CN6136型车床使用说明书Word文档下载推荐.docx
《CN6136型车床使用说明书Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《CN6136型车床使用说明书Word文档下载推荐.docx(20页珍藏版)》请在冰豆网上搜索。
1.2机床的主要技术参数
中心高mm188
床身上最大工件回转直径mm406
刀架上最大工件回转直径mm215
最大工件长度mm750
主轴端部代号C6、D6
主轴锥孔No.6
主轴通孔直径mm52
主轴转速级数16
主轴转速范围r/min19~1800
纵向及横向进给量种数各45
纵向进给量范围mm/r0.05~3.19
横向进给量范围mm/r0.025~1.95
车削螺纹范围
米制螺纹种数30
范围mm0.45~20
英制螺纹种数35
范围T.P.I80~1
模数螺纹种类25
范围mπ0.25~10
径节螺纹种数30
范围D.P160~3
刀架横向最大行程mm255
小刀架最大行程mm130
刀架转盘回转角度±
45°
主轴中心线至装刀基面距离mm23
刀杆截面尺寸mm20×
20
尾座顶尖套筒直径mm55
尾座顶尖套筒最大行程mm120
尾座顶尖套筒锥孔No.4
尾座横向移动范围mm±
10
主电动机型号YHD132M.6/4.B5
功率KW4/5.5
转速r/min970/1400
冷却电泵型号AB—25
功率W90
流量L∕min25
主传动用三角皮带型号A型2032
根数3
机床轮廓尺寸
长度mm2182
宽度mm1053
高度mm1453
机床净重kg1300
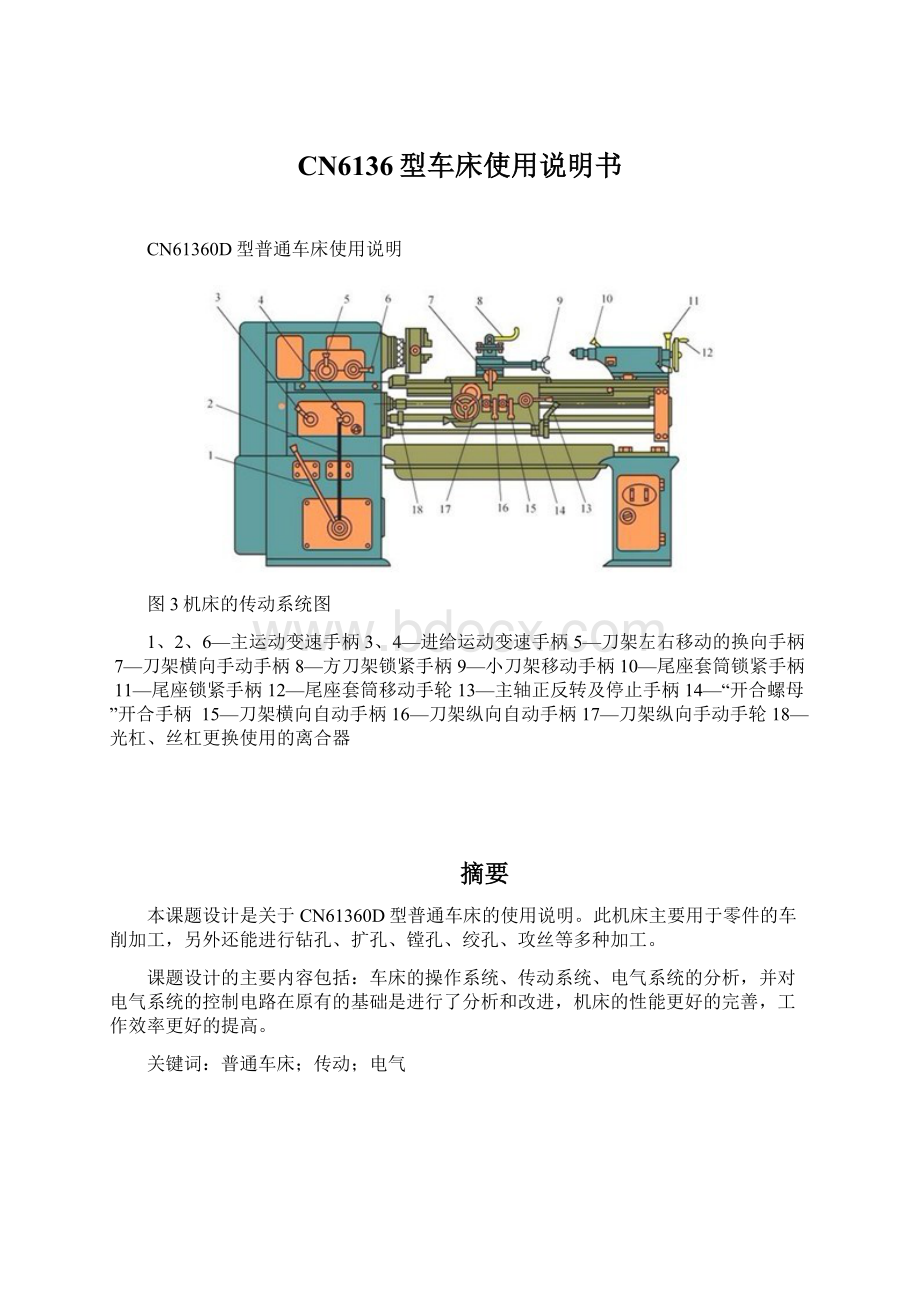
1.3机床的操纵系统
机床的操纵系统见图1-2和表1-1操作部件表。
操纵机床时,应注意下列事项:
1、主轴箱手柄只准在停车时拨动。
2、进给箱手柄只准在低速或停车时拨动。
电动机输出动力经皮带轮的传动传给床头变速箱,变换箱外手柄的位置可使主轴得到各种不同的转速。
主轴通过卡盘带动工件做旋转运动。
此外主轴的旋转通过挂轮箱﹑进给箱﹑丝杠或光杠﹑溜板箱的传动,使拖板带动装在刀架上的刀具沿床身导轨做直线走刀运动。
主轴箱:
又称床头箱,它的主要任务是将主电机传来的旋转运动经过一系列的变速机构使主轴得到所需的正反两种转向的不同转速,同时主轴箱分出部分动力将运动传给进给箱。
主轴箱中等主轴是车床的关键零件。
主轴在轴承上运转的平稳性直接影响工件的加工质量,一旦主轴的旋转精度降低,则机床的使用价值就会降低。
车床主轴旋转运动是由主轴电动机通过皮带拖动的。
主轴通过卡盘或顶尖带动工件旋转完成主切削运动。
车床进给运动是装有车刀的刀架的纵向或横向直线运动,其运动方式有手动和电动两种。
是由电动机通过主轴输出,再通过溜箱的齿轮与床身上的齿条,或通过下刀架的丝杆与溜板箱的螺母,使溜板箱获得运动并带动溜板运动。
