净液流程Word文档格式.docx
《净液流程Word文档格式.docx》由会员分享,可在线阅读,更多相关《净液流程Word文档格式.docx(16页珍藏版)》请在冰豆网上搜索。
此高纯硫酸铜须经重溶后返回中和槽,二次结晶产出的母液送脱铜电解。
废电解液中和溶铜过程常用的设备为中和槽和鼓泡塔。
中和槽多用于溶解尺寸较大的块、片、丝等铜料。
实践证明,传统的中和槽的供氧方式不能将空气中的氧充分地溶解到介质中,溶铜过程氧的利用率只有3%左右,且由于鼓入的空气总量很大,溶液蒸发造成的热损失非常严重。
中和槽的溶铜能力,用废铜线时为60~72kg/(m3·
d),用残极时为24~36kg/(m3·
d)。
二)直接浓缩法
直接浓缩结晶法由蒸发、结晶、离心(过滤)几大工序组成。
1.蒸发
其原料除电解液外,还有硫酸铜中冲洗水结晶母液、阳极泥处理工序产出的含铜溶液等,与电解液按比例混合后均可进入蒸发器浓缩,不需要加入其他固体铜料。
将电解液或中和液加入具有蒸汽加热蛇管和空气鼓风的蒸发槽中进行常压蒸发,但此种设备的蒸发过程缓慢,消耗的蒸汽量大。
目前,真空蒸发器已广泛应用,节省了能源,提高了蒸发效率。
溶液在蒸发室内始终处于沸腾状态并蒸发掉大量的水分,用比重计判断蒸发终点,一般电解液含铜40~50g/L,含酸165~190g/L,蒸发后终液含铜可达80~100g/L,含酸达350g/L以上。
2.结晶
在硫酸溶液中,硫酸铜的溶解度与溶液的酸度、铜离子浓度等有关。
铜离子和酸浓度高时,硫酸铜结晶率就高;
冷却结晶温度低,结晶母液含铜低,结晶率也高,但结晶温度过低有可能析出硫酸镍。
所以。
一次结晶的终点温度控制在25~30℃,一次结晶母液经蒸发浓缩后的二次结晶温度应不低于30℃,以防硫酸镍共同析出。
特别是当溶液含镍高时,硫酸铜结晶终点温度应控制更高些。
目前,国内常用的结晶装置为夹套式的机械搅拌水冷结晶槽。
这种结晶槽的缺点是作业过程间断进行,劳动强度大。
但其生产过程稳定,维护成本低。
此外,较为先进的连续式结晶器种类繁多,有冷却结晶器、蒸发结晶器、真空结晶器、盐析结晶器和其他类型的结晶器。
3.离心(过滤)
离心过滤是一种固液分离过程,就是将结晶态的硫酸铜从溶液中分离出来,要求分离效果好,晶体硫酸铜不要混在滤液中。
常用的设备是双极离心机,此设备对硫酸铜颗粒均匀度要求较高,否则小颗粒会穿透筛网进入滤液。
较为先进的设备由水平胶带式真空过滤机,结晶后液给到滤布上,滤布附着在胶带上连续运转,胶带中间钻有大小适中的出液孔,下面通过真空泵产生负压来实现固液分离。
此设备过滤面积大,效率高,适用于连续化的硫酸铜生产。
硫酸铜生产作为净液的第一部分,它所起的作用可以归纳为以下几点:
a.部分脱除电解液中的铜,为脱铜电解创造良好的条件。
它经由以上几道工序处理后,电解液含铜由40~50g/L降到滤液中含铜25~30g/L。
b.电解液经蒸发浓缩,不仅体积减少,杂质浓度也随之提高,可以提高脱铜电解的效率。
二、脱铜及脱砷锑铋电解
在电解过程中,电解液中铜离子的增加量约为阳极溶解量的1.2~2.0%。
