电工基础培训之电工操作基本功Word下载.docx
《电工基础培训之电工操作基本功Word下载.docx》由会员分享,可在线阅读,更多相关《电工基础培训之电工操作基本功Word下载.docx(14页珍藏版)》请在冰豆网上搜索。
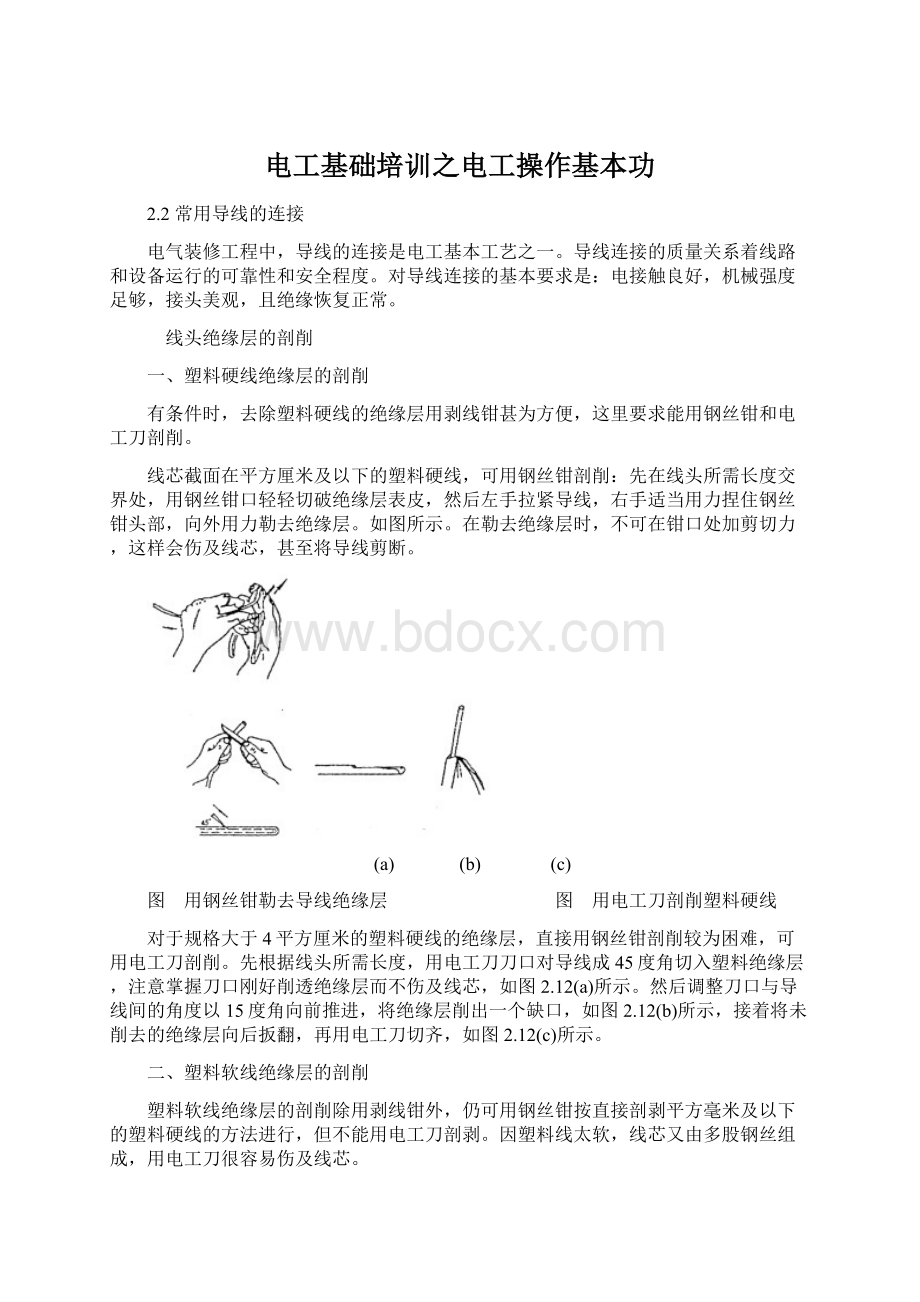
然后调整刀口与导线间的角度以15度角向前推进,将绝缘层削出一个缺口,如图2.12(b)所示,接着将未削去的绝缘层向后扳翻,再用电工刀切齐,如图2.12(c)所示。
二、塑料软线绝缘层的剖削
塑料软线绝缘层的剖削除用剥线钳外,仍可用钢丝钳按直接剖剥平方毫米及以下的塑料硬线的方法进行,但不能用电工刀剖剥。
因塑料线太软,线芯又由多股钢丝组成,用电工刀很容易伤及线芯。
三、塑料护套线绝缘层的剖削
塑料护套线绝缘层分为外层的公共护套层和内部每根芯线的绝缘层。
公共护套层一般用电工刀剖削,先按线头所需长度,将刀尖对准两股芯线的中缝划开护套层,并将护套层向后扳翻,然后用电工刀齐根切去,如图所示。
(a)划开护套层 (b)切去护套层
图 塑料护套线的剖削
切去护套后,露出的每根芯线绝缘层可用钢丝钳或电工刀按照剖削塑料硬线绝缘层的方法分别除去。
钢丝钳或电工刀在切时切口应离护套层5-10mm。
四、橡皮线绝缘层的剖削
橡皮线绝缘层外面有一层柔韧的纤维编织保护层,先用剖削护套线护套层的办法,用电工刀尖划开纤维编织层,并将其扳翻后齐根切去,再用剖削塑料硬线绝缘层的方法,除去橡皮绝缘层。
如橡皮绝缘层内的芯线上包缠着棉纱,可将该棉纱层松开,齐根切去。
五、花线绝缘层的剖削
花线绝缘层分外层和内层,外层是一层柔韧的棉纱编织层。
剖削时选用电工刀在线头所需长度处切割一圈拉去,然后在距离棉纱编织层10mm左右处用钢丝钳按照剖削塑料软线的方法将内层的橡皮绝缘层勒去。
有的花线在紧贴线芯处还包缠有棉纱层,在勒去橡皮绝缘层后,再将棉纱层松开扳翻,齐根切去,如图所示。
图 花线绝缘层的剖削
(a)去除编织层和橡皮绝缘层 (b)扳翻棉纱
六、橡套软线(橡套电缆)绝缘层的剖削
橡套软线外包护套层,内部每根线芯上又有各自的橡皮绝缘层。
外护套层较厚,按切除塑料护套层的方法切除,露出的多股芯线绝缘层,可用钢丝钳勒去。
七、铅包线护套层和绝缘层的剖削
铅包线绝缘层分为外部铅包层和内部芯线绝缘层,剖削时选用电工刀在铅包层切下一个刀痕,然后上下左右扳动折弯这个刀痕,使铅包层从切口处折断,并将它从线头上拉掉。
内部芯线绝缘层的剖除方法与塑料硬线绝缘层的剖削方法相同。
剖削铅包层的损伤过程如图所示。
(a)
图 铅包线绝缘层的剖削
(a)剖切铅包层 (b)折扳和拉出铅包层 (c)剖削芯线绝缘层
