开展度特种设备行政许可监督抽查工作实施方案Word格式.docx
《开展度特种设备行政许可监督抽查工作实施方案Word格式.docx》由会员分享,可在线阅读,更多相关《开展度特种设备行政许可监督抽查工作实施方案Word格式.docx(50页珍藏版)》请在冰豆网上搜索。
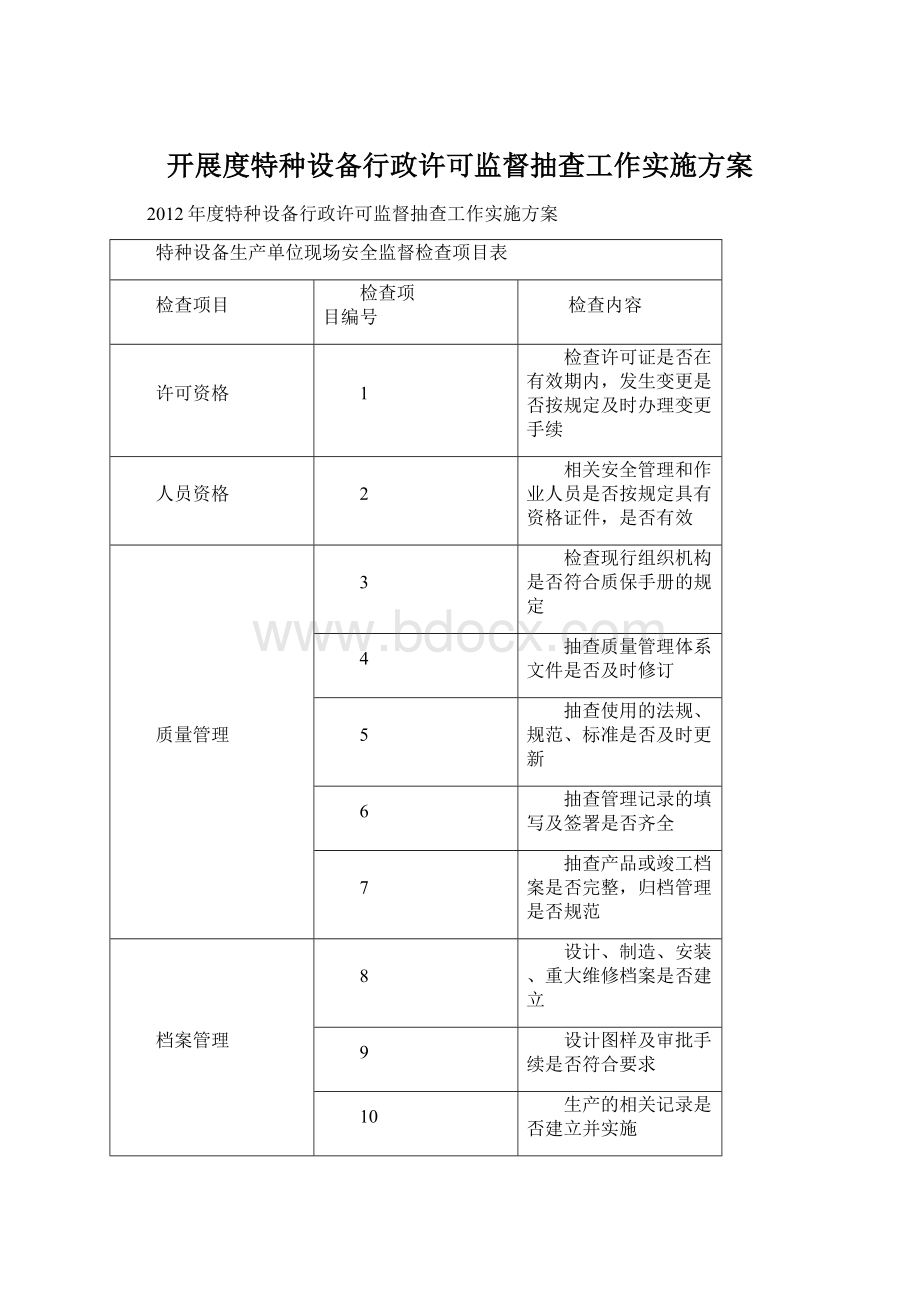
10
生产的相关记录是否建立并实施
11
监督检验的资料是否符合要求
现场管理
12
制造、安装、改造、维修现场的安全标志设置是否符合要求
13
生产现场的图纸、工艺文件、记录是否符合规定和现场实际
14
部件、材料的保管是否符合要求
15
生产设备、设施是否符合规定
16
检验设备、仪器是否满足要求,各项检测、试验记录是否符合现场实际
电梯制造单位:
基本条件
是否满足要求
人员要求
高级工程师3名,机械工程师10名,电气工程师10名,技术负责人为高级工程师
自行加工件
轿厢、组装控制柜;
组装控制柜及整梯(自动扶梯和自动人行道)
生产设备
剪切设备、折弯设备、冲压设备、钻孔设备、车削设备、焊接设备,以及整形设备、起重设备(杂物电梯除外)
检验检测仪器
加、减速度测量仪,限速器动作速度检测仪,万用表、钳形电流表、转速表、声级计、游标卡尺、钢直尺、卷尺、塞尺
试验井道最低运行高度/m
50
技术文件
所要求技术文件应正确、完整、统一;
设计文件:
图样目录、标准件明细表、外购件明细表、外协件明细表、自制件和外协件设计图纸、部件装配图、电气原理图及元器件代号表、设计计算书;
产品包装图、包装技术条件和产品出厂随机文件;
工装工艺文件:
工装图明细表(目录)、工装设计图样、工艺文件目录、工艺过程卡、检验要求、材料定额汇总表;
法规和安全技术规范
具有《特种设备安全监察条例》、《特种设备质量监督与安全监察规定》、《机电类特种设备制造许可规则》、地方的相关法规;
《电梯监督检验规程》、《液压电梯监督检验规程》、《自动扶梯和自动人行道监督检验规程》、《杂物电梯监督检验规程》
标准
应具有《电梯、自动扶梯、自动人行道术语》《电梯工程施工质量验收规范》、企业标准;
《电梯主要参数及轿厢、井道、机房的型式与尺寸》、《电梯用钢丝绳》、《电梯操作装置、信号和附件》、《电梯导轨》、《电梯制造与安装安全规范》、《电梯技术条件》、《电梯试验方法》、《电梯安装验收规范》、《电梯曳引机》、《交流电梯电动机通用技术条件》、《电梯层门耐火试验方法》、《杂物电梯》、《自动扶梯和自动人行道的制造与安装安全规范》、《自动扶梯梯级链、附件和链轮》
部件型式试验报告
具有以下部件型式试验报告1、各类曳引或强制驱动垂直电梯:
限速器、安全钳、缓冲器、门锁、绳头组合、导轨、曳引机、控制柜、防火层门、玻璃门及玻璃轿壁、上行超速保护装置、含有电子元件的安全电路;
2、杂物电梯:
限速器、安全钳、门锁、驱动主机;
3、自动扶梯和自动人行道:
梯级或踏板、梯级链、驱动主机、滚轮(主、副轮)、金属结构、扶手带、控制屏
质量保证体系人员
