操作技能测验要求.docx
《操作技能测验要求.docx》由会员分享,可在线阅读,更多相关《操作技能测验要求.docx(22页珍藏版)》请在冰豆网上搜索。
操作技能测验要求
附件1操作技能考试要求
1.1焊接方法
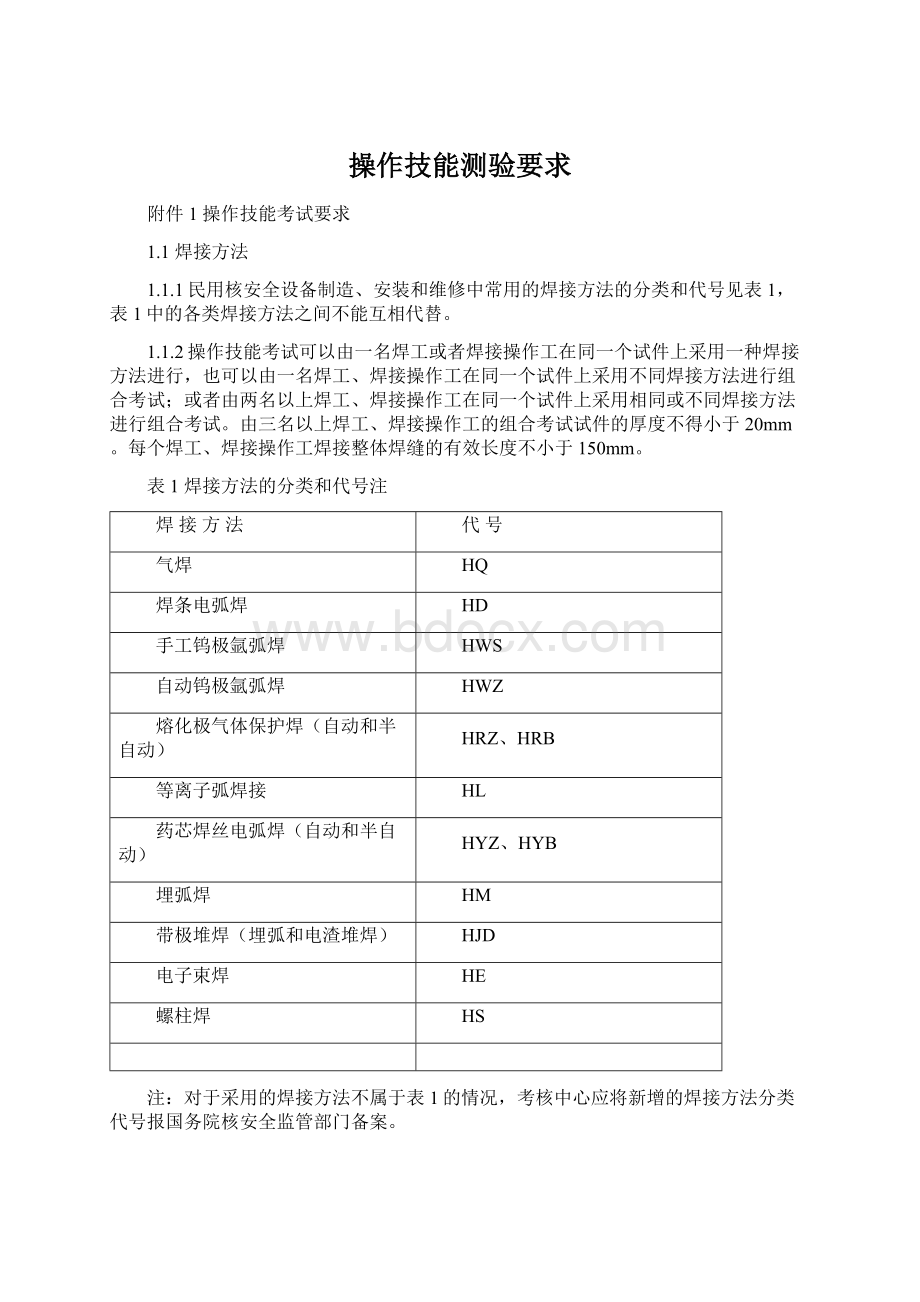
1.1.1民用核安全设备制造、安装和维修中常用的焊接方法的分类和代号见表1,表1中的各类焊接方法之间不能互相代替。
1.1.2操作技能考试可以由一名焊工或者焊接操作工在同一个试件上采用一种焊接方法进行,也可以由一名焊工、焊接操作工在同一个试件上采用不同焊接方法进行组合考试;或者由两名以上焊工、焊接操作工在同一个试件上采用相同或不同焊接方法进行组合考试。
由三名以上焊工、焊接操作工的组合考试试件的厚度不得小于20mm。
每个焊工、焊接操作工焊接整体焊缝的有效长度不小于150mm。
表1焊接方法的分类和代号注
焊接方法
代号
气焊
HQ
焊条电弧焊
HD
手工钨极氩弧焊
HWS
自动钨极氩弧焊
HWZ
熔化极气体保护焊(自动和半自动)
HRZ、HRB
等离子弧焊接
HL
药芯焊丝电弧焊(自动和半自动)
HYZ、HYB
埋弧焊
HM
带极堆焊(埋弧和电渣堆焊)
HJD
电子束焊
HE
螺柱焊
HS
注:
对于采用的焊接方法不属于表1的情况,考核中心应将新增的焊接方法分类代号报国务院核安全监管部门备案。
1.1.3组合焊接方法的代号可用每种焊接方法的代号并列表示。
例如:
手工钨极氩弧焊打底,其余层采用焊条电弧焊的组合方法表示为“HWS/HD”。
1.2母材类别
1.2.1母材金属的分类和代号见表2。
表2的分类适用于轧制、锻造和铸造等材料。
1.2.2焊工、焊接操作工在操作技能考试时应符合下列规定:
(1)焊工采用同类材料中任一钢号考试合格后可免去该类其它材料的考试。
(2)焊工采用Ⅰ~Ⅳ类材料中类别较高的考试合格后,可免去类别较低材料的考试。
(3)焊工采用Ⅵ~Ⅸ类材料的考试不能由其它类别材料互相代替。
(4)对于异种材料的焊接,焊工若采用母材中的两类材料均包括在表2中第Ⅰ—Ⅳ类别内,并且对两者中较高类别的材料已考试合格,则可免考;若采用两类材料中有第Ⅵ类,且已对两类母材分别考试合格,则可免考,但焊接材料采用镍基合金材料时,仍须考试。
(5)焊接操作工采用某类别任一钢号经焊接操作技能考试合格后,适用其他类别钢号。
表2母材金属的分类和代号
类别代号
母材类别
母材钢号示例
Ⅰ
标准规定屈服强度下限≤300MPa的碳钢
Q235,20g,20HD,20HR,ZG230
Ⅱ
(1)标准规定屈服强度下限>300MPa的碳钢、碳锰钢、弥散强化钢
(2)锰—钼钢
(3)铬—钼钢(0.5%Cr,0.5%Mo)
