焊接施工方案Word文档格式.docx
《焊接施工方案Word文档格式.docx》由会员分享,可在线阅读,更多相关《焊接施工方案Word文档格式.docx(14页珍藏版)》请在冰豆网上搜索。
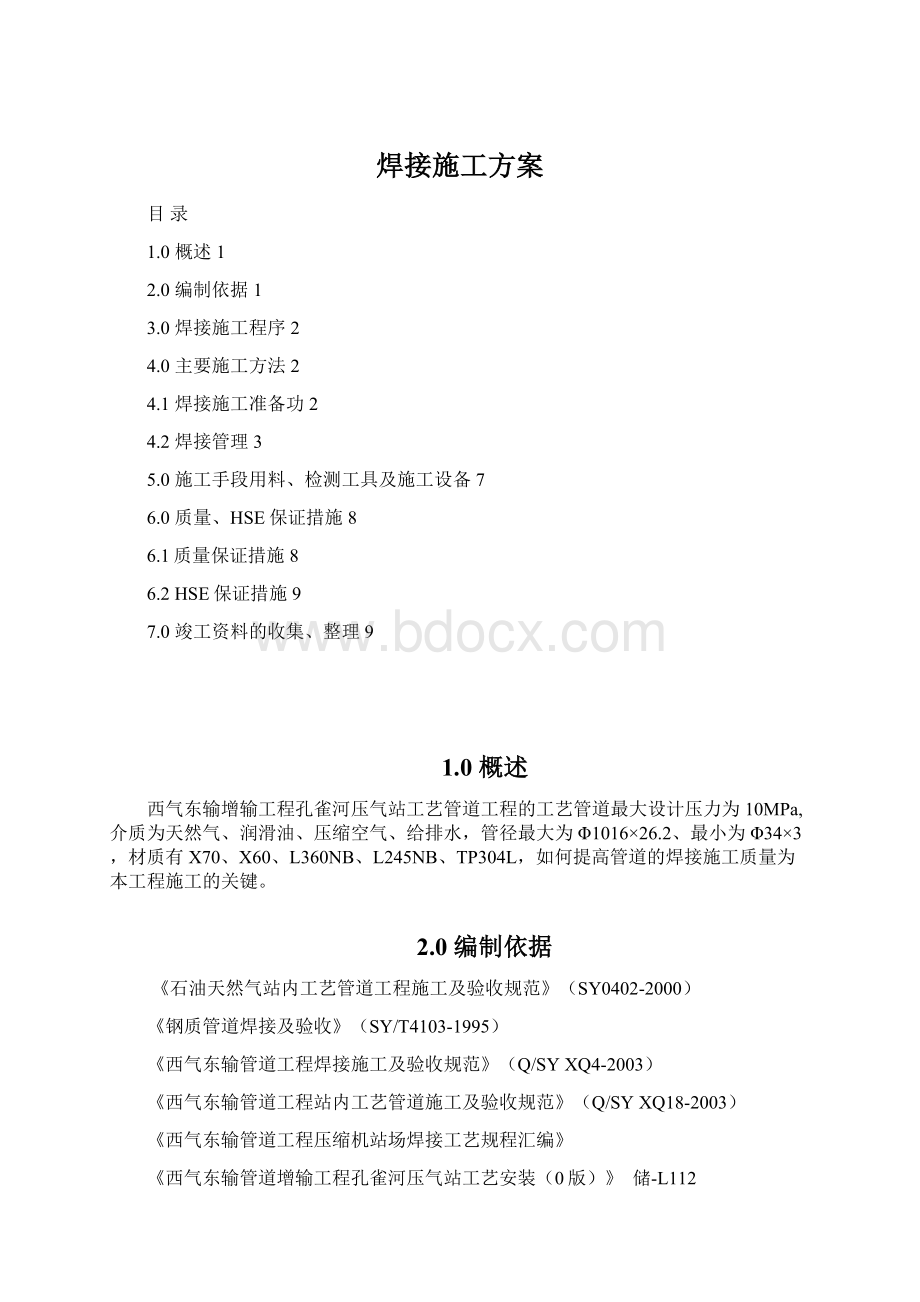
焊工管理
材料检验与管理
二次复检
选择焊接工艺规程
焊工上岗考试
入库储存
坡口加工与组对
焊条烘烤
焊接设备条件
签发上岗证
焊前清理
发放使用
回收
记录
施焊
焊缝外观检查、焊缝无损检测
返修
焊接资料整理
图1
4.0主要施工方法
4.1焊接施工准备
1)进场焊接材料应具有产品质量证明书、出厂合格证、使用说明书、商检报告。
其质量必须符合产品标准及设计要求,不合格的焊接材料不得投入现场使用。
任何进入施工现场的焊接材料必须向监理报验并经批准后才能使用。
2)焊接材料的理化试验应由取得国家或行业主管部门颁发的相应资质证的单位来进行。
3)各种计量器具需在有效使用期内,否则应进行校验。
4)焊接材料要设置二级库,进行保管。
4.2焊接管理
4.2.1焊工管理
凡参加本工程施工的焊工都应该按Q/SYXQ4-2003焊工考试规则进行考试,并取得中国石油天然气集团公司管道焊接培训中心颁发的具有相应施焊项目的合格证。
4.2.2焊接材料管理
1)所有入库焊接材料必须具有质量证明书、合格证和使用说明书。
2)焊接材料应由专人负责保管,入库的焊条要分类摆放,焊条的堆放要离地、离墙300mm以上,保持焊材房温度为5℃以上、湿度不大于60%,且通风良好。
焊材保管员每天应分别于上午、下午记录焊材库房的温度、湿度情况,并及时记录《焊材库环境检测记录》。
3)焊条开封后应逐包核对型号、规格,并仔细检查,凡药皮脱落、锈蚀严重或焊芯偏心的焊条禁止使用。
4)焊条使用前须按包装箱(袋)上的说明书要求进行烘干。
当无说明时,按施工验收规范的要求进行烘干。
5)焊材的烘烤应符合当天实际用量,尽量避免重复烘烤,重复烘烤次数不能超过一次。
烘干后的低氢型焊条应保存在100~150℃的恒温箱中随取随用。
低氢型焊条在现场使用时,应备有性能良好的保温筒,超过允许使用时间后须重新烘干。
6)保管员应认真做好焊条烘烤记录,应将焊条的种类、规格、发放数量、批号、烘烤次数、领用人、领用时间、回收数量记录清楚。
7)焊条烘烤的升温与降温速度不应过急,升温速度一般不超过150℃/h,降温不超过200℃/h。
8)焊工应持焊条筒来领取焊条,每次领取焊条数量不超过5kg,随用随领,剩余退回。
领取后的焊条必须在4小时内用完,超过4小时须重新烘干后方可使用,但只能重新烘干一次,保管员对发放及回收的焊材应做好详细记录。
4.2.3现场焊接
1)焊接起弧和收弧应在焊道内进行,严禁在坡口两侧母材上起弧和收弧,第一道填充焊时应将根焊起弧点磨除,焊道间起弧和收弧应相互错开50mm以上,焊接前每个起弧和收弧必须进行修磨,必须在前一层焊接完成后才能进行下一层焊接。
2)对于当日不能完成的焊道,必须按规范要求施焊完成50%的钢管厚度,当气温过低时需采取保温措施。
对于未完成的焊道,次日焊接前,应对管口进行打磨。
