汽轮机调速系统检修技能单项操作文档格式.docx
《汽轮机调速系统检修技能单项操作文档格式.docx》由会员分享,可在线阅读,更多相关《汽轮机调速系统检修技能单项操作文档格式.docx(38页珍藏版)》请在冰豆网上搜索。
扣分
1
1.1
1.2
2.1
2.2
2.3
2.4
3
3.1
操作前准备
场地准备
工具、材料、量具准备
操作
划线
工、量具使用合理准确
操作要领正确
加工尺寸符合要求
操作后整理
场地、工具和量具整理
工、量具、材料摆放有序
准确而齐备
准确无误
工、量具使用正确规范
工件夹持、錾切角度正确适当,动作要领正确规范
工件加工达到图样的技术要求
清洁、有序
5
不准确、不齐全扣1~20分
不准确、不齐全扣1~3分
划线不准扣1~3分
不正确、不规范扣1~2分
动作不规范扣1~5分
尺寸超差扣1~3分
漏项或操作不规范,不得分
锉削平面
C05A002
其他需要说明的问题和要求
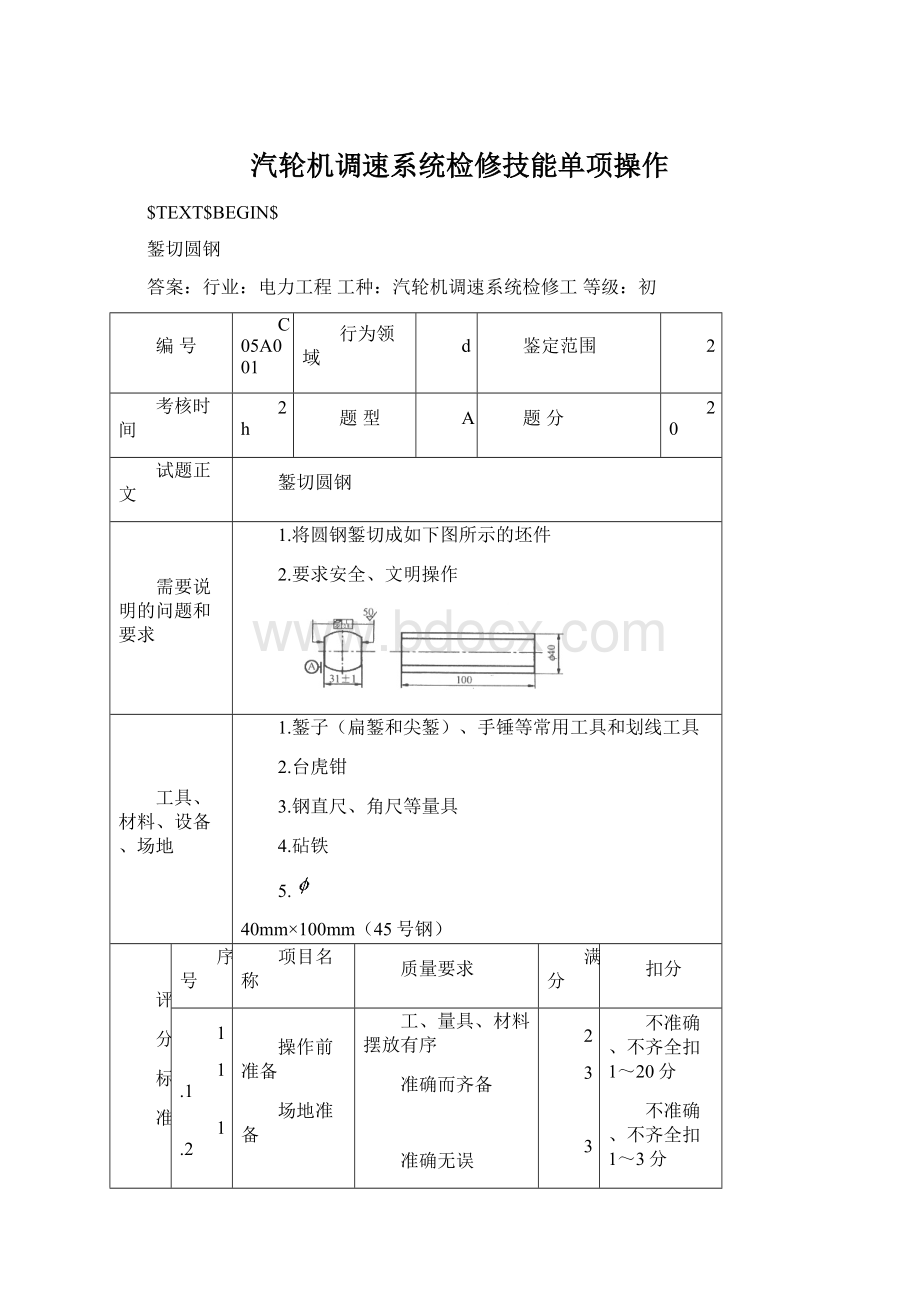
1.按下图要求对坯件的两个面进行锉削。
坯件提前准备
1.扁锉
3.钢直尺、外径百分尺、游标卡尺等量具
4.划线工具
1.3
熟悉工作图
锉削平面A和其对面
锉削两端面
精修并测量工件
准备有序,准确而齐备,明确工作任务和技术要求
正确选用锉刀
工件夹持方法正确,量具使用正确规范
锉削的方法、姿势和动作要领正确规范
锉刀使用后锉屑清除的方法正确
工件加工应达到图样中的技术要求
有序而完备
不齐全不准确扣1分
漏1项扣1分
锉刀选用错误扣2分
操作不规范或划线错误扣3分
操作不规范扣3~5分
加工顺序错误扣2分
达不到技术要求扣3~5分
不进行现场清理扣1分
套丝操作
C05A003
30min
需要
说明的问
题和要求
1.套制如下图要求的双头螺栓
1.圆板牙、板牙架、扁锉等工具
2.游标卡尺等量具
3.套丝材料
12mm×
100mm圆钢
4.钳工操作台、V形垫铁或厚软金属衬垫
2.5
检查备料尺寸
工具准备
工件夹持
锉导角
起套
套丝
校核尺寸
方法得当
工具准备齐全、合理
工件夹持平稳、力度适中
导角符合图纸要求
起套、旋入方法正确
进、退、施力、润滑和排屑合理、两手用力均匀
尺寸符合图纸要求
干净有序
方法不当扣1分
不合理扣1分,不齐全扣1分
工件夹伤、操作中掉落各扣1分
方法不当,尺寸不符扣1~2分