在管理层中任命1名质量保证工程师,任命各质量控制系统责任人员(以上人员应是电梯制造相关专业工程技术人员,并签订劳动合同,不得同时受聘两个单位)。
质量保证体系文件
质量保证手册(法定代表人或其授权代理人批准、颁布)、程序性文件(管理制度)、作业(工艺)文件和记录。
质量保证手册
应当描述质量保证体系文件的结构层次和相互关系,至少包括以下内容:
1、术语和缩写;
2、体系的适用范围;
3、质量方针和目标;
4、质量保证体系组织和管理职责;
5、质量保证体系基本要素、质量控制系统、控制环节、控制点的要求。
程序性文件(管理制度)
程序文件与质量方针相一致,满足质量保证手册基本要素的要求,并且符合本单位实际情况,具有可操作性
作业(工艺文件)和质量记录
应当符合许可项目特性,满足质量保证体系实施过程的控制需要。
文件格式及其包括的项目、内容应当规范标准
质量计划(过程控制表卡、施工组织设计或者施工方案)
能够有效控制产品(设备)安全性能,能够依据各质量控制系统要求,合理设置控制环节、控制点(包括审核点、见证点、停止点),满足手里的许可项目特性和申请单位实际情况,包括以下内容:
1、控制内容、要求;
2、过程中实际操作要求;
3、质量控制系统责任人员和相关人员签字确认的规定。
质量保证体系基本要素
管理职责、质量保证体系文件、文件和记录控制、合同控制、设计控制、材料(零部件)控制、作业(工艺)控制、检验与实验控制、设备和检验实验装置控制、不合格品(项)控制、质量改进与服务、人员培训、考核机器管理
法规、安全技术规范允许分包项目
制定分包质量控制基本要求,包括资格认定、评价、活动的监督、记录、报告的审查确认
内审
定期对质量保证体系进行管理评审并记录;
质量保证体系发生变化,及时按照规定程序修订质量保证体系文件,必要时对质量保证手册进行再版。
质量方针和目标
经法定代表人(授权的代理人)批准,形成正式文件。
符合本单位的实际情况和许可项目范围、特性,突出特种设备安全性能要求;
指明本单位的质量方向和所追求的目标,体现质量持续改进的承诺;
质量目标进行量化和分解,落实到质量控制系统及其相关的部门和责任人员,并且定期对质量目标进行考核。
质量保证体系组织
根据许可项目和本单位实际情况,建立独立行使特种设备安全性能管理职责的质量保证体系组织
文件控制
受控文件包括质量保证体系文件、外来文件、其它需要控制的文件等;
文件的编制、会签、审批、标识、发放、修改、回收等规定;
质量保证体系实施的相关部门、人员及场所使用的受控文件为有效版本的规定;
文件的保管方式、保管设施、保存期限及其销毁的规定。
记录控制
特种设备制造过程形成的记录的填写、确认、收集、归档、储存等;
记录的保管和保存期限等、相关受控记录表格为有效版本的规定
合同控制
形成合同评审记录并且保存的规定
设计控制
设计输出形成设计文件(设计说明书、设计计算书、设计图样)满足法规、安全技术规范、标准及技术条件
材料、零部件控制
