图可知,加工φ13
mm的孔及E端面的中心轴有一定的位置度要求,为了减少定位误差,以A面为基准面,限制3个自由度,一个短圆柱销,限制两个自由度,再用1个短菱形销,限制一个自由度,最后用两块压板压紧以固定,以防工件上下窜动,起着定位稳定性的作用。
压板的零件图见下
图10夹具体压板的零件图
4.2.2切削力及夹紧力计算
钻φ13mm孔时切削量最大,切削力和夹紧力也最大,这里只考虑钻φ13mm孔时的切削力和夹紧力。
刀具:
高速钢麻花钻,φ12.8mm
钻孔时的轴向力:
查表机械工艺手册[1],
由于工件所受加紧力与切削力方向相互垂直,使工件离开基面所需的夹紧力为:
,
摩擦系数
查[4]表3-19,u=0.25。
安全系数
式中K
————基本安全系数1.5;
K
————加工状态系数1.2;
————刀具钝化系数1.5,由文献[4]表3-20查得;
————切削特点系数1.0;
————考虑加紧动力稳定性系数1.3。
=K(8017-0.2×
8017)/0.25=11255.8N
4.2.3平衡块的计算
对角铁式结构不对称的车床夹具,设计时应采取平衡措施,以减少由离心力产生的振动和主轴轴承的磨损。
离心力Fj的计算公式为
Fj=0。
01mjR(n*n)
式中mj-----工件和夹具不平衡部分的合成质量(kg);
R-----工件和夹具不平衡部分的合成质量中心至回转中心的距离(m);
n----主轴转速(r/min)。
由离心力引起的力矩Mj为
Mj=FjL
平衡块引起的离心力Fp(N)为
Fp=0.01mpr(n*n)
式中mp-----平衡块的质量
R------平衡块中心至回转中心的距离(m)
由Fp引起的力矩Mp为
Mp=Fpl
在综合考虑径向位置和轴向位置平衡的情况下,满足平衡关系式
Mp=Mj
即0.01mjR(n*n)L=0.01mpr(n*n)l
化简后得Mp=mjRL/rl
为了弥补估算法的误差,平衡块上应开有环形槽或径向槽,以便夹具装配时调整其位置。
图9夹具体平衡块的零件图
4.2.4定位误差分析
一批工件逐个在夹具上定位时,由于工件及定位元件存在公差,使各个工件所占据的位置不完全一致,加工后形成加工尺寸的不一致,为加工误差,这种只与工件定位有关的加工的误差,称为定位误差.
(1)圆柱销的尺寸及公差为:
js6则为φ8上偏差0.005、下偏差-0.005。
与其相配合的φ8内孔为过渡配合,因此取内孔为:
H7则为φ8上偏差0.015、下偏差为0。
(2)因为工序基准与定位的基准线重合
则得△B=0△Y=Xmax孔-Xmin轴/2=0.015-(-0.005)/2=0.01
则△D=△B+△Y=0+0.01
由于两定位销中心距尺寸公差为0.04规定只要满足△D=△B+△Y=0+0.01=0.01<
中心距公差的1/2=0.01即可,故上述定位误差满足零件的精度要求。
参考资料
[1]朱耀祥、浦林祥主编.现代机床夹具设计手册.北京:
机械工业出版社
[2]杨叔子主编.机械加工工艺师手册.北京:
[3]孙巳德主编.机床夹具图册.北京:
[4]赵家齐主编.机械制造工艺学课程设计指导书.北京:
[5]肖继德、陈宁平主编.机床夹具设计.机械工业出版社
[6]王光斗、王春福主编机床夹具设计设计手册,上海科学技术出版社
致谢
在本次毕业设计中,我们将设计主要分为两大部分进行:
工艺编制部分和夹具设计部分。
在工艺部分中,我们涉及到要确定各工序的安装工位和该工序需要的工步,加工该工序的机车及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,其中,工序机床的进给量,主轴转速和切削速度需要计算并查手册确定。
在夹具设计部分,首先需要对工件的定位基准进行确定,然后选择定位元件及工件的夹紧方案,然后计算车削力以及夹紧工件需要的夹紧力,平衡块的质量计算,这也是该设计中的重点和难点。
通过这次毕业设计,使我对大学三年所学的知识有了一次全面的综合运用,也学到了许多上课时没涉及到的知识,尤其在利用手册等方面,对今后毕业出去工作都有很大的帮助。
另外,在这次设计当中,指导老师在大多数时间牺牲自己的宝贵休息时间,对我们进行细心的指导,我对他们表示衷心的感谢!
老师,您辛苦了!
在这次毕业设计中,我基本完成了毕业设计的任务,达到了毕业设计的目的,但是,我知道自己的设计还有许多不足,甚至错误,希望老师们能够谅解,谢谢
 升级会员
升级会员 