汽轮机附属设备检修工中级Word文档格式.docx
《汽轮机附属设备检修工中级Word文档格式.docx》由会员分享,可在线阅读,更多相关《汽轮机附属设备检修工中级Word文档格式.docx(61页珍藏版)》请在冰豆网上搜索。
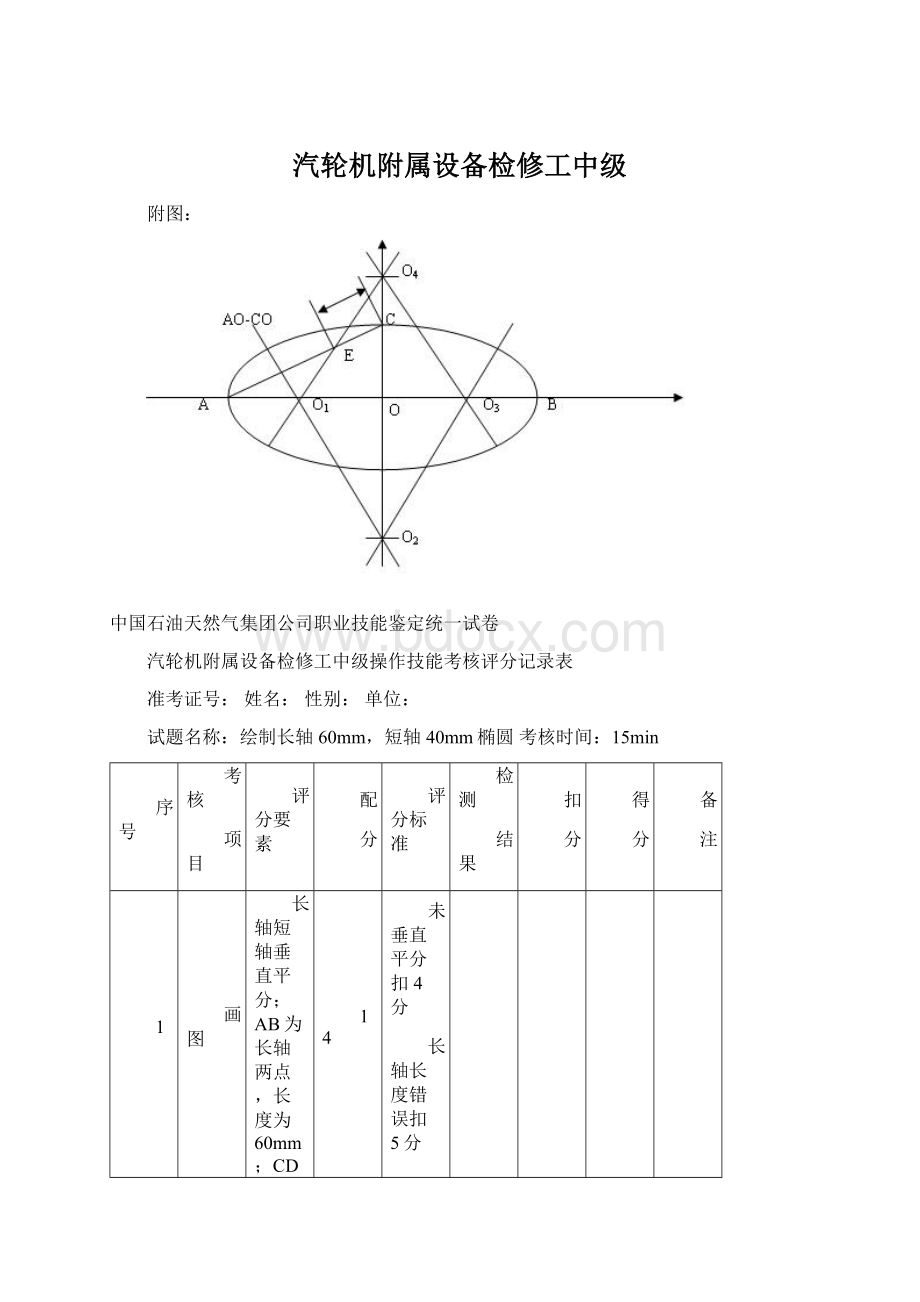
未找出O1和O2点每点扣5分
找出O1和O2的对称点O3、O4
10
未找到对称两点每点扣5分
分别以O1、O3为圆心,O1A或O3B为半径,画两段小圆弧
20
未绘制圆弧扣20分
每画错一处圆弧扣10分
分别以O2、O4为圆心,O2C或O4D为半径,画两段大圆弧
各部线条粗细符合制图标准,图面整洁,符号标注完整
12
线条粗细不准确每种扣2分
符号漏标或错标每处扣2分
2
检查
质量
图面整洁
4
图面不整洁扣4分
时限
在规定时限内完成
超时停止操作
合计
100
考评员:
核分员:
年月日
编码:
80010000-JL-24
M20
50
绘制M20×
50螺栓零件图考核时间:
15min
选择
比例
比例选择适当
未按比例绘制扣5分
画轮
廓线
零件的轮廓线粗细准确、线条清晰
线条粗细不正确每种扣5分
线条每不清晰一处扣2分
3
画外
螺纹
大小径
外螺纹的大径用粗实线表示,小径用虚线表示;
小径近似于大径的0.85倍
未画出螺纹大小径各扣5分
表示方法错此项扣20分
尺寸不合适扣10分
画倒角、退刀槽
倒角、退刀槽无遗漏
每缺一处倒角扣5分
无退刀槽扣10分
标注
尺寸
尺寸标注齐全,尺寸箭头、基准线准确,倒角2×
45
尺寸标注错误一处扣2分
尺寸箭头绘制错误一处扣2分
基准线选择错误扣4分
倒角错误一处扣3分
6
用橡皮擦去多余线条,图面清洁,线条清晰、完整
多余线条一处扣3分
图面不整洁扣5分
图纸破损扣3分
7
电动锯割φ32合金钢管考核时间:
10min
准备
工作
工、量具、材料准备
每少一件扣1分
安全
检查无齿锯防护罩完好,砂轮片无裂纹,各部螺栓无松动,有缺陷,修整或调换
未检查此项扣15分
漏检查一项扣5分
布置锯割措施
将钢管垫稳、放平、夹紧,开车空转几圈检查无齿锯工作完好后,正式锯割
管子未放平、夹紧扣5分
未垫木方扣3分
未检查无齿锯工作情况扣2分
锯割
起锯缓慢,小切割量,压力均匀,防止夹锯或锯片破碎伤人
25
起锯有冲击扣3分
切割量过大扣3分
压力不均匀扣3分
夹锯一次扣8分
锯片破碎扣25分
当钢管快锯断时,减小切割量
断前未控制切割量扣5分
锯割完毕后立即关闭无齿锯,清理管口毛刺
未关闭无齿锯扣5分