对分供方进行评价、选择、重新评价,并编制分供方评价报告,建立合格供方名录,对法规、全技术规范有行政许可规定的分供方,应当对分供方许可资格进行确认;
材料、零部件验收(复验)控制、存放与保管、领用、使用和代用控制。
作业(工艺)控制
焊接控制
起重机械制造单位
机械工程师7名,电气工程师4名,技术负责人为高级工程师,检验人员6名,其中2名工程师,电工6名以上,电焊工25名以上,均有资格证(电动葫芦企业电焊工数量不作要求)
厂房建筑面积(㎡)
2000(结构车间至少10000)
桥式起重机
梁式起重机须具备:
(1)剪板机
(2)油压机或压力机、折弯机(3)镗床或专用镗床(4)龙门刨(5)焊接设备
其它桥式起重机须具备:
(1)剪板机
(2)油压机或压力机、折弯机(3)CO2气体保护焊机或自动埋弧焊机(4)自动(或半自动)气割机(5)数控切割机(A级要求)(6)钢轨校直设备(7)钢材预处理及除锈装置(A级要求)。
门式起重机
(1)剪板机
(2)油压机或压力机、折弯机(3)CO2气体保护焊机和自动埋弧焊机(4)自动(或半自动)气割机(5)数控切割机(A级要求)(6)钢轨校直设备(7)钢材预处理及除锈装置(A级要求)。
轻小型起重设备
葫芦生产厂须具备:
(1)根据工艺要求配备的主要机加工设备,包括减速器箱体箱盖加工专用机床
(2)焊接设备。
叉车:
(1)焊接设备
(2)机加工设备
(2)钢材预处理及除锈装置(3)涂装设备(4)铸造设备。
检测检验仪器
梁式和桥式起重机须具备:
(1)经纬仪
(2)水准仪(3)框式水平仪(4)声级计(5)500V兆欧表(6)30m、50m经检定的钢卷尺(带修正值)(7)布氏硬度计和洛氏硬度计(8)二级(及以上)角尺(9)漆膜测厚仪(10)钢丝(Ф0.49~Ф0.52)(11)150N重锤(12)千分尺(13)百分表(14)各种样板(含焊缝样板、焊缝检查尺)(15)X射线探伤仪和超声波探伤仪。
(1)箱体箱盖中心距检测装置
(2)齿轮检测仪器及设备(3)材料理化分析仪器(4)清洁度检测仪器(5)电动葫芦试验台(包括相应砝码、调压装置)(可测功率、电压、电流、频率、制动下滑量)(6)声级计(7)硬度计(8)漆膜测厚仪。
叉车生产厂须具备:
(1)声级计
(2)500V兆欧表(3)材料化学成分分析仪器(4)符合JB/T3300-1992的试验载荷块(5)温度计(6)电流表(7)电压表(8)转速表(9)管型测力计(10)角度测量仪(11)静态测试平台(12)制动距离测试器具或仪器设备。
叉车生产厂另须具备实验场地:
(1)直线跑道,宽度不小于5m,内燃叉车生产企业跑道长度不小于100m,蓄电池叉车生产企业跑道长度不小于60m
(2)具有与企业生产叉车设计相同坡度的坡道(或设计值±
2.5%的坡道),设计坡度≥15%的还应有15%坡度的坡道。
标
准
(1)《通用桥式起重机》(GB/T14405-1993)