如硫酸铜生产所带走的铜离子量仍不能抵消电解液中的铜离子增加量,则多余的铜离子必须用电解沉积法除去。
目前,国内外从电解液中脱除铜及砷、锑、铋的方法主要分为三大类:
第一类是采用电解沉积法使铜及砷、锑、铋一同被脱除;
第二类是采用萃取或离子交换法除去电解液中的砷、锑、铋;
第三类是利用化学法使砷、锑、铋沉淀。
普遍采用的是第一类方法。
电积脱铜所采用的各种设备基本上与电解相同,阴极为铜始极片(残阳极),只有阳极为铅基合金。
两极的反应式为:
阴极:
Cu2++2e→Cu
AsO++3e+2H+→As+H2O
BiO++3e+2H+→Bi+H2O
SbO++3e+2H+→Sb+H2O
2H++2e→H2
As+3e+3H+→AsH3
阳极:
H2O-2e→2H++1/2O2
阴极上的电极反应,则视溶液中铜及杂质离子浓度的高低而不同,通常铜离子浓度高时,阴极上主要发生铜的放电析出;
当铜离子浓度降低到一定程度时,则杂质砷、锑、铋和铜共同放电。
若当铜离子浓度再降低,除了杂质与铜共同放电外,还常伴随有的AsH3析出。
AsH3是剧毒气体,在250ppm的浓度下人体持续吸入30min致人死亡,在10ppm浓度下停留几个小时即能引起中毒症状。
连续脱铜脱砷电积法,也称为诱导法脱砷,一般用在二次脱铜电解中,也就是先在一次脱铜电解液中将溶液的铜离子浓度降低到40~20g/L或使用硫酸铜滤液再进行脱除砷、锑、铋等杂质的二次脱铜电解。
传统的电积铜脱砷是使溶液周期性地循环流过脱铜电解槽(即位间断式流程),溶液中的铜离子在阴极上不断析出,随着溶液中铜离子浓度降低到一定程度时,在阴极上就有砷化氢气体产生。
在铜离子浓度在低于8g/L时,溶液的砷离子浓度开始降低,即砷开始在阴极上与铜一起析出。
当铜离子浓度在2g/L范围内,砷离子浓度降低较快;
当铜离子浓度下降到2g/L时,即有砷化氢气体产生;
在铜、砷离子浓度均降至1g/L以下时,砷化氢气体产生量急剧上升。
由此可见,保持铜离子浓度在2~5g/L范围内,即可使砷大量析出,又能避免砷化氢气体产生。
诱导法脱砷正是基于这个原理,在传统的电解脱砷技术的基础上,寻求出最佳的脱砷条件。
由于各系统的铜、酸、砷条件不同,其最佳条件所要求的铜离子浓度范围也略为不同。
保持铜、砷离子浓度在最佳脱砷范围,可通过补充溶液(加辅助液)来实现。
从国内外的生产实践来看,与溶液中砷离子浓度相对应的最佳铜离子浓度范围如下:
As(g/L)862
Cu(g/L)2`61~50.5~3
连续脱铜脱砷电解法的技术条件和经济指标为:
电流密度200~260A/m2,槽电压1.8~2.5V,同极距110~130mm,终液含铜、砷0.5~1g/L,脱铜电流效率30%~80%,脱砷电流效率10%~20%。
电解液的流动方式有传统的周期循环和串联连续式。
采用周期循环式时,要使砷大量析出,需在循环中期向各个电解槽中添加溶液来维持最佳铜离子浓度。
所产的阴极最初为板层状,中、终期为板层+粒子+铜粉,全部槽子都将产出表面状态不良的难以处理的阴极。