有预热要求的要预热到焊接工艺规程规定的温度后才能进行施焊。
各种管道焊接及返修焊接工艺参照下表:
序号
规格
对接材质
使用焊接规程
焊丝
焊条
备注
1
Φ1016×
26.2
X70-X70
XQZC-WPS-63
H08Mn2SiA
E5515
2
X70-16MnR
3
Φ914×
28
X70-X60
4
X60-X60
XQZC-WPS-37
E5015
5
X60-16MnR
6
Φ813×
25
7
8
X60-16MnR
9
Φ762×
10
Φ711×
22.2
11
12
Φ610×
20
13
H08M000000000000n2SiA
14
Φ508×
16
15
XQZC-WPS-38
Φ356×
L360NB-L360NB
XQZC-WPS-09
(2)
17
L360NB-16Mn
18
L360NB-16MnR
19
L360NB-L245NB
L360NB-X70
21
Φ325×
22
23
L360NB-X60
24
Φ270×
26
27
Φ168×
9、
5.5
L245NB-L245NB
XQZC-WPS-11
(2)
E4315
L245NB-16Mn
29
Φ114×
30
31
TP304L-TP304L
XQZC-WPS-61
ER308L
32
Φ89×
33
34
Φ60×
XQZC-WPS-12
35
36
37
Φ34×
38
39
40
焊缝返修
XQZC-WPS-17
4.2.4焊接外观检查
管道对接焊缝应进行100%外观检查,外观检查应符合下列规定:
1)焊缝外观成型应均匀一致,焊缝表面不得有裂纹、未熔合、气孔、咬边、夹渣、飞溅、夹具焊点等缺陷。
2)焊缝表面不应低于母材表面,焊缝余高不得超过2mm,余高超过2㎜时应打磨,打磨后与母材圆滑过渡,但不得伤及母材。
3)焊后错边量应为:
当壁厚大于21㎜时,不大于3㎜;
当壁厚为16㎜时,不大于2.2㎜;
当壁厚为12㎜时,不大于1.6㎜;
当壁厚为10㎜时,不大于1.6㎜;
当壁厚为6㎜时,不大于1.5㎜;
当壁厚为5.5㎜时,不大于1.4㎜
当壁厚为5㎜时,不大于1.3㎜
当壁厚为3.5㎜时,不大于1㎜
当壁厚为3㎜时,不大于0.8㎜
4)盖面焊道局部允许出现咬边。
咬边深度应不大于管壁厚的12.5%且不超过0.5mm。
在焊缝300mm的连续长度中,累计咬边长度应不大于50mm。
4.2.5无损检测
1)管道对接焊缝均进行100%射线检查,合格级别为:
设计压力大于或等于4.0MPa为Ⅱ级合格;
小于4.0MPa为Ⅲ级合格。
2)不能进行射线探伤的部位焊接应按GB50235进行渗透或磁粉探伤,无缺陷为合格。
3)和电动球阀、止回阀焊接的焊口需对焊缝进行层层渗透无损检测。
4.2.6焊接返修
对于不符合标准要求的焊缝应按规定进行返修,返修应注意以下事项:
1)焊缝返修应按返修工艺XQZC-WPS-17进行,材质为X70、X60的焊口返修仅限于一次,其它材质(L360NB、L245NB)的焊口返修次数不宜超过二次,超过二次的返修必须经过技术负责人和现场监理工程师批准后才能进行缺陷焊缝的修复工作。
2)必须由取得焊缝返修资格的人员进行返修,并填写焊缝返修记录。