八、漆包线绝缘层的去除
漆包线绝缘层是喷涂在芯线上的绝缘漆层。
由于线径的不同,去除绝缘层的方法也不一样。
直径在1mm以上的,可用细砂纸或细纱布擦去;
直径在以上的,可用薄刀片刮去;
直径在及以下的也可用细砂纸或细纱布擦除,但易于折断,需要小心操作。
有时为了保留漆包线的芯线直径准确以便于测量,也可用微火烤焦其线头绝缘层,再轻轻刮去。
导线线头的连接
常用的导线按芯线股数不同,有单股、7股和19股等多种规格,其连接方法也各不相同。
一、铜芯导线的连接
1、单股芯线有绞接和缠绕两种方法
绞接法用于截面较小的导线,缠绕法用于截面较大的导线。
绞接法是先将已剖除绝缘层并去掉氧化层的两根线头呈“×
”形相交(如图2.16(a)所示),互相绞合2-3圈(如图2.16(b)所示),接着扳直两个线头的自由端,将每根线自由端在对边的线芯上紧密缠绕到线芯直径的6-8倍长(如图2.16(c)所示),将多余的线头剪去,修理好切口毛刺即可。
缠绕法是将已去除绝缘层和氧化层的线头相对交叠,再用直径为的裸铜线做缠绕线在其上进行缠绕,如图所示,其中线头直径在5mm及以下的缠绕长度为60mm,直径大于5mm的,缠绕长度为90mm。
图 单股芯线直线连接(绞接)
图 用缠绕法直线连接单股芯线 图2.18 单股芯线T形连接
2、单股铜芯线的T形连接
单股芯线T形连接时可用绞接法和缠绕法。
绞接法是先将除去绝缘层和氧化层的线头与干线剖削处的芯线十字相交,注意在支路芯线根部留出3-5mm裸线,接着顺时针方向将支路芯线在干中芯线上紧密缠绕6-8圈(如图所示)。
剪去多余线头,修整好毛刺。
对用绞接法连接较的截面较大的导线,可用缠绕法(如图所示)。
其具体方法与单股芯线直连的缠绕法相同。
图 用缠绕法完成单股芯线T形连接 图 小截面单股芯线T形连接
对于截面较小的单股铜芯线,可用图所示的方法完成T形连接,先把支路芯线线头与干路芯线十字相交,在支路芯线根部留出3-5mm裸线,把支路芯线在干 线上缠绕成结状,再把支路芯线拉紧扳直并紧密缠绕在干路芯线上,为保证接头部位有良好的电接触和足够的机械强度,应保证缠绕为芯线直径的8-10倍。
3、7股铜芯线的直接连接
把除去绝缘层和氧化层的芯线线头分成单股散开并拉直,在线头总长(离根部距离的)1/3处顺着原来的扭转方向将其绞紧,余下的三分之二长度的线头分散成伞形,如图2.21(a)所示。
将两股伞形线头相对,隔股交叉直至伞形根部相接,然后捏平两边散开的线头,如图2.21(b)所示。
接着7股铜芯线按根数分成三组,先将第一组的两根线芯扳到垂直于线头的方向,如图2.21(c)所示,按顺时针方向缠绕两圈,再弯下扳成直角使其紧贴芯线,如图2.21(d)所示。