(4)镍含量≤2%的钢
16MnR,16MnHR,20MnHR(A52)
20MnMo
12CrMo,14Cr1Mo
15MnNi,20CrNiMo
Ⅲ
轧制状态或调质型弥散强化钢
SA508-3,20MnNiMo(18MND5)
18MnMoNb,13MnNiMo54
Ⅳ
13%Cr和马氏体或铁素体不锈钢
0Cr13,1Cr13,2Cr13
Ⅴ
2.25%Ni——3.5%Ni镍钢
Ⅵ
奥氏体不锈钢
1Cr18Ni9Ti,0Cr18Ni9,
0Cr18Ni11Nb,0Cr18Ni10Ti,
0Cr19Ni9N,00Cr19Ni10,
0Cr17Ni12Mo2,0Cr19Ni13Mo3,
00Cr17Ni13Mo2N,00Cr18Ni10N,
Cr25Ni20
Ⅶ
镍基合金
Inconel600,Inconel690,
Incoloy800
Ⅷ
铜及铜合金
Ⅸ
特种金属
钛、铬、锆、钴、高铬铁素体钢(17~26%Cr)等
TA1,TA2,Zr4
1.2.3异种材料在考试项目代号中的表示方法用“X/Y”表示,X、Y表示母材金属的类别号。
1.2.4当母材金属为表2之外的材料类别时,考核中心可根据材料焊接性能试验或者焊接工艺评定的结果对母材进行分类,并将分类意见报国务院核安全监管部门备案。
1.3试件形式
1.3.1操作和技能考试试件形式分为板、管及管-板(接管)三种形式,其代号分别为P、T、P-T。
1.3.2焊工、焊接操作工考试必须在板或管材上进行,焊工焊接外径D大于25mm管材焊缝的考试结果适用于板材的焊缝。
1.3.3焊工焊接板状试件的考试结果适用于外径大于等于500mm的管材。
在平焊(PA)、横角焊(PB)或横焊(PC)位置板材试件考试合格后,适用于管外径大于等于150mm的管材。
1.3.4焊工焊接板材上接管的考试结果不能适用于管材上的接管,但管材上的接管考试结果可以适用于板材上的接管。
1.4焊缝形式
1.4.1操作技能考试试件的焊缝形式分为坡口焊缝(包括对接焊缝和接管焊缝)、角焊缝、堆焊三种形式,代号分别为GW、FW、D。
1.4.2坡口焊缝试件分带衬垫和不带衬垫两种。
双面焊、部分焊透的坡口焊缝均视为带衬垫。
1.4.3对接焊缝的考试结果可以适用于任何接头形式的对接焊缝,但1.4.5规定的接管焊缝除外。
1.4.4产品上多数为角焊缝,焊工、焊接操作工应进行相应的角焊缝考试。
产品上多数为对接焊缝,对接焊缝考试结果可以适用于角焊缝。
1.4.5产品以接管焊接为主或者涉及到复杂的接管焊接,焊工应进行接管焊接的考试。
焊工进行操作技能考试时,在符合下列条件时,应附加接管典型试件:
(1)对全焊透接管焊缝,主管外径D1与支管的外径D2的比值小于5。
