天津商业大学机械制造工艺学复习试题.docx
《天津商业大学机械制造工艺学复习试题.docx》由会员分享,可在线阅读,更多相关《天津商业大学机械制造工艺学复习试题.docx(14页珍藏版)》请在冰豆网上搜索。
天津商业大学机械制造工艺学复习试题
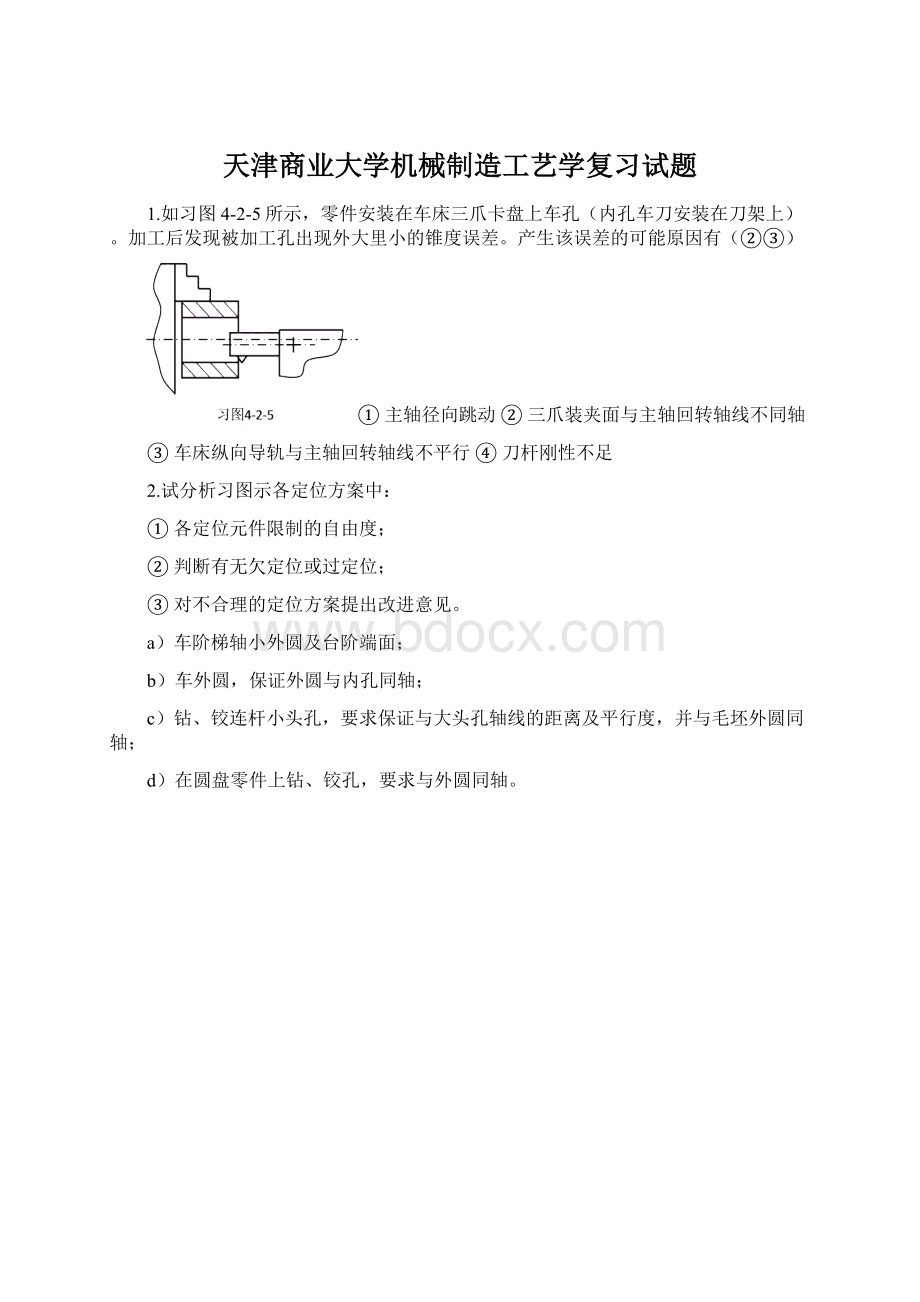
1.如习图4-2-5所示,零件安装在车床三爪卡盘上车孔(内孔车刀安装在刀架上)。
加工后发现被加工孔出现外大里小的锥度误差。
产生该误差的可能原因有(②③)
①主轴径向跳动②三爪装夹面与主轴回转轴线不同轴
③车床纵向导轨与主轴回转轴线不平行④刀杆刚性不足
2.试分析习图示各定位方案中:
①各定位元件限制的自由度;
②判断有无欠定位或过定位;
③对不合理的定位方案提出改进意见。
a)车阶梯轴小外圆及台阶端面;
b)车外圆,保证外圆与内孔同轴;
c)钻、铰连杆小头孔,要求保证与大头孔轴线的距离及平行度,并与毛坯外圆同轴;
d)在圆盘零件上钻、铰孔,要求与外圆同轴。
a)①三爪卡盘限制4个自由度;前后顶尖限制5个自由度。
②4个自由度被重复限制,属过定位。
③去掉三爪卡盘,改为固定顶尖+活顶尖
b)①圆柱面限制4个自由度;端面限制3个自由度。
②2个自由度被重复限制,属过定位。
③在端面处加球面垫圈
c)①大平面限制3个自由度;圆柱销限制2个自由度;V形块限制2个自由度。
②自由度被重复限制,属过定位。
③将V形块改为在方向浮动的形式。
d)①大平面限制3个自由度;固定V形块限制2个自由度;活动V形块限制自由度。
②自由度被重复限制,属过定位。
③将两V形块之一改为平板形式。
5.在车床上加工一批光轴的外圆,加工后经度量若整批工件发现有下列几何形状误差(图示):
(a)锥形,(b)鞍形,(c)腰鼓形,(d)喇叭形,试分别说明可能产生上述误差的各种因素。
解:
(图示)
(a)锥形:
(1)车床两顶尖与纵向导轨在水平面不平行;
(2)车刀的均匀磨损。
(b)鞍形:
(1)车床两顶尖与纵向导轨在垂直面内不平行;
