年产三万吨啤酒厂啤酒发酵工艺设计Word格式文档下载.docx
《年产三万吨啤酒厂啤酒发酵工艺设计Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《年产三万吨啤酒厂啤酒发酵工艺设计Word格式文档下载.docx(16页珍藏版)》请在冰豆网上搜索。
啤酒杀菌机
28:
贴标机
29:
装箱机
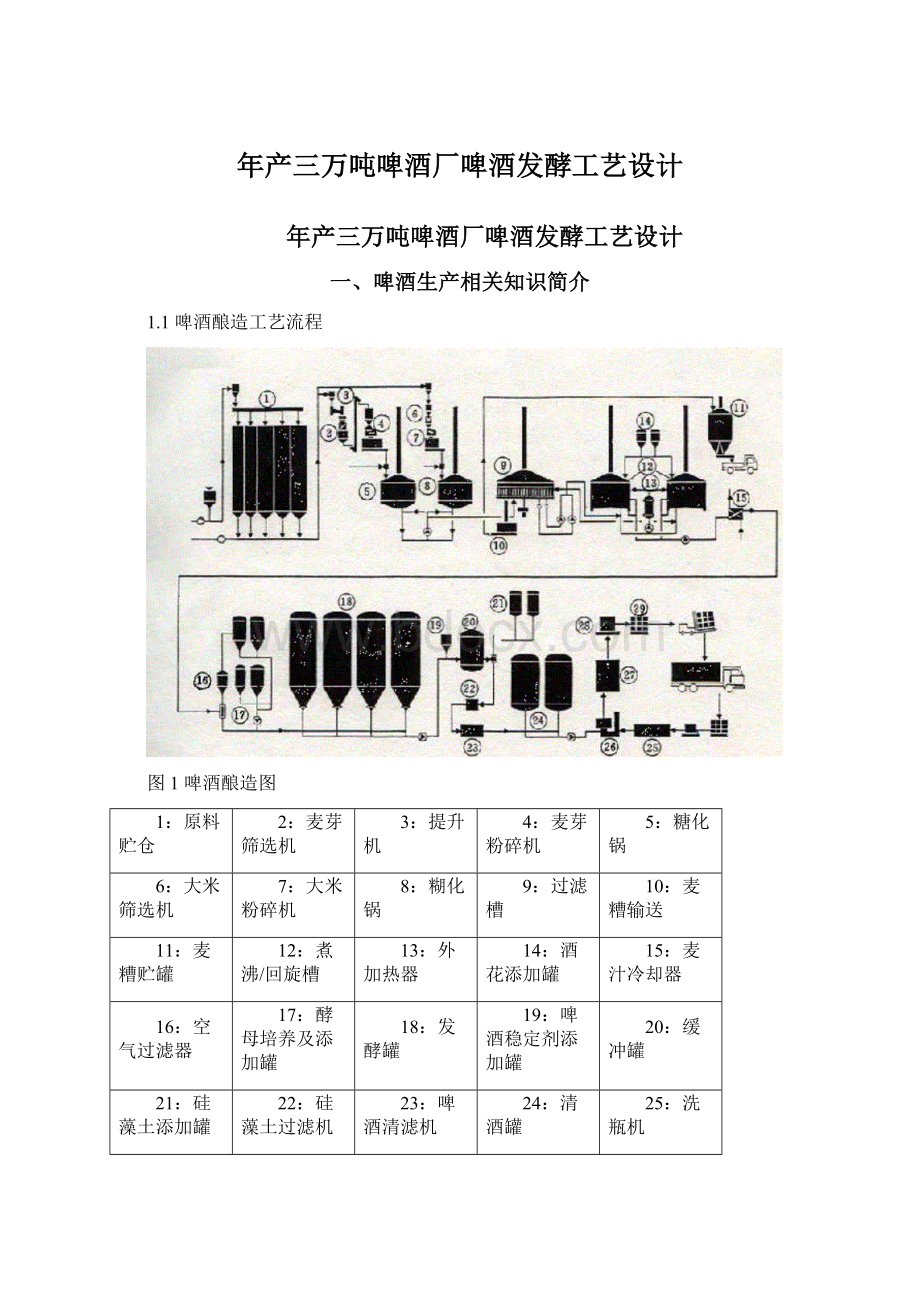
1.2酿造啤酒的原料
酿造啤酒的主要原料是大麦,水,酵母,酒花。
1.3麦汁的制备
其主要过程有原辅料粉碎,糖化,醪液过滤,麦汁煮沸,麦汁后处理等几个过程。
啤酒是发酵后直接饮用的饮料酒,因此,麦汁的颜色,芬香味、麦汁组成有一些会影响啤酒的风味、有一些影响发酵、最终也影响啤酒的风味。
麦汁组成中影响发酵的主要因子是:
原麦汁浓度、溶氧水平、pH值、麦汁可发酵性糖含量、α-氨基酸、麦汁中不饱和脂肪酸含量等。
1.4啤酒的发酵
冷却后的麦汁添加酵母以后,便是发酵的开始,整个发酵过程可以分为:
酵母恢复活力阶段,有氧呼吸阶段,无氧呼吸阶段。
酵母接种后,开始在麦汁充氧的条件下,恢复其生理活性,以麦汁中的氨基酸为主要的氮源,可发酵糖为主要的碳源,进行呼吸作用,并从中获取能量而发生繁殖,同时产生一系列的代谢副产物,此后便在无氧的条件下进行酒精发酵。
二、30000t/a啤酒厂糖化车间的物料衡算
啤酒厂糖化车间的物料平衡计算主要项目为原料(麦芽、大米)和酒花用量,热麦汁和冷麦汁量,废渣量(糖化槽和酒花槽)等。
2.1糖化车间工艺流程示意图
根据我国啤酒生产现况,有关生产原料配比、工艺指标及生产过程的损失等数据如表1所示。
图2啤酒厂糖化车间工程流程示意图
2.2工艺技术指标及基础数据
根据表1的基础数据,首先进行100kg原料生产10°
淡色啤酒的物料计算,然后进行100L10°
淡色啤酒的物料衡算,最后进行30000t/a啤酒厂糖化车间的物料平衡计算。
表1啤酒生产基础数据
项目
名称
百分比(%)
定
额
指
标
无水麦芽
浸出率
78
原料配比
麦芽
70
大米
30
无水大米
90
啤酒损失率(对热麦汁)
冷却损失
7
发酵损失
2
原料利用率
98
过滤损失
1
麦芽水分
6
装瓶损失
大米水分
12
总损失
2.3100kg原料(70%麦芽,30%大米)生产10°
淡色啤酒的物料衡算
(1)热麦计算根据表1可得到原料收率分别为:
麦芽收率为:
78%×
(100-6)%=73.32%
大米收率为:
90%×
(100-12)%=79.2%
混合原料收得率为:
(0.70×
73.32%+0.30×
79.2%)98%=73.58%
由上述可得100kg混合料原料可制得的10°
热麦汁量为:
(73.58%×
100)÷
10%=735.8(kg)
又知10°
麦汁在20℃时的相对密度为1.084,而100℃热麦汁比20℃时的麦汁体积增加1.04倍,故热麦汁(100℃)体积为:
735.8÷
(1.084×
1000)×
1000×
1.04=705.93(L)
(2)冷麦汁量为:
705.93×
(1-0.07)=656.52(L)
(3)发酵液量为:
656.52×
(1-0.02)=643.39(L)
(4)过滤酒量为:
643.39×
(1-0.01)=636.95(L)
(5)成品啤酒量为:
636.95×
(1-0.02)=624.22(L)
2.4生产100L10°
根据上述衡算结果知,100kg混合原料可生产10°
淡色成品啤酒624.22L,故可得以下结果:
(1)生产100L10°
淡色啤酒需耗混合原料量为:
(100/624.22)×
100=16.02(kg)
(2)麦芽耗用量为:
16.02×
70%=11.21(kg)
(3)大米耗用量为:
16.02-11.21=4.81(kg)
(4)酒花耗用量:
对浅色啤酒,热麦汁中加入的酒花量为0.2%,故为:
(100/624.22)×
735.8×
0.2%=0.24(kg)
(5)热麦汁量为:
(16.02/100)×
705.93=113.09(L)
(6)冷麦汁量为:
656.52=105.18(L)
(7)湿糖化糟量设热电厂出的湿麦芽糟水分含量为80%,则湿麦芽糟量为:
[(1-0.06)(100-78)/(100-80)]×
11.21=11.59(kg)
而湿大米糟量为:
[(1-0.12)(100-90)/(100-80)]×
4.81=2.12(kg)
故湿糖化糟量为:
11.59+2.12=13.71(kg)
(8)酒花糟量设麦汁煮沸过程干酒花浸出率为40%,且酒花糟水分含量为80%,则酒花糟量为:
[(100-40)/(100-80)]×
0.24=0.72(kg)
2.530000t/a10°
淡色啤酒酿造车间物料衡算表
设生产旺季每天糖化8次,而淡季则糖化4次,每年总糖化次数为1800次。
由此可计算出每次投料量及其他项目的物料平衡。
把述的有关啤酒厂酿造车间的三项物料衡算计算结果,整理成物料衡算表,如表2所示。
表2啤酒厂酿造车间物料衡算表
物料名称
单位
对100kg混合原料
100L10°
度淡色啤酒
糖化一次定额量
30000t/a啤酒生产
混合原料
Kg
100
16.02
2638.34
4.75×
106
大麦
11.21
1846.84
3.325×
大米
4.81
791.5
1.425×
酒花
1.50
0.24
39.53
7.12×
104
热麦汁
L
705.93
113.09
18628.71
33.53×
冷麦汁
656.52
105.18
17324.7
31.19×
湿糖化糟
72.35
11.59
1909.24
3.44×
湿酒花糟
4.50
0.72
118.60
2.13×
105
发酵液
643.39
103.07
16978.35
30.56×
过滤酒
636.95
102.04
16808.4
30.26×
成品啤酒
624.22
100.00
16469.04
29.64×
备注:
10度淡色啤酒的密度为1012kg/m3
三、30000t/a啤酒厂糖化车间的热量衡算
二次煮出糖化法是啤酒常用的糖化工艺,下面就以为基准进行糖化车间的势量衡算。
工程流程示意图如图2所示,其中的投料量为糖化一次的用料量(计算参表2)
3.1糖化用水耗热量Q1
根据工艺,糊化锅加水量为:
G1=(791.5+158.3)×
4.5=4274.1(kg)
式中,791.5kg为糊化一次大米粉量,158.3kg为糊化锅加入的麦芽粉量(为大米量的20%)
图3啤酒厂糖化工艺流程图
而糖化锅加水量为:
G2=1688.54×
3.5=5909.89(kg)
式中,1688.54kg为糖化一次糖化锅投入的麦芽粉量,即1846.84-158.3=1688.54(kg)
而1846.84kg为糖化一次麦芽定额量。
故糖化总用水量为:
GW=G1+G2=4274.1+5909.89=10183.99(kg)
(1)
自来水的平均温度取t1=18℃,而糖化配料用水温度t2=50℃,故耗热量为:
Q1=(G1+G2)cw(t1-t2)=10183.99×