在循环终期,各槽都有砷化氢气体产生,砷化氢气体产出量大,分布广,难以控制。
采用串联连续流动时,只需在固定的几个槽中持续地补充加入溶液,每槽的铜离子浓度基本衡定,所产阴极状况也一致,在前几槽可得板状阴极铜,中间几槽可得黑铜板,后几槽为黑铜粉,其产品可分类处理。
只有最后一、两槽可能产生砷化氢气体,但产生量少,气体相对集中,便于处理。
所以电解液的流动方式以串联连续流动更式为宜。
三、电解液净化脱镍及硫酸镍的生产
经过脱铜电解后的溶液,一般含铜小于1g/L(多数为0.1~0.5g/L),含酸300g/L,甚至可达350~450g/L,此外还含有较多的其他杂质如镍、砷、锑、铁、锌等。
送往回收粗硫酸镍的母液要求含镍在35g/L以上。
电解液中镍的脱除,国外主要采用结晶法、萃取法、离子交换法,而国内多采用结晶法产出粗硫酸镍副产品。
主要有传统的直火浓缩、冷冻结晶和电热浓缩法。
一)直火浓缩法
直火浓缩法一般分为两个阶段进行,先进行预先蒸发,在衬铅的浓缩槽内用蒸汽浓缩至密度1480~1500kg/m3,然后再送往钢制的直火浓缩锅内进行直火蒸发,用煤作燃料。
溶液一直浓缩到密度为1600~1650kg/m3,此时溶液含硫酸1000~1200g/L,部分镍以无水硫酸镍形态析出,溶液中的其他杂质大部分也混入无水硫酸镍中。
经澄清分离后,上清液为浓缩酸液,其中所含镍离子浓度随酸液中的H2SO4浓度增加和澄清时间加长而降低。
当溶液含硫酸达到1000g/L以上时,镍离子浓度小于5g/L,可返回铜电解车间,无水硫酸镍则送去回收镍。
直火浓缩法的优点是设备简单,镍直接回收率高;
缺点是硫酸的损失大,通常有10%~20%的硫酸被蒸发掉,车间酸雾大,环境污染严重,劳动条件恶劣。
直火浓缩法腐蚀严重,设备寿命很短,一般为3~6个月。
现在直火浓缩法除条件简陋的工厂外,一般不宜采用。
二)冷冻结晶法
冷冻结晶法是采用人工制冷的办法将溶液的温度降低至比自然冷却或水冷更低的温度。
若能将硫酸镍溶液的温度降低至-20℃,则硫酸镍在28%~45%硫酸溶液中的溶解度将下降至1.0~1.6%,即相当于母液含镍4.7~7.5g/L以下,使结晶效率得到显著提高。
根据生产实践。
冷冻结晶以-20℃以下为宜。
冷冻前液含酸最好为350~400g/L。
含酸过高,结晶颗粒过细,脱酸不易,造成粗硫酸镍生产精制硫酸镍过程中消耗较多的碱。
冷冻结晶后液含酸约400g/L,用蒸汽间接加热至60~80℃后返回电解工序。
三)电热浓缩法
电热浓缩法的工艺原理与直火浓缩法基本相同,它是用三根石墨电极插入装有溶液的浓缩槽,电源装置输出较高的电流到电极,通过溶液自身的电阻产生热量,使溶液沸腾,在常压状态下蒸发水分而使溶液浓缩。
蒸发出的气体由排气系统送至酸雾吸收塔净化后排放,浓缩液连续溢流至水冷结晶槽,冷却析出粗硫酸镍结晶,经真空吸滤后得到粗硫酸镍产品。
四)浸没燃烧蒸发法
浸没燃烧蒸发法是用热燃气体通入脱铜及砷、锑、铋后得电解液中,使溶液蒸发浓缩,使硫酸镍在高酸度下达到过饱和而结晶析出,从而使镍、酸分离。