一般情况下车削加工只需要单方向旋转,只有在加工螺纹时,为避免乱扣,才用主轴反转来进行退刀,然后再进刀加工,因此要求主轴有正反转。
同时为了保证旋转速度与进给速度有严格的比例关系,因此进给运动与主运动由同一台电机拖动。
车床的辅助运动有刀架的快速移动、工件的夹紧与放松,以及尾架的移动。
刀架的快速移动由主轴电机带动。
工件的夹紧预放松、尾架的移动一般由手动操作
表1-1操作部件名称表
图1序号
名称用途
1
电源开关
2
冷却电泵开关
3
主电动机变速开关
4
主轴变速手柄
5
6
车削左、右螺纹变换手柄
7
螺距、进给时变换手柄
8
9
正、反车启动手柄
11
床鞍纵向移动手轮
12
横进给、纵进给、开合螺母手柄
13
横刀架移动手柄
14
方刀架转位手柄
15
小刀架移动手柄
16
床鞍紧固方头
17
尾座顶尖套筒夹紧手柄
18
尾座紧固螺母
19
尾座横向移动调节螺钉(前、后两个)
尾座快速紧固手柄
21
顶尖套筒移动手轮
22
23
急停按钮
24
过载保护手柄
25
刹车机构开关
图1-2机床的操作系统
2机床的分析
2.1机床的传动系统
2.1.1主运动
主轴的传动中双速主电动机经三角皮带将动力传至主轴箱,籍助变速手柄4、5、22和主电机变速开关3(见图1-2)。
可使主轴获得16级转速。
转速的变换及转速值见(表2-2)。
本机床主轴转速在实际使用过程中稍有变化,因主电机系高转差率功能,空车转速略高随负荷的大小,略有起复,这对加工螺纹和小件频繁正反启动,克服电机发热具有显著作用。
如遇到紧急情况需立即停止主运动,只需按下急停按纽23(图1-2)就可实现。
当重新启动开车时,只需将正、反车启动手柄9或10(图1)先置于停车位置,然后再正、反启动。
表2-2转速的变换及转速值
2.1.2进给运动
机床主轴转一转时刀架的纵、横向进给量或螺纹之螺距均可由机床上所附之标牌中查得。
其中“M”表示螺纹进给,“S”表示纵、横向进给量。
横向进给量为纵向进给量的≈1/2。
进给箱操作手柄之各个位置A~F;
l~6;
I~V和M~S由图2-3可知。
当手柄在图示与进给箱平面平行的位置时,可调整得l~6和I~V中的任何一位置;
当手柄向外拉,手柄杆与进给箱平面成10~20°
角时,可得到A~F和M~S中的任一位置。
图2-3手柄操作示意图
2.1.3滚动轴承明细表及分布图
滚动轴承明细表见表2-3,滚动轴承之分布见图2-4。
表2-3滚动轴承明细表
名称
型号
规格
件数
安装部件
单列向心球轴承
8×
22×
39
1000905
25×
42×
103
17×
35×
41
104
20×
21
(2)、41
105
47×
106
30×
55×
21
(2)、39
(1)、41
108
40×
68×
21
205
52×
21(3)、41
206
62×