(2)纵向导轨在水平面不直(鞍形)或纵导轨的扭曲;(3)加工短而粗工件时,机床刚度沿床身纵向不一致;(4)加工大长轴开始时,刀具热伸长为主使工件直径减小,刀具热平衡后,刀具磨损为主使工件直径逐渐增大。
(c)腰鼓形:
(1)加工细长轴时,工件弹性变形引起的;
(2)纵向导轨在水平面不直(腰鼓形)。
(d)喇叭形:
(1)悬臂加工,工件弹性变形引起的;
(2)车刀的热伸长;(3)纵向导轨在水平面内不直。
6.在车床上镗孔时,若主轴回转运动与刀具的直线进给运动均很准确,只是它们在水平面内或垂直面上不平行(图示),试分别分析在只考虑机床主轴与导轨的相互位置误差的影响时,加工后工件内孔将产生什么样的形状误差?
解:
图(a)所示为两个成形运动在水平面内不平行,加工后工件内孔产生较大的圆柱度误差(锥形)。
图(b)所示为两个成形运动在垂直面内不平行,加工后工件内孔产生较小的圆柱度误差(喇叭形)。
7、试提出成批生产如右图所示盘状零件的机械加工工艺过程的组成(从工序到工步),并指出各工序的定位基准,图中φ20的孔数量为6个。
(列表表示)(10分)
[解答]:
工序号
工步
定位基准(面)
1
车端面C,粗、精镗φ60H9mm孔,内孔倒角
小端外圆面
2
粗车、半精车这批工件的φ200mm外圆,并车φ96mm外圆及端面B,粗、精车端面A,内孔倒角
φ60H9mm内孔面
3
拉键槽
φ60H9mm内孔及端面
4
钻、扩、铰6-φ20mm孔
φ60H9mm内孔及端面
5
钳工去毛刺
6
检验
8、如下图所示之两模板零件,欲钻孔O1及O2,要求距A面和O孔的尺寸分别为a1和a2,且其轴心线与A面平行。
l为自由尺寸,孔O及其他表面均已加工。
试选择加工这两个零件的孔O1及O2时的定位基准,所用定位元件,并指出各定位元件所限制的自由度数。
(10分)
[解答]:
图a)模板零件选择下底面为主要定位基准,定位元件为两长条板或三个支承钉,限制三个自由度;以孔O为第二定位基准,定位元件为长菱形销,限制二个自由度,如下图c).
图b)模板零件选择孔O为为主要定位基准,定位元件为长销,限制四个自由度;以下底面为第三定位基准,定位元件为活动支承板,限制一个自由度,如下图d).
