最新整理钢屋架及其附属部件制作说明Word格式文档下载.docx
《最新整理钢屋架及其附属部件制作说明Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《最新整理钢屋架及其附属部件制作说明Word格式文档下载.docx(2页珍藏版)》请在冰豆网上搜索。
Xxx
xxx
一、吊车梁制作工艺
加工准备
1、对翼、腹板划线、下料时应考虑其焊接收缩量,即焊缝全长的收缩量和每道筋板的收缩量,具体数据见附录
(1)(收缩量为焊接前全长减去焊接后的全长)
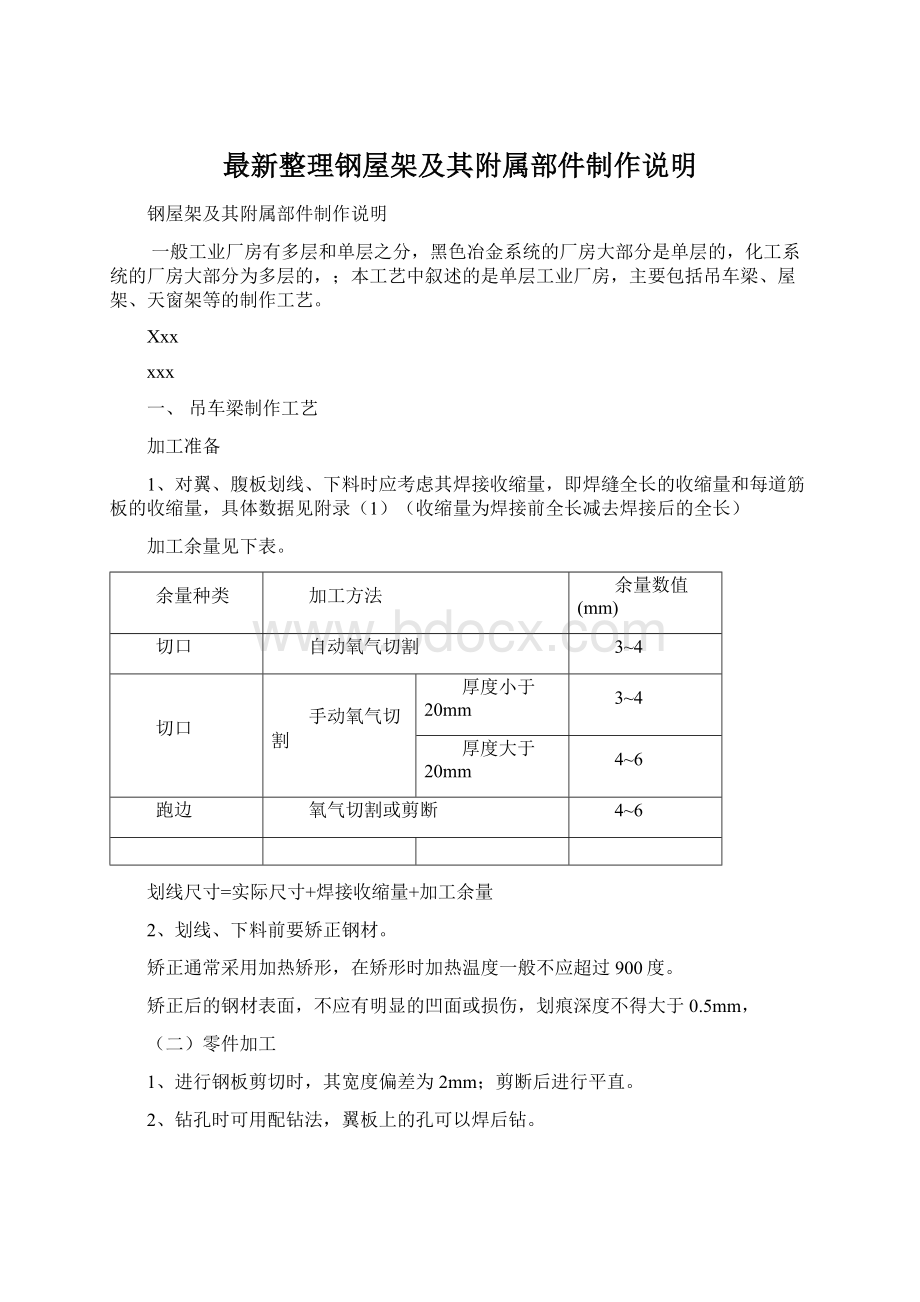
加工余量见下表。
余量种类
加工方法
余量数值(mm)
切口
自动氧气切割
3~4
手动氧气切割
厚度小于20mm
厚度大于20mm
4~6
跑边
氧气切割或剪断
划线尺寸=实际尺寸+焊接收缩量+加工余量
2、划线、下料前要矫正钢材。
矫正通常采用加热矫形,在矫形时加热温度一般不应超过900度。
矫正后的钢材表面,不应有明显的凹面或损伤,划痕深度不得大于0.5mm,
(二)零件加工
1、进行钢板剪切时,其宽度偏差为2mm;
剪断后进行平直。
2、钻孔时可用配钻法,翼板上的孔可以焊后钻。
3、进行坡口加工,规范见附录《现场焊接、工业管道焊接工程施工及验收规范》GB50236—98。
(三)零件装配
1、当板长不足时,要对翼板、腹板拼接,拼接应注意反变形,反变形方法其接头形式见附录2。
2、在组对时注意留有拱度,图纸未要求时按L/5000制作;
有要求时按要求制作。
3、清理翼、腹板焊接区域,并铲平接口不平处。
4、在装配前,在翼板上打上装配线;
按顺序放在装配胎上进行装配。
5、装配时应注意:
1腹板要与翼板垂直,并对好翼板中心。
2腹板与翼板装配缝隙一般为1~1.5mm(图纸要求顶紧者除外)。
6、装配时点焊时应注意焊高不能超过焊接时焊缝高度的1/2,有裂缝者在焊接前铲去;
正、反面点焊位置应错开。
7、加强筋划线装配,一般应在主体点焊且未焊接时进行装配,允许间隙≤1mm;
加强筋焊接时,必须水平放置,同时为了防止两端及上下翼板挠曲变形,可用角铁顶紧翼板或用角铁将翼板与腹板进行支撑连接,也可以对翼板进行反变形,具体数据见附录(3)。
 升级会员
升级会员 