浸没燃烧是国外比较先进的一项热浓缩法净化除镍的新工艺,该技术现已被广泛应用于回收利用各种酸和金属。
浸没燃烧法的设备简单,镍直收率高,母液含镍少,酸损失少,处理量大,不会造成环境污染。
2-3净液工艺、设备及操作规程
一、工艺流程
净液系统采用真空蒸发浓缩、水冷结晶生产粗硫酸铜—诱导法脱铜及杂质—电热蒸发浓缩、水冷结晶生产粗硫酸镍。
因原料中镍的成分暂不确定,硫酸镍系统暂不上设备。
电解工段需净化的电解液送至净液工段废电解液贮槽,由废电解液输送泵泵至蒸发高位槽后,连续自流至板式真空蒸发器组,进行连续蒸发浓缩。
蒸发后液由循环泵连续泵至水冷结晶槽,多台水冷结晶槽阶梯布置连续作业,结晶浆液由较低的水冷结晶槽自留至带式真空过滤机进行分离,滤后液流入结晶母液槽,分离出的粗硫酸铜称量包装出售,部分硫酸铜重溶后返回电解工段。
结晶母液由脱铜液输送泵送至板式加热器加热到~60℃后至主、辅给液器自流入脱铜槽。
脱铜槽每8槽为一组,呈阶梯布置,溶液由高端进低端出。
上段3槽每9天更换阴极并清槽一次,吊出的黑铜板经过洗涤、堆垛后由叉车返熔炼系统。
下段5槽每3天出槽一次,人工清理表面黑铜粉后返熔炼系统。
出槽时上清液流入脱铜上清液贮槽,产出的黑铜粉料经溜管至黑铜泥地坑,由黑铜泥压滤机压滤;
滤液返回脱铜槽,分离出黑铜粉/泥送仓库待处理或出售,脱铜终液返回电解工段。
对电解生产中产生的酸雾集中净化处理后排空,对主要设备的冷却水进行净化后循环使用。
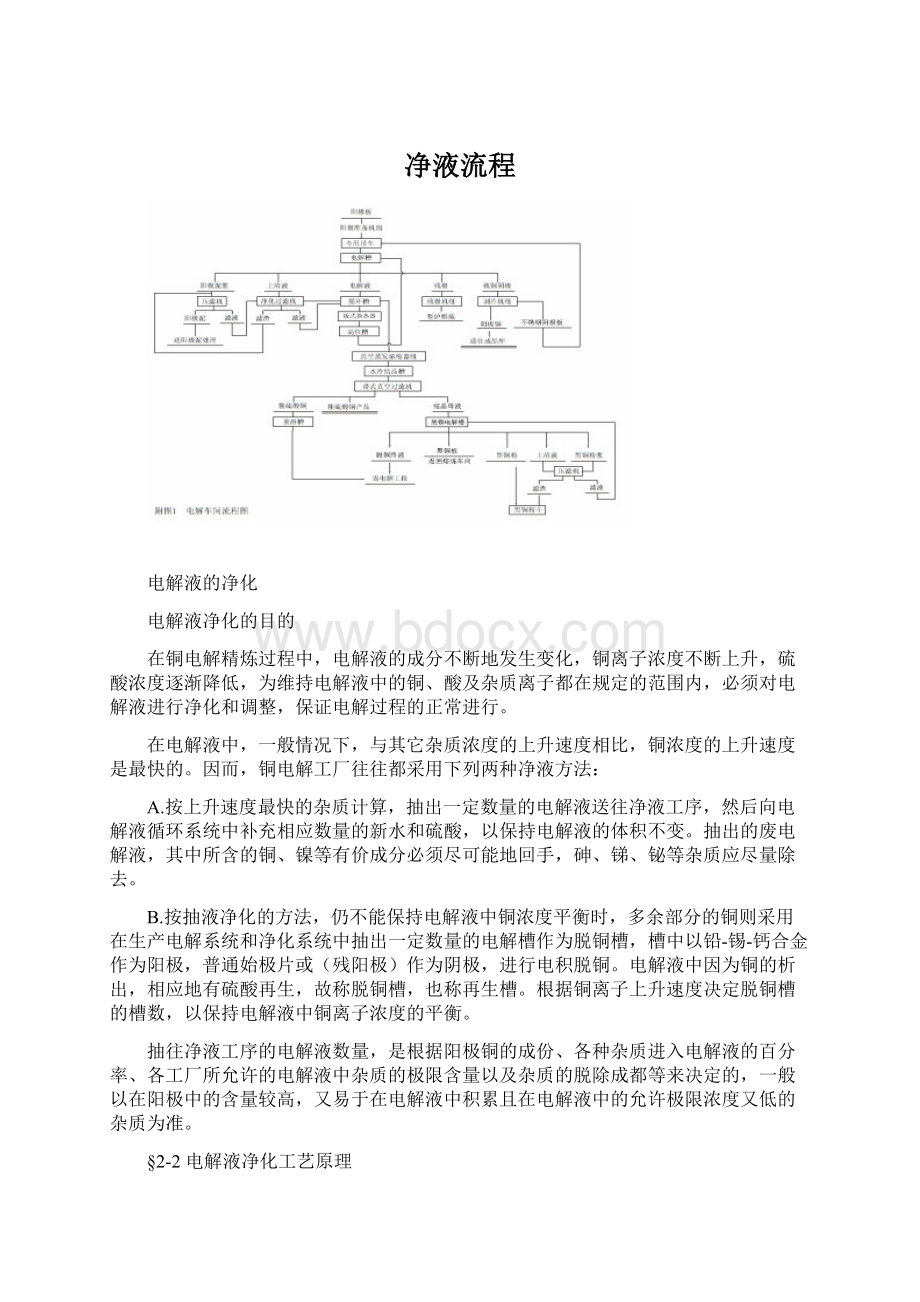
工艺流程图见电解工艺流程图。
二、工艺标准
一)硫酸铜工序
1、真空蒸发:
终液比重1.39~1.41g/cm3
2、冷却结晶:
终液温度:
≤39℃
二)电积脱铜工序
1、脱铜液含铜浓度:
40~55g/L
2、电流密度:
260A/m2
3、电解液温度:
≥40℃
4、极间距离:
130mm
5、脱铜终液含铜浓度:
0.5g/L
6、阴极周期:
前3槽:
9天
后5槽:
3天
主要设备规格型号
序号
设备名称
型号规格及材质
数量(台)
备注
1
真空蒸发器组
3.3m3/h
2
电动双梁起重机
Lk=16.5m;
Q=10t;
H=12m
3
硫酸铜带式真空过滤机
F=6m2
4
废电解液泵
Q=28m3/h,H=30m
5
热水泵
Q=200m³
/h,H=25m
6
冷水泵
/h,H=40m
7
硫酸铜结晶母液输送泵
Q=28m³
/h,H=30m
8
冷凝水输送泵
Q=50m³
/hH=32m
9
电动葫芦
Q=5tH=6m
10
脱铜液输送泵
11
脱铜过滤后液输送泵
12
脱铜上清液输送泵
Q=30m³
/h,H=48m
13
脱铜终液输送泵
14
过滤分离器
3000x1800X1300
15
黑铜泥浆输送泵
/h,H=50m
16
缝袋机
17
磅称
18
水环式真空泵
SKF
(1)-20
19
重溶液输送泵
/h,H=35m
20
板式换热器
F=6m²
21
脱铜液压滤机
F=60m²
22
脱铜主给液器
23