未清理管口毛刺扣5分
未清理干净扣3分
质量并标记
钢管切口端面平整,不得有裂纹、重皮
切口有缺陷每处扣2分
切口平面的倾斜度偏差不超过±
1mm
倾斜度偏差每超标0.5mm扣3分
标上原有合金钢管记号
未标记号或记号标错扣5分
记号不清晰扣3分
安全文
明操作
按国家或企业颁发有关安全规定执行操作
每违反一项规定从总分中扣5分;
严重违规取消考核
电机底座垫铁的计算方法
X1=L1·
X2=L2·
式中:
X1—靠近联轴器侧垫铁的厚度;
X2—远离联轴器侧垫铁的厚度;
L1—靠近联轴器侧垫铁到联轴端面距离;
L2—远离联轴器侧垫铁到联轴端面距离;
A—联轴器间隙差(a—a1);
D—联轴器的直径。
用塞尺找联轴器中心考核时间:
30min
测量
数据
测量并记录联轴器上下张口偏差
未测量扣5分
方法不正确扣3分
未记录数据或数据错误扣2分
测量联轴器上下圆偏差
测量联轴器左右张口偏差
测量联轴器左右圆偏差
计算
计算调整联轴器上下圆偏差需增减的垫铁厚度
计算方法错误扣4分
计算结果错误扣3分
计算调整联轴器左右圆偏差电机的位移
计算调整联轴器端面上下张口偏差需增减的垫铁厚度
计算调整联轴器端面左右张口偏差电机的位移量
8
计算方法错误扣5分
计算总调整联轴器上下偏差与联轴器端面上下张口偏差需增减的垫铁厚度
计算总调整联轴器左右圆偏差与联轴器端面左右张口偏差电机的位移量
调整
定位
调整电机左右位移及底座垫铁厚度至联轴器上下圆偏差<0.1mm,联轴器左右圆偏差<0.1mm,联轴器端面上下张口偏差<0.1mm,联轴器端面左右张口偏差<0.1mm
30
超标一项扣5分
有地脚垫铁超过3片一只扣5分
不清楚调整方法此项扣30分
测量泵轴的径向跳动考核时间:
检查清洗部件
检查百分表压杆动作灵活,指数准确
未检查扣10分
指数不准确未更换扣5分
有发卡现象未更换扣5分
擦洗轴承支架与轴无污物及毛刺,把轴轻放在V型轴承支架上,在泵轴与支架接触的轴径上加以少许润滑油
未擦洗扣3分
未擦洗干净扣2分
轴与支架磕碰扣3分
未加润滑油扣4分
润滑油添加过量或过少扣2分
架表
将轴按中间、轴承位置分成五等份后,做好标记
等分错误扣5分
每标记不清1处扣1分
架好百分表,测头与轴表面垂直并有1/2下压量,将百分表大针对“O”,在测头处滴适量润滑油
架表错误扣12分
测头与轴表面不垂直扣3分
下压量过大或过小扣4分
大针未对“O”就测扣3分
未加油扣2分
润滑油添加过量或过少扣1分
缓慢盘动转子一周,检查百分表读数回到原来数值,否则进行修整直至读数还原
未检测扣8分
