机械加工工艺规范卡片实例Word格式文档下载.docx
《机械加工工艺规范卡片实例Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《机械加工工艺规范卡片实例Word格式文档下载.docx(21页珍藏版)》请在冰豆网上搜索。
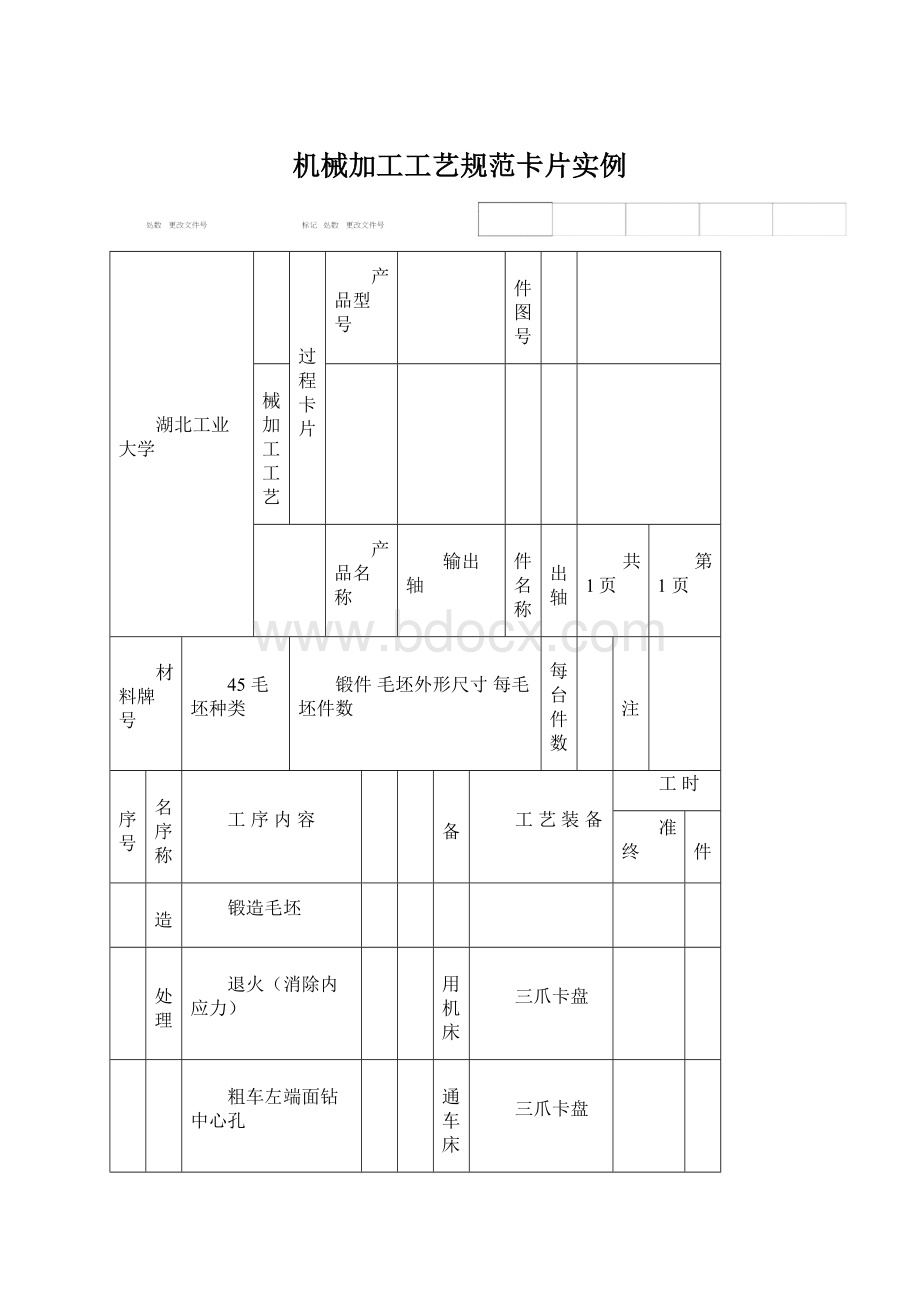
机
普通车床
4
粗车©
55、©
60、©
65、©
75圆柱面留精车余量
5
176外圆柱面,右端面,倒角
6
:
调质
7
半精车左端©
75圆柱面
8
钻
钻右端面©
30的底孔
立式钻床
三爪卡盘、专用夹具1
9
车©
50、©
80、©
104内圆、车右端面、精车左端各外圆
10
铰
铰©
80内圆孔
摇臂钻床
11
钻、扌
扩、铰大头端面法兰盘10-©
20孔
三爪卡盘、分度盘、专用夹具1
12
钻、铰大头端两©
8斜孔
三爪卡盘、专用夹具2
13
铣
粗、精铣键槽
立式铣床
分度头
14
去毛刺
去除全部毛刺
钳工台
15
终检
按零件图样要求全面检查
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
卡片
机械加丄丄序
共10页
第1页
车间
工序号
工序名称
粗车
45
_r
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
f
模锻件
设备名称
设备型号
设备编号
同时加工件数
CA6140
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
-r心口、工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步】
m
工时
in
r/min
m/min
mm/r
mm
机动
辅助
装夹
0.12
0.018
粗车左端面
500
108
0.66
钻中心孔
1械加仃工工序卡片
丄
b械丿川丄丄丿序下丿
第2页
—■■
■K
:
——
■卓
if—tE
*
r
1■
4-
—
鼻7
■
!
|匚
工步工时
min
粗车①75外圆柱面及阶梯面
320
80.384
0.71
1.25
0.317
0.048
粗车①65外圆柱面
70.34
粗车①60外圆柱面
400
82.92
0.08
0.012
粗车①55外圆柱面
0.36
0.054
机械加工工序卡
片
机械加丄丄丿序卡片
第3页
1I