(2)《冶金起重机技术条件》(GB/T16788.1-1995~GB/T16788.15-1995)(3)《防爆桥式起重机》(JB/T5897-1991)(4)《绝缘桥式起重机技术条件》(JB/T8907-1999)(5)《电动单梁起重机》(JB/T1306-1994)(6)《电动单梁悬挂起重机》(JB/T2603-1994)(7)《电动葫芦桥式起重机》(JB/T3695-1994)。
(1)《通用门式起重机》(GB/T14406-1993)
(2)《水电站门式起重机》(JB/T6128-1992)。
葫芦:
(1)《钢丝绳电动葫芦》(JB/T9008.1-1999~JB/T9008.6-1999)
(2)《环链电动葫芦技术条件》(JB/T5317.2-1991)(3)《环链电动葫芦用电动机》(JB/T5317.3-1991)。
(1)《平衡重式叉车整机试验方法》(JB/T3300-1992)
(2)《侧面式叉车》(JB/T9012-1999)(3)《前移式叉车基本参数》(JB/T3244-1999)(4)《插腿式叉车基本参数》(JB/T3340-1999)(5)《托盘堆垛车基本参数》(JB/T3341-1999)(6)《机动工业车辆安全规范》(GB10827-1999)(7)《汽油车排气污染物的测量怠速法》(GB/T3845-1993)(8)《柴油车自由加速烟度测量滤纸烟度法》(GB/T3846-1993)(9)《蓄电池搬运车整机试验方法》(JB/T7635-1994)(10)《厂内机动车辆安全检验技术要求》(GB16178-1996)。
图纸
所有申请取得制造许可的各型号规格产品的图纸完整、正确、齐全、统一,符合有关标准,套(份)数满足生产要求,图纸签字齐全,并核对所提样机是否按图纸制造。
工艺文件
关键工艺、焊接、主要机加工件、装配、涂装、检验等的工艺文件正确完整,符合工厂的工艺流程。
起重量限制器、力矩限制器、起升高度限制器、防坠安全器、制动器、防撞装置(缓冲器)。
体系建立及
管理职责
建立
质量手册及其相关管理制度,应当符合规定,并且能够结合有关规定和实际情况及时进行修改、更新。
责任人
员职责
查阅质量体系文件、责任人员任命等文件,审查是否符合以下要求:
(1)规定了申请单位法定代表人对特种设备许可项目安全性能负责;
(2)任命相关的各质量控制系统的责任人员。
(3)质量体系文件明确规定了各质量控制系统责任人员和检验、试验人员的职责、权限和相互的关系,以及工作接口控制和协调措施。
质量体系文件
工艺文件和质量记录表卡
对照质量体系文件、许可项目的技术文件、作业指导书和质量记录表卡等文件,现场抽查所使用的工艺文件、档案等文件。
审查是否符合以下要求:
(1)为质量体系文件规定的表格格式、内容达到标准化、文件化,能否够满足特种设备许可项目质量控制要求;
(2)现行使用的各种表格、记录为有效版本。
质量计划
查阅质量体系文件有关质量计划(过程质量控制卡、施工组织设计或施工方案)的规定。
结合质量体系实施的记录文件,抽查其实施情况。
审查其质量控制系统、质量控制环节、质量控制点设置是否合理;
审查质量计划中各个质量控制环节、质量控制点是否均由相关责任人员签字确认。
文件资料记录