3)焊缝返修时,每处返修长度不得小于50㎜,相邻两处返修的距离小于50㎜时,应接一处缺限进行返修。
4)返修时定位缺陷位置必须准确,当磨不到缺陷时需扩大修磨范围。
5.0施工手段用料、检测工具及施工设备
1)主要施工用料表
名称
型号、规格
单位
数量
备注
焊把线
35mm2
米
800
铜芯
砂轮片
φ200(厚)
片
500
φ100(薄)
1000
水溶纸
公斤
宽胶布
50mm宽
卷
棉纱头
蓬布
m2
100
做防风棚用
角钢
40×
m
200
插件
付
焊工用牛皮软面罩
副
手套
150
2)主要检测工具
风速仪
台
焊接
环境
监测
干湿计
温度计
支
焊检尺
把
焊接检测
放大镜
5~10倍
个
红外线测温仪
0~300℃
预热
3)主要施工机具表
逆变直流电焊机
ZX7-400/ZX7-500
手工钨极氩弧焊枪
QQ-850/200
氩气压力、流量表
套
氩气胶带
中压
焊条保温筒
角向磨光机
Ф100
焊条烘干箱
0~500℃
直磨机
6.0质量、HSE保证措施
6.1质量保证措施
6.1.1凡参加本工程施工的焊工都应该按SY/T4103-1995焊工考试规则进行考试,并取得中国石油天然气集团公司管道焊接培训中心颁发的具有相应施焊项目的合格证。
焊工应全面掌握各部位的焊接程序及要求,严格按照焊接程序及要求施工,所有焊缝焊接后都应在单线图中标上焊口编号。
6.1.2施工用焊条必须按要求烘干,由专人负责并作记录,每个焊工领取焊条要用焊条保温筒装好。
在焊接时随取随用,对4小时用不完的焊条要退回给焊条烘烤员。
当用氩弧焊打底时,预先应用手工或机械方法除去焊丝表面的铁锈、油污直至露出金属光泽。
6.1.3焊缝焊完后立即去除渣皮、飞溅物,焊缝表面清理干净,发现有缺陷要及时补焊好后打磨平整。
并及时做好焊缝外观检查记录。
焊缝表面不得有裂纹、未熔合、气孔、凹陷、夹渣及熔合性飞溅等缺陷。
6.1.4在下列任何一种焊接环境,均应采取有效的防护措施,否则不得进行焊接:
1.雨天或雪天;
2.手工焊时,风速超过8m/s,钨极氩弧焊和气体保护焊时,风速超过2.2m/s;
3.焊接温度低于0℃;
4.大气相对湿度超过90%。
6.1.5由于库尔勒地区处于风沙地区,所以工艺管道在地面预制过程中可如下图焊制相应数量的移动防风棚进行焊接。
6.2HSE保证措施
6.2.1焊工上岗焊接时必须穿戴好必要的防护用品。
6.2.2焊机应接地良好,砂轮机导线、焊把线应绝缘良好,不得有破皮漏电。
6.2.3焊接时,场地附近不得有易燃易爆物品。
6.2.4在焊接时,必须放置好焊条筒、焊渣锤、磨光机、焊条回收桶等人。
焊条头必须放在回收桶,严禁乱扔焊条头。
6.2.5注意安全用电,用电开关应设专人管理,并注意经常检查绝缘情况。
6.2.6合理安排施工,尽量避免交叉作业,必要时应采取有效预防措施,确保施工生产顺利进行。
6.2.7所有操作人员严格按各工种安全操作规程进行作业。
7.0竣工资料的收集、整理
焊接工作记录
管口组对检查记录
焊口外观检查记录
焊条烘培发放记录
焊接环境及焊材库房环境监测记录
焊缝返修记录
焊接无损检测申请报告
 升级会员
升级会员 