210
50×
90×
303
306
72×
双列向心短圆柱滚子轴承
2D3182119K
95×
145×
37
单列向心推力球轴承
36214
D36214
70×
125×
单列推力球轴承
8102
15×
28×
51
8103
E8105
8205
65
8105
D8115
75×
100×
图2-4滚动轴承分布图
2.2机床的电气系统
2.2.1电气控制说明
本机床采用50HZ、380V三相电源。
主电机采用YHD123M、6∕4、B5型双速异步电动机,可提供两种不同速度,旋动(QS1)处于反转位置时,主电机绕组成“△”接法,电机做低速运转;
旋转(QS1)正转位置时,主电机绕组成“YY”接法,电机做高速运转;
(QS1)处于“0”位置时,主电机与供电线路断开不工作。
旋转(QS2)处于(Ⅰ)位置时,可启动冷却泵,“0”位置可停止冷却泵。
开关SA1处于左侧反转位置时,主电机具有刹车功能,此时白色信号灯(HL2)亮。
SA1处于右侧正转位置时,主电机不具备刹车功能,此时白色信号灯(HL2)灭。
机床工作灯电压为交流24V安全电压供电。
关闭机床时,应将电源开关手柄板至“断开”位置,并锁上电源开关。
将手柄板至“开关”位置,可打开壁龛门盖,此时已切断电源,用专门钥匙在“解锁”处旋转,可不断电打开门盖。
关闭壁龛时,必须将空气开关(QF1)板至断开位置,可扳动电源开关手柄至“开门”位置,轻轻合上门盖,也可用钥匙在“解锁”处旋动门钩,合上门盖,强行关门将损坏空气开关(QF1)的手柄。
表2-4电气设备清单
电气代号
图区
名称和用途
数量
供应单位
备注
QS1
双速电机变速开关
HZ5-20/4,M08a
北京机床厂
QS2
冷却泵开关
HZ5-10/1.7,L02
KA1
失压保护接触器
LC1-DO910,380V
TE
KM1
主轴正转接触器
LC1-D1801,380V
KM2
主轴反转接触器
SQ1
主轴正转开关
JW2-11Z/3
上海第二机床厂
SQ2
主轴正反转开关
SQ3
主轴反转开关
SQ4
安全开关
LX12-2
无锡机床电器厂
SQ5
脚刹开关
JW2-11H/L
(1)
专用
FU1
冷却泵熔断器
RL1-15.2A
南京电瓷厂
FU2
工作灯熔断器
SB1
LAY3-11ZS/1
西安机床电器厂
EL1
机床照明灯
JC74,24V
上海虹口灯具厂
HL1
电源信号灯
DH16-2,白色24V
上海仪表元件厂
TC1
照明变压器
JBK3-63380V/24V
无锡第二机床厂
QF1
自动开关
DZ15-30/3902,30V
上海第三开关电机厂
附机械联锁
M1
主轴双速电机
YHD132M6/4,4/5.5KM
皖南电机厂
B5
M2
冷却泵电机
AB-25,90W
南京微分电机厂
XT1
配电板端子板
TD-30
上海向阳胶木厂
带罩
XT2