(2)接管焊接的支管角度小于75°(主管轴线或支撑板平面与支管轴线的角度)。
1.4.6主管直径与支管直径比值评定的适用范围为大于或等于考试试件直径的比值。
1.4.7支管角度评定的适用范围为大于或等于考试试件支管的角度α。
1.5焊接位置
1.5.1焊接位置的分类和代号见图1、2、3。
1.5.2焊接位置的适用范围见表3。
1.5.3管材试件H-L045和J-L045焊接位置认可了生产工件上所有的焊接位置。
1.5.4焊接操作工采用螺柱焊试件,经仰焊位置考试合格后,适用于任何位置的螺柱焊试件,其他位置考试合格后,只适用相应位置的焊件。
螺柱焊试件焊接位置见图4。
图1焊接位置用代号表示图
图4螺柱焊试件焊接位置
表3焊接位置的适用范围
考试
位置
适用范围
(1)
PA
PB
(2)
PC
PD
(2)
PE
PF
(板)
PF
(管)
PG
(板)
PG
(管)
H-L045
J-L045
PA
X
X
-
-
-
-
-
-
-
-
-
PB
(2)
X
X
-
-
-
-
-
-
-
-
-
PC
X
X
X
-
-
-
-
-
-
-
-
PD
(2)
X
X
X
X
X
X
-
-
-
-
-
PE
X
X
X
X
X
X
-
-
-
-
-
PF(板)
X
X
-
-
-
X
-
-
-
-
-
PF(管)
X
X
-
X
X
X
X
-
-
-
-
PG(板)
-
-
-
-
-
-
-
X
-
-
-
PG(管)
X
X
-
X
X
-
-
X
X
-
-
H-L045
X
X
X
X
X
X
X
-
-
X
-
J-L045
X
X
X
X
X
-
-
X
X
-
X
(1)此外还必须参阅1.3和1.4的要求。
(2)PB和PD的考试位置适用于角焊缝(见1.4.4),而且仅适用其他位置上的角焊缝。
注:
X表示评定的焊接位置
-表示未评定的焊接位置
1.6焊缝金属厚度和管材外径
1.6.1焊工采用坡口焊缝试件进行操作技能考试合格后,试件焊缝金属厚度的适用范围见表4。
t为每名焊工采用一种焊接方法在试件上的坡口焊缝金属厚度(余高不计),当某焊工用一种焊接方法考试且试件截面全焊透时,t与试件母材厚度T相等。
焊接操作工采用坡口焊缝或角焊缝试件考试时,母材厚度T自定,经焊接操作技能考试合格后,适用于焊件焊缝金属厚度t不限。
表4手工焊板或管材坡口焊缝试件焊缝金属厚度的适用范围
焊缝金属厚度
(mm)
适用范围
(mm)
t<3
t~2t
(1)
3≤t<12
3~2t
(2)
t≥12
5~2t或5~2t+h(3)(4)
注:
(1)气焊:
t~1.5t。
(2)气焊:
3~1.5t。