方法不当扣1~3分
动作不协调、烂丝扣1~5分
视误差大小扣1~分
简单工件测量
C05A004
e
1.对下图所示简单工件进行测量,根据测量结果填写附表
钢直尺、游标卡尺、内外卡钳、角尺和测量专用工件等
量具、工件的准备,熟悉工作图
测量长度L、d尺寸
测量平行度、垂直度
填写测量记录表
清洁有序
量具使用方法、读数准确
测量表填写详实规范
4
准备不充分扣1~2分
量具准备不全不合理扣1~3分
使用不正确扣1~4分
使用不正确扣1~5分
每缺错1项扣0.5
划线及钻孔操作
C05B005
1h
B
30
1.在图示的零件毛坯上进行画线,并根据画线结果进行钻孔操作
2.材料为钢材或可锻铸铁
3.要求安全、文明操作
麻花钻头、游标卡尺、游标高度尺、划线工具、平口虎钳、台式或立式钻床、钢板或铸铁板等
工具、量具、材料准备
划线、校核及冲眼
钻头夹装
夹持工件
调整钻床转速钻孔
工、量具、材料、设备摆放有序
工具使用合理、无误
方法正确、操作过程中无脱落
工件夹持平稳
钻床转速选择正确、先后顺序正确,进刀量、润滑适当
规范、有序
7
8
不齐备、不合理扣1~4分
划分错误扣1~4分
冲眼不准、过轻及过重扣1~3分
不符质量要求扣1~2分
有损伤或脱落扣1~2分
转速选择不当扣1~2分钻孔顺序不对扣2分
进刀量、润滑不当扣1~4分
视误差大小扣1~5分
标准麻花钻头的刃磨
C05A006
1.按A235钢材料使用要求进行刃磨
2.允许作准备训练
1.砂轮机、冷却水
2.直柄麻花钻头(
10~12mm)
熟悉工、机具,知道刃磨要求
掌握刃磨方法和要领、左右手配合协调
刃磨压力合适、冷却水使用适度、修磨横刃
质量检查
防护措施完善
技术要求和任务明确
方法得当、动作协调
顶角2
、后角a、和横刃斜角
基本正确、合理;
后刀面圆滑
磨好后试钻孔,孔径误差不大于+0.15mm
6
任务不明确,机具不熟1~2分
方法不当,动作不协调扣1~3分
刃磨压力、冷却水使用不合理扣1~2分,每项指标超差扣1分
试钻孔孔径误差不合格扣3分
防护措施不善,扣1~2分
抗燃油箱注油
C05A007
1.安排一人协助,但助手不得发表自己的意见建议
1.扳手、螺丝刀等常用工具和专用工具
2.充油工具、油桶等
3.白布、白绸布等耗材
4.现场检修设备或调整系统试验台
准备充油工具清理工具、油桶等