(50-18)4.18=1362210.5(KJ)
(2)
3.2第一次米醪煮沸耗热量Q2
由糖化工艺流程图(图3)可知:
Q2=Q21+Q22+Q23(3)
3.2.1糖化锅内米醪由初温t0加热到100℃的耗热量Q21
Q21=G米醪C米醪(100-t0)(4)
(1)计算米醪的比热容G米醪根据经验公式G容物=00.1[(100-W)c0+4.18W]进行计算。
式中W为含水百分率;
c0为绝对谷物比热容,取c0=1.55KJ/(Kg·
K).
C麦芽=0.01[(100-6)1.55+4.18×
6]=1.71KJ/(Kg·
K)
C大米=0.01[(100-12)1.55+4.18×
12]=1.87KJ/(Kg·
C米醪=(G大米c大米+G麦芽c麦芽+G1cw)/(G大米+G麦芽+G1)(5)
=(791.5×
1.87+158.3×
1.71+4274.1×
4.18]/(791.5+158.3+4274.1)
=3.76KJ/(Kg·
(2)米醪的初温t0设原料的初温为18℃,而热水为50℃,则
t0=[(G大米c大米+G麦芽c麦芽)×
18+G1cw×
50]/(G米醪C米醪)(6)
=[(791.5×
1.71)×
18+4274.1×
4.18×
50]/(5183.9×
3.76)
=47.5℃
其中G米醪=791.5+158.3+4274.1=5183.9(kg)
(3)把上述结果代如1中,得:
Q21=5183.9×
3.76(100-47.5)=1023301.86KJ
3.2.2煮沸过程蒸汽带出的热量Q22
设煮沸时间为40min,蒸发量为每小时5%,则蒸发水量为:
V1=G米醪×
5%×
40/60=5183.9×
40/60=172.80Kg(7)
故Q22=V1I=172.80×
2257.2=390036.637KJ(8)
式中,I为煮沸温度(约为100℃)下水的汽化潜热(KJ/Kg)
3.2.3热损失Q23
米醪升温和第一次煮沸过程的热损失约为前两次的耗热量的15%,即:
Q23=15%(Q21+Q22)(9)
3.2.4由上述结果得:
Q2=1.15(Q21+Q22)=1.15(1023301.86+390036.637)=1625339.28KJ(10)
3.3第二次煮沸前混合醪升温至70℃的耗热量Q3
按照糖化工艺,来自糊化锅的煮沸的米醪与糖化锅中的麦醪混合后温度应为63℃,故混合前米醪先从100℃冷却到中间温度t0。
3.3.1糖化锅中麦醪中的t
已知麦芽初温为18℃,用50℃的热水配料,则麦醪温度为:
G麦醪=G麦芽+G2=1688.54+5909.89=7598.43kg(11)
c麦醪=(G麦芽C麦芽+G2Cw)/(G麦芽+G2)
=(1688.54×
1.71+5909.89×
4.18)/(1688.54+5909.89)(12)
=3.63KJ/(kg.K)
t麦醪=(G麦芽C麦芽×
18+G2Cw×
50)/(G麦醪C麦醪)
=(1688.54×
1.71×
18+5909.89×
50)/(7598.43×
3.63)(13)
=46.67℃
3.3.2根据热量衡算,且忽略热损失,米醪与麦醪混合前后的焓不变,则米醪的中间温度为:
G混合=G米醪+G麦醪=5183.9+7598.43=12782.33Kg(14)
C混合=(G米醪C米醪+G麦醪C麦醪)/(G米醪+G麦醪)(15)
=(5183.9×
3.76+7598.43×
3.63)/12782.33
=3.68kJ/(kg·
t=(G混合C混合×