脱铜主给液流量调节器
24
脱铜辅助给液器
25
脱铜辅助给液流量调节器
26
黑铜泥压滤机
27
Q=5t,H=6m
28
隔膜泵
Q=15m³
/h,H=10m
29
阳极、阴极吊架
23钩,极距130mm
30
洗布机
31
地坑泵
/h,H=20m
32
汽水分离器
Φ400
33
废电解液贮槽
Φ4500×
2800
34
热水槽
Φ2400×
2000
35
冷水槽
36
硫酸铜结晶母液贮槽
37
冷凝水槽
2500
38
脱铜液贮槽
39
脱铜过滤后液贮槽
40
脱铜上清液贮槽
2300
41
脱铜终液贮槽
42
硫酸铜重溶槽
Φ2000×
43
黑铜泥斗
44
脱铜电解槽
3290×
1140×
1500/1700(内)
72
45
洗板槽
1500
46
真空蒸发高位槽
Φ1600×
47
硫酸铜水冷结晶槽
48
滤渣箱
五安全操作规程
1.上岗前,必须穿戴好安全帽、工作服、防护鞋、防护手套、防护眼镜等劳动保护用品。
2.检查槽面风机状况,保持通风良好,防止中毒。
3.吊车工听从槽面人员的指挥,吊车作业时,严禁在吊物下面停留或作业。
4、按标准化作业,确保槽面极板接触良好,定期处理短路,降低槽电压,对损坏的阳极板及时更换。
5、用电解液冲洗槽底或补加电解液时,注意现场其他人员的安全。
严禁憋液操作,防止电解液喷溅伤人。
6、按标准化进行出装槽停电作业。
停电操作完毕,必须到槽底短路器进行现场确认。
7、脱铜电解硅整流与排风机要保持连锁状态,不得打开连锁,防止中毒。
8、出槽时,须确认停电30分钟以上才允许打开槽盖,以防中毒。
9、槽底、罐底作业时,注意观察头部上方的支架、管道及地沟、地坑,以免碰伤或滑入彀内、坑内摔伤。
10、操作蒸汽管道系统时,注意防止蒸汽烫伤。
11、装槽完毕,须确认槽内阴、阳极板已装好,槽内充满溶液并已盖好槽盖,按操作标准及工艺条件要求对电解槽组进行送电。
12、严格遵守水、电、风、汽的停、送作业制度。
六、岗位操作规程
一)、.脱铜岗位操作规程
1.停通电作业
(1)停电
a.按计划确定当天的出装槽组。
b.对该槽组进行停电作业。
c.停电应按脱铜电解要求进行操作,停电前必须进行全部停电作业,然后再进行该槽组的停电处理,完毕后方可通电。
d.现场确认该槽组的短路器时否已处于停电状态。
(2)通电
a.槽面作业全部就绪后,准备通电。
b.通电应按脱铜电解要求进行操作,通电前必须进行全部停电作业,然后再进行该槽组的通电处理,完毕后方可通电。
c.到现场确认该组已处于通电状态。
d.到仪表室签字。
(3)脱铜短路开关作业
脱铜槽内因为阴极与阳极为不同金属材质,所以在停电时会有反向电流流动,故每组设置2台母线短路开关,把脱铜槽的回路完全断开,防止反向电流。
安装示意图:
2.极板准备作业
(1)准备好足够第二天装槽时所需要的始极片(残极板)。
(2)将合格始极片(残极板)排列于储备架上。
3.出装槽作业
(1)出槽
a.确认出槽组停电后,停止该组进液(包括主、辅助给液)。
