电动自行车车生产工艺.docx
《电动自行车车生产工艺.docx》由会员分享,可在线阅读,更多相关《电动自行车车生产工艺.docx(21页珍藏版)》请在冰豆网上搜索。
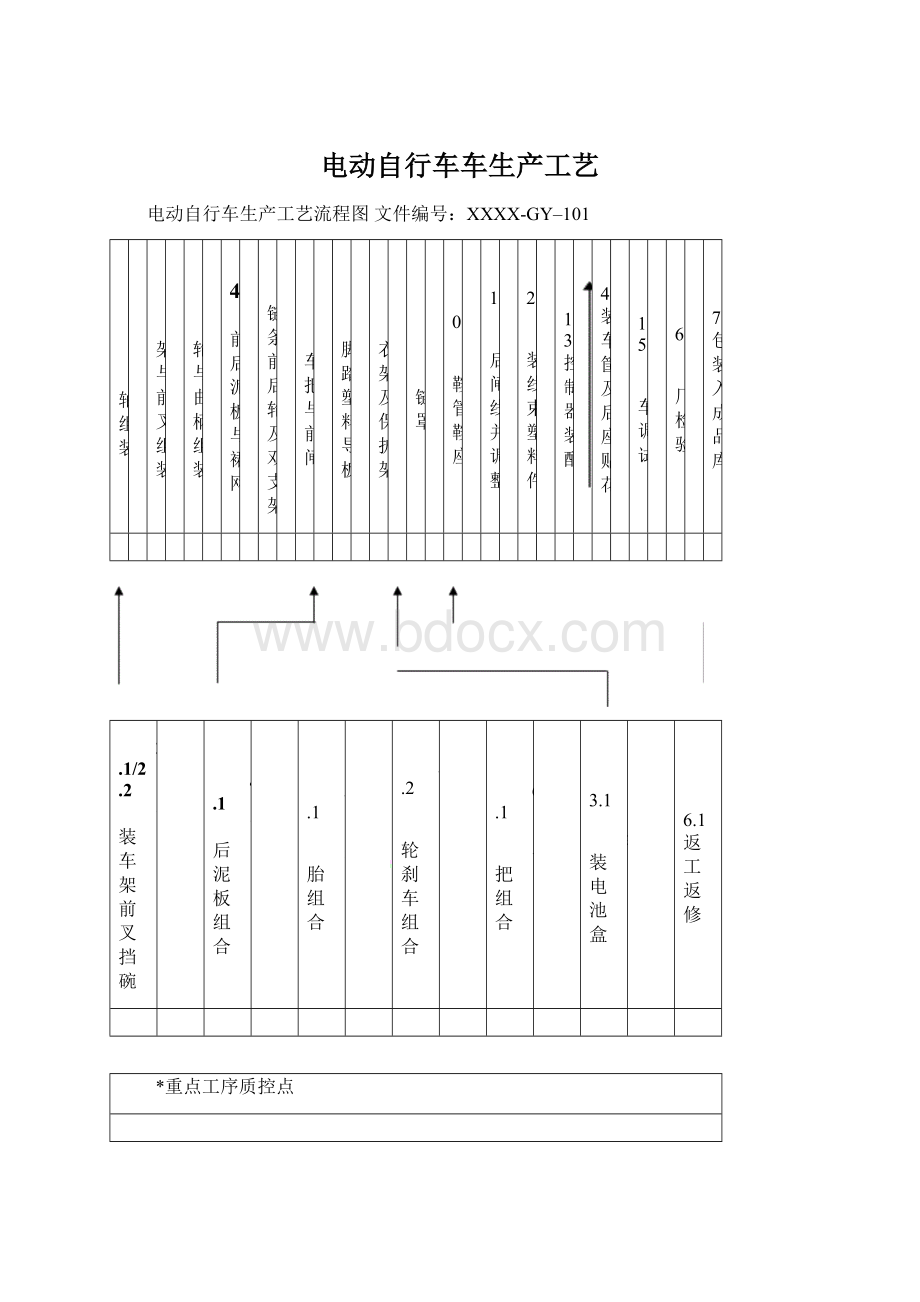
电动自行车车生产工艺
电动自行车生产工艺流程图文件编号:
XXXX-GY–101
1
中轴组装
2
车架与前叉组装
3
链轮与曲柄组装
4
装前后泥板与裙网
5
装链条前后轮及双支架
6
装车把与前闸
7
装脚踏塑料导板
8
装衣架及保护架
9
装链罩
10
装鞍管鞍座
11
装后闸线并调整
12
安装线束塑料件
*13控制器装配
14装车筐及后座贴花
*15
整车调试
16
出厂检验
17包装入成品库
2.1/2.2
安装车架前叉挡碗
4.1
前后泥板组合
5.1
外胎组合
5.2
飞轮刹车组合
6.1
车把组合
13.1
组装电池盒
16.1返工返修
*重点工序质控点
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
电动自行车
线装装配工艺
文件编号:
XXXX-GY–102
设计(日期):
审核(日期):
标准化(日期):
批准(日期):
XXXXX电动车
XXXXX电动车
线装装配工艺卡片
车型
共17页第1页
部件图号
工序工时
工序号
1
工序名称
安装中轴系统
车间
工段
设备
工步容
技术要求
1、检查各零部件有无缺陷。
2、车架倒置装配线。
3、右档碗穿入1:
1助力探头及链罩支架,旋入车架中接头并旋紧。
4、中轴穿入抹黄油的珠架,再将轴及珠架插入中接头中。
5、旋入左档碗,松劲适宜使轴向无间隙,且转动灵活,再旋上锁紧锁母并紧固。
6、调整中轴。
安装1:
1助力盘
1、装配过程注意保护车架烤漆
2、助力探头及链罩支架方向及位置要正确。
3、黄油涂抹均匀,珠架安装方向正确。
4、与探头最大间隙小于1.5mm。
5、转动灵活无窜动。
6、中轴锁母安装后,左中轴碗外露其螺纹长度不大于2mm。
工艺装备及辅料
专用丝锥、大活扳手、一字螺丝刀、铁锤、勾形扳手、专用扳手、扭力扳手、黄油
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXX电动车
线装装配工艺卡片
车型
共17页第2页
部件图号
工序工时
工序号
2
工序名称
安装前叉组合系统
车间
工段
设备
工步容
技术要求
1、检查各零部件有无产品缺陷。
2、取出压好下档的前叉。
3、安装下珠架并抹黄油。
4、前叉立管插入车架前立管。
5、安装上珠架并抹黄油。
6、旋紧上档至前叉能灵活转动,并无间隙。
安装卡圈。
7、安装货筐支架(灯架)。