TD-15
YB1
电磁刹车
ZDZM6-120N
成都国光电子管总厂
HL2
刹车信号灯
上海仪器元件厂
FR1
过载热继电器
LR2-D1303C
0.25~0.4A
2.2.2电气原理图分析
电气控制线路原理图主要由主电路、控制电路、照明电路组成,
1、主电路分析
在主电路中,M1为主轴电动机,拖动主轴的旋转并通过传动机构实现车刀的进给。
主轴电动机M1的运转和停止由接触器KM1的三个常开主触点的接通和断开来控制,电动机M1只需作正转,而主轴的正反转是由摩擦离合器改变传动链来实现的。
电动机M1的容量小于10KW,所以采用直接启动。
M2为冷却泵电动机,进行车削加工时,刀具的温度高,需用冷却液来进行冷却。
为此,车床备有一台冷却泵电动机拖动冷却泵,喷出冷却液,实现刀具的冷却。
带钥匙的低压短路器QF是电源总开关。
2、控制电路分析
正转时SQ1、SQ2被压下动作,反转时SQ2、SQ3被压下动作,SQ4是皮带罩开关,保证必须盖上皮带罩后方可起动。
KA是零位保护兼冷却泵接触器,零位保护接触器的作用是保证当操作杆未置于零位(中间停止位置)时送电或者在工作过程中突遇停电又马上恢复供电时,车床不会自行起动,以防发生意外。
如要起动车床,必须把操作杆归零,让KA吸合。
3、照明和信号电路的分析
照明电路采用36V安全交流电压,信号回路采用6.3V的交流电压,均由控制变压器二次侧提供。
FU2是照明电路的短路保护,照明灯EL的一端必须保护接地。
合上电源开关QF,指示灯HL亮,表明控制电路有电。
图2-5电气原理图
图2-6电气安装图
图2-7配电板位置图
3机床的维护
3.1机床的安装
3.1.1安装
机床安装必须正确,以免影n向机床精度及使用寿命。
安装方法有二:
l、机床采用地脚螺栓安装在坚固的基础上,以保证机床稳定工作。
地基尺寸见图3-10,其深度可根据土质决定,一般可取400mm,将地脚螺钉用水泥封固,并同时整理好地基表面,待水泥干固后,用随机供给的六组垫铁支承机床。
凋整垫块使水平仪在纵向和横向的读数均控制在0.08/1000范围内,通过地脚螺钉固定机床。
2、也可用6组可调像胶垫铁直接安装机床,只要地基坚实,这样可避免地基挖洞,安装周期}乏等缺陷。
(豫胶垫铁用户自购)
图3-10安装基础图
最大工件长度为750时,A=1210mm;
最大工件长度为1000时,A=1440nlm。
3.1.2清洗
3.2机床的润滑和冷却系统
3.2.1润滑系统
机床应按期进行润滑(见下图)以保证机床的正常运转,机床的润滑应遵守以下规定;
1、机床采用30号机油润滑。
2、主轴箱、进给箱和溜板箱内的油,在开始使用l0~20天内,换油一次。
3、车前应检查各油窗油面高度,各润滑点均应按时加油。
图3-11润滑系统图
3.2.2冷却系统
(图3-12)本机床冷却装置,采用电泵直接供水。