第二组、第三组线头仍按第一组的缠绕办法紧密缠绕在芯线上,如图2.21(e)所示;
为保证电接触良好,如果铜线较粗较硬,可用钢丝钳将其绕紧。
缠绕时注意使后一组线头压在前一组线头已折成直角的根部。
最后一组线头应在芯线上缠绕三圈,在缠到第三圈时,把前两组多余的线端剪除,使该两组线头断面能被最后一组第三圈缠绕完的线匝遮住、最后一组线头绕到两圈半时,就剪去多余部分,使其刚好能缠满三圈,最后用钢丝钳钳平线头,修理好毛刺,如图2.21(f)所示。
到此完成了该接着的一半任务。
后一半的缠绕方法与前一半完全相同。
图 七股铜芯线的直接连接
4、7股铜芯线的T形连接
把除去绝缘层和氧化层的支路线端分散拉直,在距根部1/8处将其进一步绞紧,将支路线头按3和4的根数分成两组并整齐排列。
接用用一字形螺丝刀把干线也分成尽可能对等的两组,并在分出的中缝处撬开一定距离,将支路芯线的一组穿过干线的中缝,另一组排于干路芯线的前面,如图2.22(a)所示。
先将前面一组在干线上按顺时针方向缠绕3-4圈,剪除多余线头,修整好毛刺,如图2.22(b)所示。
接着将支路芯线穿越干线的一组在干线上按反时针方向缠绕3-4圈,剪去多余线头,钳平毛刺即可,如图2.22(c)所示。
图 七股铜芯线T形连接
5、19股铜芯线的直线连接和T形连接
19股铜芯线的连接与7股铜芯线连接方法基本相同。
在直线连接中,由于芯线股数较多,可剪去中间几股,按要求在根部留出一定长度绞紧,隔股对叉,分组缠绕。
在T形连接中,支路芯线按9和10的根数分成两组,将其中一组穿过中缝后,沿干线两边缠绕。
为保证有良好的电接触和足够的机械强度,对这类多股芯线的接头,通常都应进行钎焊处理,即对连接部分加热后搪锡。
二、电磁线头的连接
电机和变压器绕组用电磁线绕制,无论是重绕或维修,都要进行导线的连接,这种连接可能在线圈内部进行,也可能在线圈外部进行。
1、线圈内部的连接
对直径在2mm以下的圆铜线,通常是先绞接后钎焊。
绞接时要均匀,两根线头互绕不少于10圈,两端要封口,不能留下毛刺,截面较小的漆包线的绞接如图2.23(a)所示,截面较大的漆包线的绞接如图2.23(b)所示。
直径大于2mm的漆包圆铜线的连接多使用套管套接后再钎锡的方法。
套管用镀锡的薄铜片卷成,在接缝处留有缝隙,选用时注意套管内径与线头大小的配合,其长度为导线直径的8倍左右,如图2.23(c)所示。
连接时,将两根去除了绝缘层的线端相对插入套管,使两线头端部对接在套管中间位置,再进行钎焊,使焊锡液从套管侧缝充分浸入内部,注满各处缝隙,将线头和导管铸成整体。
图 线圈内部端头连接方法