b.停电30分钟后(切记一定要30分钟以上),用电动葫芦吊走该组脱铜槽盖并放在附近脱铜槽盖上。
c.放出槽内上清液,堵好上清液堵,及时压滤。
d.吊出阴极,检查及处理已损坏的导电排。
e.阳极视情况而定,需处理则吊出,否则不吊。
f.放出槽内底泥,底泥放不干净应掏出、洗槽。
用钢丝刷刷净槽间导电板接触点,一般用滤后液冲洗,然后用少量水洗净,堵好泥堵。
放底泥时,应与压滤工联系好及时压滤。
g.滤后液要及时补回槽内。
(2)装槽
a.阳极:
如有损坏阳极,用电动葫芦将新的或处理后的铅阳极吊入槽内,调整极距,排列整齐。
b.装入阴极:
从储备架上吊起已准备好的阴极,检查电动葫芦是否吊牢,平整板面,处理卷角,下槽后调整阴极极距及排列,防止阴阳极相碰和不对齐。
c.装入滤后液,用水冲洗接触点,保证导电良好,检查各槽液位是否已到要求位置。
d.用电动葫芦将脱铜槽盖盖好。
e.全面检查一遍通电前工作是否均已做好。
f.通知配电室按通电规程通电并确认,进行主辅给液,且做好记录。
4.压滤作业
(1)准备工作
a.检查脱铜过滤后液槽是否有空间,黑铜泥料斗是否在位。
b.将压滤机控制箱旋转开关旋置“自动“位置,然后再按下“程序自动”按钮,压滤机进入自动工作状态。
(2)开车
按离心泵的操作规程启动脱铜上清液输送泵或黑铜泥浆输送泵,压滤机开始自动作业。
(3)停车
按离心泵的操作规程停止脱铜上清液输送泵或黑铜泥浆输送泵,压滤作业结束。
5.脱铜槽面管理操作规程
(1)点检脱铜终液泵、脱铜液输送泵、黑铜泥浆输送泵、脱铜上清液输送泵、脱铜过滤后液泵是否完好。
(2)点检排风系统是否完好,排风阀是否打开,管路有无泄漏。
(3)检查脱铜液槽、脱铜终液槽、脱铜上清液槽、脱铜过滤后液槽、大小堵管路、阀门有无泄漏。
(4)点检以上几个贮槽的液位在受控范围内。
(5)检查两台压滤机滤布、滤板安装是否正确,管路有无泄漏,进出口液体流动是否正常。
(6)按规定时间提放脱铜槽液位。
(7)控制脱铜槽内温度到≥40℃。
(8)检查槽面电流、电压是否在正常范围。
(9)槽面各槽的主、辅给液流量是否在标准范围内,保证终点脱除率。
(10)每班用热水冲洗槽面接触点2次。
(11)完成规定的净液量和按指令完成返液量。
(12)做好生产日报记录、点检记录并进行“5S”活动。
二)硫酸铜岗位操作规程
1.板式真空蒸发作业
(1)开车准备工作
a.检查本装置各管道、分离罐、板式蒸发器、泵,确认正常。
b.确认废电解液槽、高位槽、冷热水槽液位正常,循环水供应正常。
c.确认分离罐强制循环出液口阀门打开。
d.确认强制循环泵出液口阀门打开1/3。
e.确认板式蒸发器冷凝水阀打开,冷凝水旁通打开。
f.确认各测压口、取样口关闭。
g.确认分离罐真空调节阀关闭。
h.确认板式蒸发器蒸汽进口手动阀关闭。
i.确认分离罐至水冷结晶槽的出液口手动阀关闭。
j.确认分离罐放空阀关闭。
k.确认分离罐进液手动阀关闭。
(2)仪表检查
a.确认蒸汽总管压力为0.20MPa。
b.确认板式蒸发器进汽口气动阀打开1/3。
c.确认分离罐进液口气动阀打开
 升级会员
升级会员 