_■
J
11
II
L
工步
粗车大头端①176外圆柱面
125
73.4
0.81
1.25
0.39
0.06
倒角
粗车右端面
200
11.5
0.72
0.11
械加工工序卡片
」械加丄丄丿序卡片
共10页
第4页
——
二—
一
i-
严-'
.
■I
.-L-l
亠±
-
-rrH.口、工步号
450
109.5
0.45
0.75
0.05
65圆柱面
105.98
60圆柱面
560
109.9
0.095
0.014
55圆柱面
710
128.19
0.3
0.38
]械加工工序-
b械加丄丄丿序
第5页
■•
L曲
Z550
三爪卡盘、专用夹具1「
钻©
30的孔
185
17.4
0.35
0.71
械加工工序
彳械加丄丄序
第6页
qr1
」4~
"
+二
<
.j
■1
'
1■'
+"
+
01
4V
■[■
■
J■"
^=1
卜+
~1
-1
n
车①50内孔
车①80内孔留0.5mm的余量
49.93
0.26
0.038
车①104内孔
[车右端面、精车左端各外圆
设计(日期)校对(日期)
审核(日期)标准化(日期)会签(日期)
1械加工工序
b械加丄丄丿丁
•第7页
ZG45
V////
—1
尸/.=」■■
taai—-”aaaaaaiaa■>
■・
—.—
■
■■iF
U
41
—j
■fll
T〔-
IyyyS£
XX■
£
三爪卡盘、专用夹具1
■/ZZX//S
匚
I]■"
亍
/fZj
?
nin
铰①80的内孔
Z3025
138
0.3
0.25
0.32
-设计
「(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
机械加工工
序卡片
/|机械加丄丄丿
第8页
_
H1
一.——
T]
Z37
专用夹具1
%
钻大头端面法兰盘10-©
409
23.1
0.2
0.49
0.07
[铰大头端面法兰盘10-©
580
36.4
16
0.43
机械加工工序卡片
第9页
专用夹具2
〒止工步号
钻孔2—①8
1945
36.7
0.12
0.02
铰孔2—①8
850
13.3
1.0
0.01
机械加丄丄丿序卡
第10页
B・alaBBa
-—1.
|rjT/
/.-■■
//
、
rjFJ
■-一用-
X6135
f#*T.
zz
粗铣键糟16-50
945
89
纵
105
横
100
精铣键糟16-50
1225
153.8
0.426
130
 升级会员
升级会员 