对截面积不超过25mm2的矩型电磁线,亦用套管连接,工艺同上。
套管铜皮的厚度应选-为宜;
套管的横截面,以电磁线横截面的-倍为宜。
2、线圈外部的连接
这类连接有两种情况。
一种是线圈间的串、并联,Y、△连接等。
对小截面导线,这类线头的连接仍采用先绞接后钎焊的办法:
对截面较大的导线,可用乙炔气焊。
另一种是制作线圈引出端头:
用如图2.24(a)、(b)所示的接线端子(接线耳)与线头之间用压接钳压接,如图2.24(d)所示。
若不用压接方法,也可直接钎焊。
(c)
(d)
图 接线耳与接线桩螺钉
三、铝导线线头的连接
铝的表面极易氧化,而且这类氧化铝膜电阻率又高,除小截面铝芯线外,其余铝导线的都不采用铜芯线的连接方法。
在电气线路施工中,铝线线头的连接常用螺钉压接法、压接管压接法和沟线夹螺钉压接法三种。
1、螺钉压接法
将剖除绝缘层的铝芯线头用钢丝刷或电工刀去除氧化层,涂上中性凡士林后,将线头伸入接头的线孔内,再旋转压线螺钉压接。
线路上导线与开关、灯头、熔断器、仪表、瓷接头和端子板的连接,多用螺钉压接,如图所示。
单股小截面铜导线在电器和端子板上的连接亦可采用此法。
(c)
图 单股铝芯导线的螺钉压接法连接
如果有两个(或两个以上)线头要接在一个接线板上时,应事先将这几根线头扭作一股,再进行压接,如果直接扭绞的强度不够,还可在扭绞的线头处用小股导线缠绕后再插入接线孔压接。
2、压接管压接法
此方法又叫套管压接法,它适用于室内,外负荷较大的铝芯线头的连接。
接线前,先选好合适的压接管(如图2.26(b)所示),清除线头表面和压接管内壁上的氧化层及污物,再将两根线头相对插入并穿出压接管,使两线端各自伸出压接管25-30mm(如图2.26(c)所示),然后用压接钳进行压接(如图2.26(d)所示),压接完工的铝线接头如图2.26(e)所示,如果压接的是钢芯铝绞线,应在两根芯线之间垫上一层铝质垫片。
压接钳在压接管上的压坑数目要视不同情况而定,室内线头通常为4个;
对于室外铝绞线,截面为16-35
mm2的压坑数目为6个,50-70mm2的为10个;
对于钢芯铝绞线,16mm2的为12个,25-35mm2的为14个,50-70mm2的为16个,95mm2的为20个,125-150mm2的为24个。
(b)
(f)
图 压接管压接法
(a)压接钳 (b)压接管 (c)线头穿过的压接管 (d)压接 (e)完成的铝线接头
3、沟线夹螺钉压接法
此法适用于室内、外截面较大的架空线路的直线和分支连接。
连接前先用钢丝刷除去导线线头和沟线夹线槽内壁上的氧化层及污物,并涂上中性凡士林,然后将导线卡入线槽,旋紧螺钉,使沟线夹紧线头而完成连接,如图所示。