9.名词解释
1.误差复映
2.选配装配法
11.如下图所示轴套零件的轴向尺寸,其外圆、内孔及端面均已加工。
试求:
当以A面定位钻直径为φ10mm孔时的工序尺寸A1及其偏差。
(要求画出尺寸链图)
12.分析图6-84所列加工中零件必须限制的自由度,选择定位基准和定位元件,并在图中示意画出;确定夹紧力作用点的位置和作用方向,并用规定的符号在图中标出。
图a)过球心打一孔;
图b)加工齿轮坯两端面,保证尺寸A及两端面与内孔的垂直度;
图c)在小轴上铣槽,保证尺寸H和L;
图d)过轴心打通孔,保证尺寸L;
图e)在支座零件上加工两通孔,保证尺寸A和H。
13、在下图所示套筒零件上铣槽,要求保证尺寸mm,现有三种定位方案,分别如图b、c、d所示。
试计算3种不同定位方案的定位误差,并从中选择最优方案(已知内孔与外圆的同轴度误差不大于0.02mm)。
(15分)
[解答]:
1)图b)定位方案
2)图c)定位方案
心轴垂直放置时定位误差:
心轴水平放置单边接触时定位误差:
3)图d)定位方案
由上可知,保证尺寸mm的最优定位方案为图d)
14、如下图所示小轴的部分工艺过程为:
车外圆至mm,铣键槽深度为,热处理。
磨外圆至。
设磨后外圆与车后外圆的同轴度公差为mm,采用概率法求保证键槽深度为mm的铣槽深度。
(10分)
[解答]:
尺寸链如下图所示,由题意并将各环换算成平均尺寸得:
⑴为封闭环,
为减环,
、
为增环,
(同轴度影响尺寸)。
⑵计算A2的基本尺寸及公差
所以,
15、工件加工要求如图(a)所示,本工序钻φ8孔,为最后工序,拟采用如图(b)所示夹具方案,在立式钻床上进行加工。
(1)计算定位误差,并根据夹具设计原理,分析该方案中有哪些欠妥之处?
能否满足工序要求?
(2)提出二种可满足本工序加工要求的定位方案,用简图表示之。
(15分)
[解答]:
(1)计算定位误差
定位误差为0.16mm,超差;欠定位;无钻套;夹紧部位工件风度较弱;多点夹紧元件未浮动;。
(2)选定原理如下图,定位方案如下图
16、如图所示,在圆盘上铣一个圆弧槽,已知槽半径为R5+0.3,图纸要求槽中心应落在外圆以外0.3至0.8mm,试选取合理的检测方法并计算工序尺寸及其上、下偏差。
(15分)
[解答]:
铣圆弧槽R5时,为方便起见,应测量B尺寸较合理。
此时,圆弧槽中心距圆盘外圆尺寸成为几道工序联合保证的间接尺寸,应为封闭环,并以此作出尺寸链如下图
⑴为封闭环,
为减环,
、、、为增环,
⑵计算A1的基本尺寸及上、下偏差
所以,
17、用固定式钻模钻一批工件Φ15孔,要求保证孔轴与端面间尺寸50±0.08mm,若工序尺寸按正态分布,分布中心的尺寸=50.05mm,均方根差σ=0.02mm,求:
(1)这批工件的废品率是多少?
(2)产生废品的原因是什么性质的误差?
(3)可采取什么改进措施?
1
1.5
2
2.5
3
F
0.3431
0.4332
0.4772
0.4983
0.5
解:
(1)
查表F2=0.4332
废品率
(2)产生废品的原因在于常值性误差
(3)将钻套中心位置朝向孔轴与端面间尺寸减小的方向调整0.05
18、车削一批轴的外圆,其尺寸要求为Φ20±0.06。
若此工序尺寸呈正态分布,公差带中心大于分布中心,其偏值δ=0.03mm,均方根差σ=0.02mm,求:
(1)这批工件的废品率是多少?
(2)指出该工件常值系统误差和随机误差的大小;
(3)可采取什么改进措施以消除废品?
1
1.5
2
2.5
3
F
0.3413
0.4332
0.4772
0.4983
0.5
解:
(1)
查
则
废品率为
(2)
(3)采用将刀具朝着尺寸变化的方向调整0.015(即直径上增加0.03),使与公差带中心重合以消除废品。
 升级会员
升级会员 