文件资料和记录控制的执行
结合所抽查的产品的质量档案,审查质量计划(过程质量控制卡、施工组织设计或施工方案)、设计文件、工艺文件、质量记录、检验检测和试验报告(包括分包方提供的检验检测和试验报告)等文件、资料。
审查上述文件、资料的有效性和收集、编制、会签、发放、修改、回收、保管是否按照质量体系文件的规定执行。
采购与材料控制
控制程序
对照质量管理手册的相关规定和程序性文件(管理制度),审查是否规定了与特种设备许可项目相关的采购程序、控制范围、内容是否符合相关规定。
采购控制
按照以下要求进行审查:
(1)对照制造单位提交的合格分包方名录,结合材料库、零部件库、设备库、制造(施工)现场巡查的情况,抽查分包方是否在合格分包方名录内;
(2)对照质量管理手册的相关规定和程序性文件的规定,抽查合格分包方的选择依据、分包方评价报告、分包方的考核情况是否符合相关规定。
对于需要许可的分包方,是否对分包方持有的许可项目进行了评价;
评价报告结论是否符合相关规定的要求;
(3)结合申请单位的采购计划和采购合同,审查是否按照采购控制程序实施,相关责任人员是否履行其职责。
材料
控制
对照质量手册的相关规定和程序性文件(管理制度),结合材料库、零部件库、设备库、制造现场巡查情况,抽查材料(包括采购的成品或者半成品)验收(入厂复验记录、报告)记录、材料入库记录、材料台帐,检查材料质量证明书,追踪材料存放现场、材料标识和标识移植。
(1)材料(包括采购的成品或者半成品)验收检验(复验)能够按照规定控制程序执行,材料责任人员能够履行职责,对材料验收、复验进行了有效的控制;
(2)材料(包括采购的成品或者半成品)能够分区存放,材料标识、分类等符合规定;
(3)材料台帐清晰明确;
(4)按照制造现场巡视情况或者抽查的许可项目的质量档案,抽查材料质量证明、材料台帐、质量记录、检验试验报告,其材料的领用、代用手续能够符合规定;
(5)制定了材料代用的相应规定(内容包括材料代用的基本要求及代用范围,材料代用试验和检验的验证,材料代用的审批等),发生材料代用时能够按照规定要求执行。
工艺控制
程序
对照质量管理手册的相关规定和程序性文件(管理制度)和许可项目的特性,审查工艺控制程序文件(管理制度)规定的内容是否符合相应要求,工艺控制系统的责任人员职责、权限是否贯彻执行。
工艺
执行
结合所抽查的产品的安全性能,审查工艺文件、工艺检查记录、产品档案等是否严格执行工艺,现场检查使用的工艺文件及质量计划、相关质量记录等审查工艺执行情况是否符合要求。
工装模具控制
对照质量管理手册的相关规定和程序性文件(管理制度)和结合许可项目的特性,审查工装、模具的管理规定(包括工装、模具的设计、制造、编号、保管、定期检验和维修以及报废的要求)。
抽查工装模具台帐、制造、检验记录等资料,审查工装模具管理是否执行相关规定。
焊接质量
对照质量手册的相关规定和程序性文件(管理制度),审查相关质量体系文件的规定是否完整齐全(焊接人员资格管理、焊接人员标识、焊材保管、发放与回收、焊接工艺评定、焊接工艺、施焊记录、焊缝返修、焊接试板),所规定的内容是否符合相应规范、标准的要求。