电泵AB~25,安装在右床座2上,通过橡胶管3连接在大拖板4上,水的流量由阀5得到调节。
金属软管6可随意改变喷水位置,使用较方便,冷却水的配制,由用户自行选配。
-
注意:
当加工工件断续使用冷却水时,一般总是关闭阀5,不关电泵,时间隔长了,往往忘记电泵还在工作着,这样,影响泵的寿命,既费电又不安全,一定要养成不用泵随关泵的习惯。
图3-12冷却系统
3.3机床的保养及调整
3.3.1注意事项
为保证机床正常工作,使用中应注意以下事项:
1、经常注意各油标内油面的高度,一般不低于油标中心,防止机件因润滑不良而损坏。
2、所有润滑点必须按时注入润滑油。
3、主轴旋转时,不得拨动变速手柄。
3.3.2机床的调整
1、主轴的调整:
主轴的回转精度控制其径向跳动及轴向窜动来保证(见合格证明书检验4、5、8等项)。
径向跳动主要由主轴前端的双列向心短圆柱滚子轴承保证,轴向窜动则由尾端单向推力球轴承和单列向心推力球轴承保证。
若机床使用日久,上述各项精度不合要求而需调整时,调整方法如下(见图3-13):
图3-13机床主轴的调整
松开螺母2和4的螺钉l和3,转动螺母进行调整,调整后再拧紧螺钉1和3即可。
调整后应进行主轴的高速空运转试验。
在空运转超过l小时后测定主轴轴承温度不得超过70℃,温升不得超过40℃,否则应重新调整。
2、主轴制动的调整:
本机床主轴是采用电磁吸合,对电机输出轴来实现制动的(图14),当操纵手柄板到停车位置时,(或按纽在停止位置时),电机l暂停,定片4移向磁轭2吸牢,皮带轮3停止转动,主轴迅速停止。
当手柄板到正车或反车位置时(启动按纽在开的位置时),电机启动,通过皮带轮使主轴恢复旋转,在调整制动器磨损间隙时,其间隙不小于O.4~lmm。
如果制动器相互摩损间隙过大而失去制动效果时,可拆下皮带轮,将皮带轮小端车去一个约等于制动器磨损量即可。
调整时必需首先将总电源关闭,手柄板在停车位置。
3、主传动三角皮带的调整:
先松开电机底板上的T型螺钉、螺母5和下部提升降落螺母,调整皮带松紧程度后再拼紧以上螺母。
图3-14主轴制动装置
4、横向丝杆螺母的调整:
(图3-15)紧固螺母1不动,只要调整螺钉2即可满足。
图3-15横向丝杆螺母间隙调整
5、溜板箱过载保护装置(图3-16);
溜板箱移动动力是经光杆、齿轮副到图中齿轮1,然后通过其上的结合子传至套之,再通过花键传至轴3。
当车削抗力超载时,零件l和2之间的结合子打滑,从而对后面的传动件起保护作用。
所能承受的负载可通过螺钉5改变弹簧4的压力得到调节。
结合子复位由手柄24实现。
不可将螺钉5调到使弹簧处于压死状态,否则保护将失去作用。
图3-16溜板箱过载保护机构
6、尾座偏心锁紧手柄的调整(图3-17):
尾座的调整可籍螺母18或偏心锁紧手柄进行。
通过螺母1可调节偏心锁紧手柄的锁紧位置。
图3-17尾座偏心锁紧
结束语