为预防螺钉松动,压接螺钉上必须套以弹簧垫圈。
沟线夹的规格和使用数量与导线截面有关。
通常,导线截面有70mm2以下的用一副小型沟线夹;
截面在70mm2以上的,用两副较大的沟线夹,两副沟线夹之间相距300-400mm。
图 沟线夹螺钉压接法 图 单股芯线与针孔接线压接法
四、线头与接线桩的连接
1、线头与针孔接线桩的连接
端子板、某些熔断器、电工仪表等的接线部位多是利用针孔附有压接螺钉压住线头完成连接的。
线路容量小,可用一只螺钉压接;
若线路容量较大,或接头要求较高时,应用两只螺钉压接。
单股芯线与接线桩连接时,最好按要求的长度将线头折成双股并排插入针孔,使压接螺钉顶紧双股芯线的中间。
如果线头较粗,双股插不进针孔,也可直接用单股,但芯线在插入针孔前,应稍微朝着针孔上方弯曲,以防压紧螺钉稍松时线头脱出,如图所示。
在针孔接线桩上连接多股芯线时,先用钢丝钳将多股芯线进一步绞紧,以保证压接螺钉顶压时不致松散。
注意针孔和线头的大小应尽可能配合。
如图2.29(a)所示。
如果针孔过大可选一根直径大小相宜的铝导线作绑扎线,在已绞紧的线头上紧密缠绕一层,使线头大小与针孔合适后再进行压接,如图2.29(b)所示。
如线头过大,插不进针孔时,可将线头散开,适量减去中间几股,通常7股可剪去1-2股,19股可剪去1-7股,然后将线头绞紧,进行压接。
如图2.29(c)所示。
(a)
图 多股芯线与针孔接线桩连接
(a)针孔合适的连接 (b)针孔过大时线头的处理 (c)针孔过小时线头的处理
无论是单股或多股芯线的线头,在插入针孔时,一是注意插到底;
二是不得使绝缘层进行针孔,针孔外的裸线头的长度不得超过3mm。
2、线头与平压式接线桩的连接
平压式接线桩是利用半圆头、圆柱头或六角头螺钉加垫圈将线头压紧,完成电连接。
对载流量小的单股芯线,先将线头弯成接线圈,如图所示,再用螺钉压接。
对于横截面不超过10mm2、股数为7股及以下的多股芯线,应按图所示的步骤制作压接圈。
对于载流量较大,横截面积超过10mm2、股数多于7股的导线端头,应安装接线耳。
图 单股芯线压接圈的弯法
(a)离绝缘层根部的3mm处向外侧折角 (b)按略大于螺钉直径弯曲圆弧 (c)剪去芯线余端 (d)修正圆圈
图 7股导线压接圈弯法
连接这类线头的工艺要求是:
压接圈和接线耳的弯曲方向应与螺钉拧紧方向一致,连接前应清除压接圈、接线耳和垫圈上的氧化层及污物,再将压接圈或接线耳在垫圈下面,用适当的力矩将螺钉拧紧,以保证良好的电接触。
压接时注意不得将导线绝缘层压入垫圈内。
软线线头的连接也可用平压式接线桩。
导线线头与压接螺钉之间的绕结方法如图所示,其要求与上述多芯线的压接相同。