焊接
人员
管理
对照制造单位提交的特种设备焊接人员明细表和特种设备焊接人员资格证,抽查焊接人员档案;
抽查生产产品质量档案或在焊接现场检查焊接人员资格和焊接记录。
(1)建立了焊接人员技术档案并能够较完整的保存;
(2)焊接人员的资格评定及其记录符合规定;
(3)焊接人员标识清晰(根据实际情况焊接人员标识可采用多种形式,如钢印、资料记录等)与施焊记录一致;
(4)焊接人员是否能够持证(包含合格施焊项目)操作。
焊接工艺
评定及
根据制造单位提交的焊接工艺评定一览表,抽查焊接评定报告、质量记录、档案以及焊接工艺评定用试样的保存情况、焊接现场使用的焊接工艺文件及其焊接记录。
(1)焊接工艺评定报告(PQR)、焊接工艺指导书(WPS)或者焊接工艺卡符合相关规范、标准的规定;
(2)焊接工艺评定的项目、数量、方法、程序、试验、试样及其保管,文件及其编制、审核、批准符合规定,焊接工艺评定的项目能覆盖所申请许可项目所需要的焊接工艺;
(3)焊接工艺文件的编制、审核、批准、发放、使用、修改符合相关程序文件、管理制度的规定;
(4)能够按相关规定制作焊接试板(标准规定需要时)。
过程
根据现场巡视和抽查的生产产品质量档案,追踪抽查焊接现场施焊情况。
(1)现场施焊能够执行焊接工艺,焊接记录规范、完整齐全,焊接质量能够得到有效控制;
(2)焊接质量能够进行统计分析,并且能够对存在问题进行改进;
(3)焊接返修按照焊接返修工艺进行,焊接返修程序能够按照相关程序规定由相关责任人员进行审批,返修后能够进行了相关的检验检测并满足相关标准规定。
焊接材料控制
根据生产现场巡视和抽查的生产产品质量档案,追踪检查焊材库的设置和焊材烘干设备、焊材库的温度、湿度测量仪表是否满足要求;
检查焊接材料质量证明书和台帐,现场检查焊材库的温度、湿度记录;
结合正在进行施焊的工艺文件、施焊记录,检查焊接材料的采购、验收、检验、贮存、烘干、发放、使用和回收管理是否符合规定。
热处理控制
热处理控制程序
对照质量手册的相关规定和程序性文件(管理制度)和结合许可项目的特性,审查相关质量体系文件所规定的热处理质量控制要点是否完整齐全,内容是否符合要求。
热处理工作由分包方承担时,质量体系文件是否规定了对热处理分包方质量控制的要求。
热处理工艺和过程控制
根据所抽查产品制造质量档案,审查热处理工艺文件的编制、审核、批准、使用、发放、记录、报告、保存等,是否符合质量体系文件规定。
根据现场巡视的情况,审查热处理设备是否有热处理温度自动记录装置;
热处理温度自动记录装置是否在计量有效期内;
出具的热处理报告是否符合规定;
热处理温度自动记录上是否注明了热处理炉号、工件号(产品编号)、热处理日期、热处理操作工签字、热处理责任人签字等),并且经热处理责任人员审核确认。
热处理分包控制
制造单位热处理工作由分包方承担时,审查提交的热处理分包合同、分包方的评价报告、热处理质量档案等资料,审查是否符合以下要求:
(1)依据热处理控制程序(管理制度)规定,是否对热处理分包方进行定期评价并出具评价报告;
热处理质量是否得到有效控制;
(2)分包方出具的热处理温度自动记录、热处理报告是否符合相关要求,并且经申请单位热处理责任人员审核确认。
无损检测控制
无损检测控制程序
查阅质量手册的相关规定和程序性文件(管理制度)和结合许可项目的特性,审查相关质量体系文件所规定无损检测质量控制要点是否完整齐全、内容是否符合要求。
制造单位的无损检测工作由分包方承担时,质量体系文件是否规定了无损检测分包方质量控制的要求;
并明确无损检测责任人员对分包方无损检测质量控制的职责。
无损检测工艺
根据许可项目的实际情况,审查无损检测工艺文件,追踪检查现场无损检测工艺执行情况。
审查无损检测标准规范的选用,通用工艺文件、专用工艺文件的编制、审核、批准,无损检测操作的控制,无损检测记录、报告的编制、审核、批准,RT底片的保存归档,UT试块的管理,无损检测设备的管理等是否符合规定。
无损检测过程控制
结合所抽查产品制造质量,查阅设计文件、工艺文件,抽查出具的无损检测记录、报告,抽查设备档案,检查出具的无损检测记录、报告。
(1)无损检测标准选用、工艺编制、操作的控制、报告的审核签发和档案等符合相应规定;
(2)无损检测方法、数量、比例符合相应规定;
(3)不合格部位的检测方法、扩探数量符合相应规定。
无损检测人员管理
根据制造单位提交的无损检测人员明细表、无损检测人员档案和资格证,追踪检查无损检测人员的资格(包括无损检测人员培训、考核记录、资格证书、持证项目的管理、无损检测人员的职责、权限等)是否符合相应规定,无损检测人员是否能够持证操作。
无损检测报告
根据许可项目的特性,结合所抽查生产产品(设备)质量档案及对成品、在制品(在施工项目)的无损检测记录、报告,检查无损检测记录、报告、射线检测底片是否符合相应规定,采用的无损检测标准是否准确,射线检测底片质量和保管是否符合要求,无损检测方法、数量、比例是否符合相应规定,不合格部位的检测方法、扩探数量是否符合相应规定,无损检测记录、报告的编制、审核、批准是否符合相应规定。
无损检测分包控制
制造单位无损检测工作由分包方承担的,结合所申请许可项目的特性,审查分包的合同及其对分包方的评价文件;
审查分包方的无损检测许可资格,无损检测人员资格证明;
抽查无损检测记录、报告。
(1)制造单位能够对分包方进行定期评价;
(2)分包方无损检测许可资格和许可范围、无损检测人员资格满足特种设备许可项目的要求;
(3)对分包方无损检测质量能够进行有效控制;
(4)分包方出具的无损检测记录、报告符合相关标准规定;
(5)无损检测责任人员能对无损检测报告进行了审核确认。
理化检验控制
理化检验控制程序
查阅质量管理手册的相关规定和程序性文件(管理制度)和结合许可项目的特性,审查质量体系文件有关理化检验质量控制的规定是否完整齐全、内容是否符合要求。
制造单位理化检验工作由分包方承担时,质量体系文件是否规定了理化检验分包方质量控制的要
 升级会员
升级会员 