8、安装锁紧螺母。
1、装配过程不得损坏各零部件及外观。
2、珠架方向应正确,黄油涂抹均匀。
3、前叉应转动灵活无窜动、无紧点、僵呆、松动现象。
4、货筐支架(灯架)上下面应正确。
5、紧固件应旋紧无松动。
工艺装备及辅料
大活扳手、14X17扳手、专用扳手、大力钳、黄油
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXX电动车
线装装配工艺卡片
车型
共17页第3页
部件图号
工序工时
工序号
3
工序名称
链轮与曲柄组装
车间
工段
设备
工步容
技术要求
1、装右曲柄,先用木锤锤紧,然后旋紧螺母,盖上防尘装饰盖。
2、安装左曲柄方法同上。
1、两曲柄方向相反(180°)
2、两个M10紧固螺母(自带)应可靠旋紧.。
3、曲柄端面应与中轴端面相平。
4、曲柄锁母的紧固扭矩大于30N.m。
工艺装备及辅料
十字螺丝刀、套筒14mm、木锤、专用扳手、气动(电动)工具
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXX电动车
线装装配工艺卡片
车型
共17页第4页
部件图号
工序工时
工序号
4
工序名称
装前后泥板
车间
工段
设备
工步容
技术要求
1、安装前泥板、前泥板支架
2、安装前泥板支架连接板。
3、安装后泥板、安装后泥板支架。
4、安装后泥板支架连接板。
5、安装后反射器。
1、泥板不得有明显的扭曲及偏斜。
2、后反射器紧固无松动。
3、裙网安装应可靠无松动。
4、车轮与车架或前叉侧间隙相等,其偏差小于2mm。
工艺装备及辅料
十字螺丝刀、8X10扳手、气动(电动)工具
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXX电动车
线装装配工艺卡片
车型
共17页第5页
部件图号
工序工时
工序号
5
工序名称
装链条、前后轮及双支撑
车间
工段
设备
工步容
技术要求
1、安装链条接片应装到外侧,开口端应与运动方向相反。
2、将前轮组合装入前叉中,并装好保险垫圈,使前轮在前叉中间后紧固螺母。
3、将后轮组合装入车架后接片中,调整好抱闸位置。
4、调整链条的松紧,并使后轮紧固在车架平立叉中央。
5、双撑正确撑起
1、前轮安装应处于前叉中央。
2、车轮应转动灵活,轴档无松动现象。
3、紧固件应牢固无松动。
4、链条下垂10mm左右,弹簧片开口方向正确,转动灵活无死结。
链条接片应位于外侧,开口与链条骑行方向相反
5、前轮紧固扭矩大于18N.m,
6、后轮紧固扭矩大于30N.m
7、防转片翻边方向应正确。
8、注意前后轮胎转动方向。
9、装配后,转动曲柄时,不得有碰擦杂音。
。