t混合-G麦醪C麦醪×
t麦醪)/(G米醪C米醪)(16)
=(12782.33×
3.68×
63-7598.43×
3.63×
46.67)/(5183.9×
=86℃
3.3.3Q3
Q3=G混合C混合(70-63)=12782.33×
3.68(70-63)=329272.821(kJ)(17)
3.4第二次煮沸混合醪的耗热量Q4
由糖化工艺流程可知:
Q4=Q41+Q42+Q43(18)
3.4.1混合醪升温至沸腾所耗热量Q41
(1)经第一次煮沸后米醪量为:
G/米醪=G米醪-V=5183.9-172.80=5011.1(kg)(19)
糖化锅的麦芽醪量为:
G麦醪=G麦芽+G2=1688.54+5909.89=7598.43(kg)(20)
故进入第二次煮沸的混合醪量为:
G混合=G/米醪+G麦醪=5183.9+7598.43=12782.33(kg)(21)
(2)根据工艺,糖化结束醪温为78℃,抽取混合醪的温度为70℃,则送到第二次煮沸的混合醪量为:
[G混合(78-70)]/[G混合(100-70)]×
100%=26.7%(22)
(3)麦醪的比热容
c麦醪=(G麦芽C麦芽+G2Cw)/(G麦芽+G2)
4.18)/(1688.54+5909.89)(23)
混合醪比热容:
C混合=(G/米醪c米醪+G麦醪c麦醪)/(G/米醪+G麦醪)(24)
(4)故Q41=26.7%G混合c混合(100-70)=376782.184(kJ)(25)
3.4.2二次煮沸过程蒸汽带走的热量Q42
煮沸时间为10min,蒸发强度5%,则蒸发水分量为:
V2=G混合×
10/60
=12782.33×
10/60
=106.52(kg)
Q42=IV2=2257.2×
106.52=240435.628(kJ)(26)
式中,I为煮沸温度下饱各蒸汽的焓(kJ/kg)
3.4.3热损失Q43
根据经验有:
Q42=15%(Q41+Q42)(27)
3.4.4把上述结果代入公式(27)得
Q4=1.15(Q41+Q42)=1.15(376782.184+240435.628)=709800.484(kJ)(28)
3.5洗槽水耗热量Q5
设洗槽水平均温度为80℃,每100kg原料用水450kg,则用水量为:
G=2638.34×
450/100=11872.53(kg)
故Q5=GCw(80-18)=11872.53×
(80-18)=3076884.87(kJ)(29)
3.6麦汁煮沸过程耗热量Q6
(30)
3.6.1麦汁升温至沸点耗热量Q61
由表2啤酒厂酿造车间物料衡算表可知,100kg混合原料可得到735.8kg热麦汁,并设过滤完毕麦汁温度为70℃,则进入煮沸锅的麦汁量为:
G麦汁=2638.34×
735.8/100=19412.91(kg)
又C麦汁=(1846.84×
1.71+791.5×
1.89+2638.34×
6.4×
4.18)/(2638.34×
7.4)
=3.85(kJ/kg.k)
故Q61=G麦汁C麦汁(100-70)=19412.91×
3.85×
30=2242190.61(kJ)(31)
3.6.2煮沸强度10%,时间1.5h,则蒸发水分为:
V3=19412.91×
10%×
1.5=2911.94(kg)
故Q62=IV3=6572821.62(KJ)(32)
3.6.3热损失为
(33)
3.6.4把上述结果代入上式得出麦汁煮沸总耗热
Q6=1.15(Q61+Q62)=10137264.1(KJ)(34)
3.7糖化一次总耗热量Q总