读数未复原未修整扣5分
盘动速度过快扣3分
按等分点逐点测量轴的径向跳动量,测量点偏差不超过等分点±
5mm
漏测1点扣5分
百分表读数错误1点扣5分
测量位置偏差超标1点扣5分
做记录并判断
将测量数据记录到白纸上,根据数据绘制跳动曲线,按照曲线判断出轴的最大跳动点及跳动值
漏记1组数据扣5分
未绘制跳动曲线扣10分
绘制曲线不准确扣6分
最大跳动点判断错误扣6分
最大跳动值判断错误扣4分
测量滚动轴承的间隙考核时间:
25min
拆卸
并擦拭
取下结合面定位销,松开轴承座结合面螺栓,将轴承座上盖取下
损坏定位销扣10分
损伤结合面扣10分
使用扳手拆卸螺栓方向错误一次扣5分
用擦机布擦净轴承与轴测量处、架表处油污
未擦拭扣5分
擦拭位置错误扣5分
未擦拭干净扣3分
测量轴承间隙
用极细的铅丝穿过轴承,转动内圈,使滚动体压过铅丝,将铅丝压扁,用外径千分尺测量其厚度,这个数值就是轴承的径向间隙
未用铅丝穿过轴承扣3分
未转动轴承内圈扣3分
未使滚动体压过铅丝扣3分
未将铅丝压扁扣3分
未用外径千分尺测量铅丝厚度扣4分
不知道铅丝厚度就是轴承的径向间隙扣4分
将轴推向极限位置,装卡百分表,用百分表的触头顶在轴承外圈上,触头沿轴极限位置相反方向探出1/6行程,百分表大针调“0”,将轴沿极限位置反方向移动到另一极限位置,百分表指针跳动的差值就是轴承的轴向间隙
未将轴推向极限位置扣2分
百分表坠落扣5分
百分表指针探出不符合要求扣5分
百分表大针未调“0”就测量扣5分
未将轴推向另一极限位置扣2分
损坏百分表扣25分
未计算轴向间隙扣1分
用塞尺法检查轴肩与内圈端面间隙情况。
用0.03mm的塞尺不能插入内圈端面与轴肩之间
未用塞尺法检查扣10分
不知道合格标准扣5分
回装
将轴承座上盖盖上,紧固轴承座结合面螺栓,安上结合面定位销
漏装零件一件扣1分
制作普通平键考核时间:
看图
划线
按图纸要求划线(6个面)
划线少一条扣1分
划线错误一条扣1分
将胚料垫上铜皮,夹持在台虎钳上,用钢锯对胚料锯割
夹持使表面损伤扣5分
工件夹持不牢固重夹一次扣1分
锯条折断一根扣2分
锯条折断2根扣10分
锉制
键长度方向的锉制,偏差0~0.87
每超标0.02扣1分
键宽度方向的锉制,偏差0~0.043
键高度方向的锉制,偏差0~0.090
锉制圆弧最大偏差0.40~0.60
倒角偏差0~0.10
9
未倒角扣9分
每差0.02扣1分
粗糙度
检查粗糙度符合图纸要求
超标扣10分
锉削平面考核时间:
按工件图要求进行划线
划线位置错误扣5分
划线不清晰、连续扣3分