工艺装备及辅料
十字螺丝刀、钳子、十字螺丝刀、8X10扳手14X17扳手、气动(电动)工具、扭力扳手。
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXX电动车
线装装配工艺卡片
车型
共17页第6页
部件图号
工序工时
工序号
6
工序名称
装车把与前闸
车间
工段
设备
工步容
技术要求
1、车辆正放装配线。
2、取出车把组合插入前叉立管并紧固。
车把立管插入深度应在最小插入深度标记之上。
3、调整车把,使车把垂直于前轮。
4、紧固把心螺丝。
5、将前刹车线按正确走向安装。
1、把立管插入深度应在最小插入深度标记之上。
2、车把垂直于前轮
3、把心丝杆紧固扭矩大于18N.m。
4、前闸线走向应准确,刹车复位灵活,左右转动车把到最大位置不得出现刹车效应。
工艺装备及辅料
十字螺丝刀、扭力扳手、木锤、气动(电动)工具
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXX电动车
线装装配工艺卡片
车型
共17页第7页
部件图号
工序工时
工序号
7
工序名称
装脚踏、开关锁、电池盒锁及塑料件导板
车间
工段
设备
工步容
技术要求
1、将开关锁、电池盒锁及连接片装到车架上。
2、调速手把线、刹车开关线及电源线一并穿到线槽。
1、开关锁线色应正确对应。
电池盒锁紧固螺钉应采用沉头螺钉,不得与电池盒干涉。
2、电锁锁紧、松开灵活。
电池盒安装、取下方便。
工艺装备及辅料
十字螺丝刀、8X10扳手、十字螺丝刀、钳子、气动(电动)工具
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXX电动车
线装装配工艺卡片
车型
共17页第8页
部件图号
工序工时
工序号
8
工序名称
安装衣架及保护架
车间
工段
设备
工步容
技术要求
1、将衣架用螺钉紧固在车架上。
2、将左右保护架装上车架,并用螺钉紧固。
1、紧固件应旋紧无松动。
2、保护架安装在车架上应牢固平整、不歪斜。
工艺装备及辅料
十字螺丝刀、8X10扳手十字螺丝刀、钳子、气动(电动)工具
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXX电动车
线装装配工艺卡片
车型
共17页第9页
部件图号
工序工时
工序号
9
工序名称
安装链罩、脚蹬
车间
工段
设备
工步容
技术要求
1、调整好链罩支架。
2、把链罩固定孔对准支架孔,用螺钉紧固。
3、安装脚蹬。
1、检查链罩外观,色泽均匀,烤漆无脱落、漏漆灯缺陷。
2、紧固件应旋紧无松动。
3、链罩与链轮及链条不应干涉。
 升级会员
升级会员 