本课题设计的是CN6136D型普通车床,用于车削内、外圆柱面、圆锥面等各种旋转表面及端面、能车削常用公制、英制、模数、径节螺纹、还能进行钻孔、扩孔、镗孔、铰孔、攻丝等多种加工。
在本课题设计中主要对该机床的主要用途,适用范围,技术参数,搬运安装,操作、传动、电气系统,以及机床的润滑、冷却,保养、调整做出了详细的介绍和说明。
其中,电气系统的分析和改进为整篇的设计核心。
选择该课题的原因是因为它综合了我所学的很多课程,其中包括:
机械设计基础,工程制图,机械制造基础,电机及继电器控制技术,电工基础,气动控制技术……
因此通过该课题设计的完成,我对大学所学的知识有所温固并且有了新的认识和加深,在整个过程中我首先对机床的结构进行了系统的了解和认识,然后通过一些详细的资料对其有了进一步的加深了解才开始着手课题的设计,设计过程中虽然有许多的困难和不解,但得到了许多专业人员,老师和同学的帮助使其能够顺利进行。
这次课题设计的完成使我受益匪浅,不仅对专业知识有了进一步的理解和学习还对其他领域的知识有了一定的了解,更重要的是在过程中我学会了如何与人相处,这是我离开学校融入社会这个大舞台的第一课。
学习永远是生活中不可缺少的环节,人只有在不断地学习中才能提升自己。
致谢
三年的读书生活在这个季节即将划上一个句号,而与我的人生却只是一个逗号,我将面对又一次征程的开始。
三年的求学生涯在师长、亲友的大力支持下,走的辛苦却也收获满蘘,在论文即将付梓之际,思绪万千,心情久久不能平静。
伟人,名人为我所崇拜,可是我更要把我的敬意和赞美先给一位平凡的人,我的导师。
我不是您最出色的学生,而您却是我最尊敬的老师。
您治学严谨,学识渊博,思想深邃,视野雄阔,为我营造了一种良好的精神氛围。
授人以鱼不如授人以渔,置身其间,耳濡目染,潜移默化,使我不仅接受了全新的思想观念,树立了宏伟的学术目标,领会了基本的思考方式,从论文题目的选定到论文写作的指导,经过您悉心的点拨,再经思考后的领悟,常常让我有“山穷水复疑无路,柳暗花明又一村”。
感谢我的爸爸妈妈,焉得谖草,言树之背,养育之恩,无以为报,你们的永远健康快乐是我最大的心愿。
在论文即将完成之际,我的心情无法平静,从开始进入课题到论文的顺利完成,有多少可敬的师长、同学、朋友给了我无言的帮助,在这里请接受我诚挚的谢意!
同时也感谢公司为我提供良好的做毕业设计的环境。
最后再一次感谢所有在毕业设计中曾经帮助过我的良师益友和同学,以及在设计中被我引用或参考的论著的作者。
参考文献
【1】苪静康.实用机床电路图集.中国水利水电出版社,1999.8
【2】陈心昭权义鲁.现代机床设计手册(上)(下).北京机械工业出版社.2006.6
【3】成大先.机械设计手册.化学工业出版社.2010.1
【4】许翏.电机与电气控制技术.机械工业出版社.2005.9
【5】王洪.机床电器控制.科学出版社.2009.4
 升级会员
升级会员 