(3)对于厚度大于50mm,考核中心有选择权,或用产品实际厚度,或在带有挡板装置的厚度T>20mm的钢板上进行,但挡板装置h的坡口开度和深度应模拟实际产品(见图5)。
(4)在用挡板进行试验时,为实施表面焊道,应去掉挡板。
图5模拟厚板焊接试样
1.6.2焊工采用坡口焊缝试件进行操作技能考试合格后,管材外径的适用范围见表5。
表5手工焊管材坡口焊缝试件外径的适用范围
试件外径D
(mm)
适用范围
(mm)
D<25
D~2D
25≤D<76
≥25
D≥76
≥76
D>300注
≥76
注:
管材向下焊试件
焊接操作工采用管材坡口焊缝或角焊缝考试时,管外径自定,经操作技能考试合格后,适用于管材坡口1焊缝和角焊缝试件管外径的最小值为试件外径,最大值不限。
1.6.3对于接管焊缝,表4中的管材焊缝金属厚度和表5中的管材外径是指:
(1)骑座式:
支管焊缝金属厚度及外径;
(2)插入式:
主管或壳体焊缝金属厚度及支管外径。
1.6.4手工焊角焊缝试件的材料厚度的适用范围见表6。
表6手工焊角焊缝试件材料厚度的适用范围注
试件的材料厚度T
(mm)
适用范围
(mm)
T<3
T~3
T≥3
≥3
1.6.5堆焊试件材料厚度的适用范围见表7。
表7堆焊试件材料厚度的适用范围
堆焊试件材料厚度T
(mm)
适用范围(mm)
最小值
最大值
<50
T
不限
≥50
50
不限
1.7焊接材料
1.7.1焊接材料分类同母材组别,见表2。
如填充材料与母材同组别时,无需单独在项目代号中注明,如填充材料与母材不同组别时,应在考试项目代号中母材代号后以括号注明焊接材料的代号。
1.7.2电焊条根据涂料的特性分类见表8。
进口焊条可参照本规定进行。
1.7.3焊丝的制品型式:
采用无填充焊丝、实心焊丝的代号分别为01、02(药芯焊丝代号可通过焊接方法代号体现)。
1.7.4带填充金属的考试合格后,不带填充金属的焊接可免考,反之则需重新考试。
1.7.5实心焊丝和药芯焊丝不能互相等效。
1.7.6熔化衬环:
当使用熔化衬环时,熔化衬环的形状和截面变化时要进行重新考试。
1.7.7当采用奥氏体不锈钢焊接材料进行耐蚀堆焊时,堆焊金属的类别号用“A”表示。
采用镍及镍合金的焊接材料堆焊时,堆焊金属的类别号用“Ni”表示。
耐磨堆焊用“H”表示。
表8焊条分类及适用范围
焊条分组(代号)
考试用焊条
(a)
(b)
(c)
(d)
EXX20
EXX12
EXX15
EXX10
EXX22
EXX13
EXX16
EXX11
EXX27
EXX14
EXX18
EXX03
EXX40
EXX01
(a)EXX20氧化铁型
(b)EXX12钛型焊条
(c)EXX15低氢型焊条
(d)EXX10纤维素型焊条
(×)
×
×
(×)
×
(×)
(×)
 升级会员
升级会员 