安装充油胶管或安装滤油机
开启充油泵或滤油机,进行上油,观察滤油器前后压差应符合要求
依次更换油桶给油箱上油,直至油箱油位至要求位置
准备专用充用充油工具,如:
充油泵、专用高精度滤油机等。
充油工具均用白绸布擦洗干净
充油管安装正确,接头紧固、严密,胶管不应插入油桶底部
压差符合要求
更换油桶迅速及时,并防止污染,对油位判断准确,应充油至高油位
工具不齐全、不干净扣3分
不符要求扣7分
未按要求操作扣4分
未按要求操作,判断错误扣6分
调速汽门凸轮与滚轮间隙的测量和调整
C05A008
1.考核时间:
2.自带常用检修工具、塞尺
3.操作者独立完成
4.要求安全、文明操作
1.常用工器具、塞尺
2.现场大小修机组设备或备用设备(冷态下进行)
准备好工器具、塞尺
用塞尺测量滚轮与凸轮间隙
若间隙不合要求,调整间隙至合格
填写测量记录
准备充分
用撬棒撬起滚轮以不压缩弹簧为限
测量准确
可松紧连接杠杆的反正扣调整螺母,或调整汽门弹簧上部压紧螺杆的调整螺杆,直至合适为上,并紧螺帽
技术记录正确、齐全、整洁
漏一项扣2分
工艺不当扣5分
调整工艺不妥扣4分,调整结果不符要求扣4分
没有记录或记录错误扣4分,记录不齐全、不整洁扣1~3分
在圆柱上制作长方体的划线
C05A009
1.在直径为30mm长100mm的圆柱上作一18mm×
24mm×
100mm的长方体,请划出加工线
基本划线工具,划线盘、高度尺、划线平板、V形铁、手锤、样冲、
30mm×
100mm的工作等
量具、工件的准备
清理工件,检查工件尺寸。
尺寸复查
打样冲眼
工件清理认真,尺寸检查无误,正确使用涂料
工件安放平稳、找正方法正确
划线尺寸公差±
0.3,同一面内线条不能有错位,线条清晰
冲眼准确、整齐
有序而清洁
漏项或操作不规范不得分
量具准备不全、不合理扣1~3分
每缺错1项扣0.5分
线条错位扣1~2分,尺寸有偏差扣1~2分,线条不清晰扣1分
冲眼不准扣1~2分
锉方槽
中
C04A010
坯件提前准备,坯件厚度为5mm
1.锉刀
3.钢直尺、游标卡尺等量具
粗、精锉方槽
粗、精锉外端面
场地,工具和量具整理
准备有序
准确而齐备,明确工作任务和技术要求
准备不规范不得分
攻丝操作
C04A011
1.对下图中两个
6.7mm的孔进行M8攻丝操作。
1.丝锥、丝锥扳手、攻丝导向工具等
2.角尺等量具
3.钳工操作台
3.