Q总=Q1+Q2+Q3+Q4+Q5+Q6=17240772.1(KJ)(35)
3.8糖化一次砂耗用蒸汽用量D
使用表压0.3MPa的饱和蒸汽,I=2725.3Kj/kg,则:
D=Q总/[(I-i)η]
=17240772.1/[(2725.3-561.47)×
95%](36)
=8387.06(kg/h)
式中,i为相应冷凝水的焓(561.47kJ/kg);
η为蒸汽的热效率,取η=95%。
3.9糖化过程每小时最大蒸汽耗量Qmax
在糖化过程各步骤中,麦汁煮沸耗热量Q6为最大,且已知煮沸时间为90min热效率为95%,故:
Qmax=Q6/(1.5×
95%)=10137264.1/(1.5×
95%)=7113869.55(KJ/h)(37)
相应的最大蒸汽耗量为:
Dmax=Qmax/(I-i)=7113869.55/(2725.3-561.47)=3287.63(kg/h)(38)
3.10蒸汽单耗
据设计,每年糖化次数为1800次,总共生产啤酒30000t.年耗蒸汽总量为:
Dr=8387.06×
1800=15096708(Kg)
每吨啤酒成品耗蒸汽(对糖化):
D5=15096708/30000=503.22(kg/t啤酒)
每昼夜耗蒸汽量(生产旺季算)为:
Dd=8387.06×
8=67096.48(kg/d)
至于糖化过程的冷却,如热麦汁被冷却成热麦汁后才送井发酵车间,必须尽量回收其中的热量。
最后若需要耗用冷冻水,则在以下“耗冷量计算”中将会介绍
最后,把上述结果列成热量消耗综合表,如表3
表330000t/a啤酒厂糖化车间总热量衡算表
名称
规格
(MPa)
每吨消耗定额(kg)
每小时最大用量(kg/h)
每昼夜消耗量(kg/d)
每年消耗量(kg/a)
蒸汽
0.3(表压)
503.22
3287.63
67096.48
15096708
四、30000t/a啤酒厂发酵车间的耗冷量衡算
啤酒发酵工艺有上面发酵和下面发酵两大类,而后者有传统的发酵槽发酵和锥形罐发酵等之分[8]。
不同的发酵工艺,其耗冷量也随之改变。
下面以目前我国应用最普遍的锥形罐发酵工艺进行20000t/a啤酒厂发酵车间的耗冷量计算。
4.1发酵工艺流程示意图
冷却
94℃热麦汁冷麦汁(6℃)锥形灌发酵过冷却至-1℃贮酒过滤清酒灌
图4发酵工艺流程
4.2工艺技术指标及基础数据
年产10°
淡色啤酒30000t;
旺季每天糖化8次,淡季为4次,每年共糖化1800次;
主发酵时间6天;
4锅麦汁装1个锥形罐;
10°
Bx麦汁比热容c1=4.0KJ/(kgK);
冷媒用15%酒精溶液,其比热容可视为c2=4.18KJ/(kgK);
麦芽糖化厌氧发酵热q=613.6kJ/kg;
麦汁发酵度60%。
根据发酵车间耗冷性质,可分成工艺耗冷量和非工艺耗冷量两类,即:
(39)
4.3工艺耗冷量
4.3.1麦汁冷却耗冷量Q1
近几年来普遍使用一段式串联逆流式麦汁冷却方法[9]。
使用的冷却介质为2℃的冷冻水,出口的温度为85℃。
糖化车间送来的热麦汁温度为94℃,冷却至发酵起始温度6℃。
根据表2啤酒生产物衡酸表,可知每糖化一次热麦汁20053L,而相应的麦汁密度为1048kg/m3,故麦汁量为:
G=1048×
18.62871=19522.89(kg)
又知100Bx麦汁比热容C1=4.0KJ/(Kg·
k),工艺要求在1h小时内完成冷却过程,则所耗冷量为:
Q1=[GC(t1-t2)]/τ(40)
=[19522.89×
4.0(94-6)]/1
=6872056.61(KJ/h)