(a) (b)
(b)
图 软导线线头连接 图 单股芯线与瓦形接线桩的连接
(a)一个线头的连接 (b)两个线头的连接
3、线头与瓦形接线桩的连接
瓦形接线桩的垫圈为瓦形。
压接时为了不致使线头从瓦形接线桩内滑出,压接前应先将去除氧化层和污物的线头弯曲成U形。
如图2.33(a)所示,再卡入瓦形接线桩压接。
如果在接线桩上有两个线头连接,应将弯成U形的两个线头相重合,再卡入接线桩瓦形垫圈下方压紧。
如图2.33(b)所示。
导线的封端
为保证导线线头与电气设备的电接触和其机械性能,除10mm2以下的单股铜芯线、2及以下的多股铜芯线和单股铝芯线能直接与电器设备连接外,大于上述规格的多股或单股芯,通常都应在线头上焊接或压接接线端子,这种工艺过程叫做导线的封端。
但在工艺上,铜导线和铝导线的封端是不完全相同的。
一、铜导线的封端
铜导线封端方法常用锡焊法或压接法。
1、锡焊法
先除去线头表面和接线端子孔内表面的氧化层和污物,分别在焊接面上涂上无酸焊锡膏,线头上先搪一层锡,并将适量焊锡放入接线端子的线孔内,用喷灯对接线端子加热,待焊锡熔化时,趁热将搪锡线头插入端子孔内,继续加热,直到焊锡完成渗透到芯线缝中并灌满线头与接线端子孔内壁之间的间隙,方可停止加热。
2、压接法
把表面清洁且已加工好的线头直接插入内表面已清洁的接线端子线孔,然后按本节前面所介绍的压接管压接法的工艺要求,用压接钳对线头和接线端子进行压接。
二、铝导线的封端
图 铝线线头封端
由于铝导线表面极易氧化,用锡焊法比较困难,通常都用压接法封端。
压接前除了清除线头表面及接线端子线孔内表面的氧化层及污物外,还应分别在两者接触面涂以中性凡士林,再将线头插入线孔,用压接钳产压接,已压接完工的铝导线端子如图所示。
线头绝缘层的恢复
在线头连接完工后,导线连接前所破坏的绝缘层必须恢复,且恢复后的绝缘强度一般不应低于剖削前的绝缘强度,方能保证用电安全。
电力线上恢复线头绝缘层常用黄蜡带、涤纶薄膜带和黑胶带(黑胶布)三种材料。
绝缘带宽度选20mm比较适宜。
包缠时,先将黄蜡带从线头的一边在完整绝缘层上离切口40mm处开始包缠,使黄蜡带与导线保持55度的倾斜角,后一圈压叠在前一圈1/2的宽度上,常称为半迭包,如图2.35(a)、(b)所示。
黄蜡带包缠完以后将黑胶带接在黄蜡带尾端,朝相反方向斜叠包缠,仍倾斜55度,后一圈仍压叠前一圈1/2,如图2.35(c)、(d)所示。
图 绝缘带的包缠
在380V的线路上恢复绝缘层时,先包缠1-2层黄蜡带,再包缠一层黑胶带。
在220V线路上恢复绝缘层,可先包一层黄蜡带,再包一层黑胶带。
或不包黄蜡带,只包两层黑胶带。
 升级会员
升级会员 