夹持工件、攻丝底孔倒角
起攻,检查丝锥与工件的垂直度
全程攻丝
场地准备有序
工量具选择准确齐备
倒角
起攻动作要领掌握较好(攻进、检查、动作协调)
攻丝过程进退合理,冷却适当
二锥、三锥替换顺序正确
没有丝锥损坏、没有烂牙、垂直度误差要求≤0.15mm
工作任务和技术要求不清扣2分
不倒角扣3分
操作不规范扣3分
攻丝过程不注意或进退不合理扣1~2分
替换顺序错误扣3分
丝锥损坏扣5分
烂牙、垂直度不符合要求扣1~4分
划线并打样冲眼
C04A012
1.按下图要求在钢板上划线并打样冲眼
划线工具和材料、量具、样冲、手锤、工作台和3mm钢板等
按图划线
准备有序齐备
明确工作任务和技术要求
正确选择划线苦准,划线方法和步骤正确,工具、量具使用方法正确
样冲眼疏密均匀、适当、排列整齐
曲线连接圆滑,划线误差不大于0.3mm
工量具选用错误扣1分
工作任务和技术要求不清扣3分
基准选择错误扣5分
划线方法和步骤不正确、工具、量具使用方法不正确扣1~5分
样冲眼排列不当扣3分
划线不圆滑连续扣5分
划线误差大扣1~5分
不进行现场清理扣2分
整定危急遮断器动作转速
C04A013
1.单独操作
3.设备厂家资料可提前提供给应试者
2.白布、棉线绳等耗材
3.现场检修设备或调整系统试验台
根据超速试验结果确定需要变动的转速
根据厂家资料的调整标准计算需要调整的角度
打开前箱盖的调整保护盖,用专用螺丝刀上绑上棉线绳,以防螺丝刀脱落
标出调整螺帽的原始位置,然后松开调整螺帽的定位小螺钉
用记号笔画出调整角度线
根据调整角度线的指示调整螺帽至要求角度
变动转速=试验动作转速与要求动作转速的差值
计算结果正确
保护盖四周清理干净、棉线绳绑扎牢固,另一端绑在固定机件上
标志准确、清晰
调整到位后再稍调过一些然后再调回到调整刻度线,紧固调整螺母定位小螺钉,满足试验要求
判断错误扣2分
计算错误扣4分
未按要求操作扣2分
未按要求操作扣5分
标志不准确、不清晰扣2分
调整不准确扣5分
支持轴承轴瓦刮削
C04A014
1.自带常用检修工具、量具
2.准备好待刮支持轴承轴瓦,留0.1mm刮削余量
1.常用工器具、量具、红丹粉、刮刀、油石等
2.现场大小修机组设备或备用设备
修前工器具、量具的准备
粗刮
精刮至规定值
准备充分,刮刀选用正确
研刮的方法姿势和协作要领正确规范
注意油囊形状要求,油楔形状和方向要求,两侧间隙符合要求
红丹粉检查接触均匀并达75%以上,接触角为60°
刮刀不对扣2分
油囊、油楔不符要求扣4分
未达75%扣7分
主油箱滤油
C04A015
4h
1.办理好检修工作票
1.滤油纸
2.汽轮机油箱
办理检修工作票
滤油机就位,加好滤油纸,接好电源及油管(滤油机进口接至油箱底部放油门)
滤油机试转,方向正确
打开油箱底部放油门、滤油机进油门
打开滤油机出油门、油箱进油管阀门
开启滤油机,开始滤油
中止滤油时,先关主油箱底部放油门、滤油机进油门,停滤油机,再关滤油机出油门、油箱进油管阀门
终结工作票
接口正确
转向正确,一开即停
操作正确熟练
按规程进行
接口不正确扣5分
不试转扣5分
滤油操作工序不对扣5分
不终结工作票扣5分
主油箱油水分离器清理
C04A016
2.在运机组设备
1.自带常用工具
2.纸箔、棉纱、油盘等
3.汽轮机油箱(停运)
办理检修工作票,准备好工具
关闭油水分离器底部放油水门,放去水、放尽存油(存油倒入废油桶)
解体油位计并清理干净
做好垫子装复油位计
终结工作票,清扫现场
 升级会员
升级会员 