划线不平直扣2分
装夹
将工件牢固的夹持在虎钳上
夹持不牢固,返夹一次扣5分
锉削
按线粗锉平面,锉削时应适当清理锉刀
未适当清理锉刀扣5分
未按线锉削扣10分
按工件图要求精锉工件,平行度符合要求
平行度每超标0.1扣3分,超标0.3扣15分
按工件图要求精锉工件,平面度符合要求
平面度每超标0.05扣3分,超标0.15扣15分
按工件图要求精锉工件,粗糙度符合要求
粗糙度每降一级扣5分
按工件图要求精锉工件,公差符合要求
公差每超标0.1扣3分,超标0.3扣15分
锉削方槽考核时间:
35min
夹持
按线粗锉平面,锉削时及时清理锉刀
未按线锉削扣15分
未及时清理锉刀扣5分
年月日
检修DN100截止门法兰密封面考核时间:
内容
考核要点
配分
检测结果
扣分
得分
备注
穿戴劳保用品
穿戴不规范扣3分
工具、用具准备
工具选择不正确扣2分
清洁
密封面
刮去密封面垫料
未清理扣10分
清理不到位扣4分
刮伤密封面此项不得分
清除结合面锈垢
损伤密封面此项不得分
检查法兰密封面应无腐浊、麻点
每检查不到位一处扣2分
检查法兰密封面应无纵向沟槽、压痕,严重时需补焊
未检查此项不得分
每检查不到位一处扣5分
需补焊未补焊扣5分
研磨
粗研密封面
未研磨此项不得分
研磨方法不正确扣7分
沟槽、麻点没消除一处扣2分
细研密封面
研磨方法不正确扣10分
研磨精度检查
检查密封面粗糙度,应达3.2以上
粗糙度每差一级扣5分
检查密封面接触宽度,应达70%以上
接触宽度每差10%扣5分
清理
现场
使用工具
工具使用不正确一次从总分中扣5分
清理现场
未清理现场从总分中扣5分
及其它
按国家或企业有关安全规定执行操作
违规一次从总分中扣5分;
严重违规停止操作
在规定时间内完成
每超时1min总分扣5分,超时3min停止操作
解体高压加热器安全门考核时间:
40min
测量外部尺寸
旋出安全门上部保护罩壳,测量阀杆露出部分高度并记录
未测量扣10分
测量不准确扣5分
未做记录扣5分
测量调整螺杆高度并记录
拆除
阀盖
拆除阀盖短螺栓,将长螺栓螺帽对称均匀松到弹簧无弹力时,拆去螺栓
螺栓拆卸顺序错误此项不得分
未对称拆卸长螺栓扣10分
漏拆螺栓返工一次扣10分
检修
弹簧
取出弹簧及弹簧托板,清理检查并检查测量弹簧无疲劳
未操作此项不得分
未清理检查扣10分
检查不到位扣8分
未测量弹簧自由长度扣5分
未判断弹簧疲劳情况扣3分
检修测量内部部件
取出阀杆导向套、反冲盘及阀芯,清理阀杆导向套应无锈蚀,测量弯曲度并记录
未清理扣3分
 升级会员
升级会员 