式中t1和t2——分别表示麦汁冷却前后温度(℃)
τ——冷却操作过程时间(h)
根据设计结果,每个锥形发酵罐装4锅麦汁,则麦汁冷却每罐耗冷量为:
Qf=4Q1=4×
6872056.61=27488226.42(kJ)(41)
相应地冷冻介质(2℃的冷冻水)耗量为:
Mf=Q1/[Cm(t4-t3)]=6872056.61/[4.18(85-2)]=19807.62(kg/h)(42)
式中,t3和t4——分别表示冷冻水的初温和终温(℃)
Cm——水的比热容[KJ/(kg·
K)]
4.3.2发酵耗冷量Q2
(1)发酵期间发酵放热Q21,假定麦汁固形均为麦芽糖,而麦芽糖的厌氧发酵房热量为613.6kJ/kg。
设发酵度为60%,则1L麦汁放热量为:
q0=613.6×
60%=36.82(kJ)
根据物料衡算,每锅麦汁的冷麦汁量为17324.7L,则每锥形缺罐发酵放热量为:
Q01=36.82×
17324.7×
4=2551581.82(kJ)
由于工艺规定主发酵时间为6天,每天糖化8锅麦汁(旺季),并考虑到发酵放热不平衡,取系数1.5,忽略主发酵的升温,则发酵高温时期耗冷量为:
Q21=(Q01×
1.5×
7)/(24×
6×
4)
=(2551581.82×
4)]
=46513.21(kJ/h)
(2)发酵后期发酵液降温耗Q22主发酵后期,发酵后期,发酵液温度从6℃缓降到-1℃。
每天单罐降温耗冷量为:
Q02=4GC1[6-(-1)]=4×
19522.89×
4.0×
7=2186563.68(KJ)(43)
工艺要求此过程在2天内完成,则耗冷量为(麦汁每天装1.5个锥形罐):
Q22=(1.5Q02)/(24×
2)=(1.5×
2186563.68)/(24×
2)=68330.12(KJ/h)(44)
(3)发酵总耗冷量Q2
Q2=Q21+Q22=46513.21+68330.12=114843.33(kJ/h)(45)
(4)每罐用冷媒耗冷量Q0
Q0=Q01+Q02=2551581.82+2186563.68=4738145.5kg/h(46)
(5)发酵用冷媒耗(循环量)M2发酵全过程冷却用稀酒精液作冷却介质,进出口温度为-8℃和0℃,故耗冷媒量为:
M2=Q2/(Cm×
8)=114843.33/(4.18×
8)=3434.31kg/h(47)
4.3.3酵母洗涤用冷无菌水冷却的耗冷量Q3
在锥形罐啤酒发酵过程,主发酵结束时要排放部分酵母,经洗涤活化后重复用于新麦汁的发酵,一般可重复使用5—7次。
设湿酵母添加量为麦汁量的1.0%,且使用1℃的无菌水洗涤,洗涤无菌水量为酵母量的3倍。
冷却前无菌水温30℃。
用-8℃的酒精液作冷地介质。
由中述条件,可得无菌水用量为:
Gw′=19522.89×
1.0%×
3=3514.12(kg/d)
式中19522.89——糖化一次的冷麦汁量(kg)
每班无菌水量:
Gw=Gw′/3=3514.12/3=1171.37(kg/每班)(48)
假无菌水冷却操作在2h小时内完成,则无菌水冷却耗量为:
Q3=[GwGm(tw-tw′)]/r=[1171.37×
(30-1)]/2=70996.94(kg/h)(49)
所耗冷冻介质量为:
M3=Q3[cw(t2-t1)]/r=70996.94(4.18×
8)=2374137.73(kg/h)(50)
式中,t1和t2——冷冻酒精液热交换前后的温度,分别为-8℃和0℃。
每罐用于酵母洗涤的耗冷量:
Q3=[GwGm(tw-tw′)]/1.5=[1171.37×
4.1
 升级会员
升级会员 