dynaform回弹补偿流程文档格式.docx
《dynaform回弹补偿流程文档格式.docx》由会员分享,可在线阅读,更多相关《dynaform回弹补偿流程文档格式.docx(13页珍藏版)》请在冰豆网上搜索。
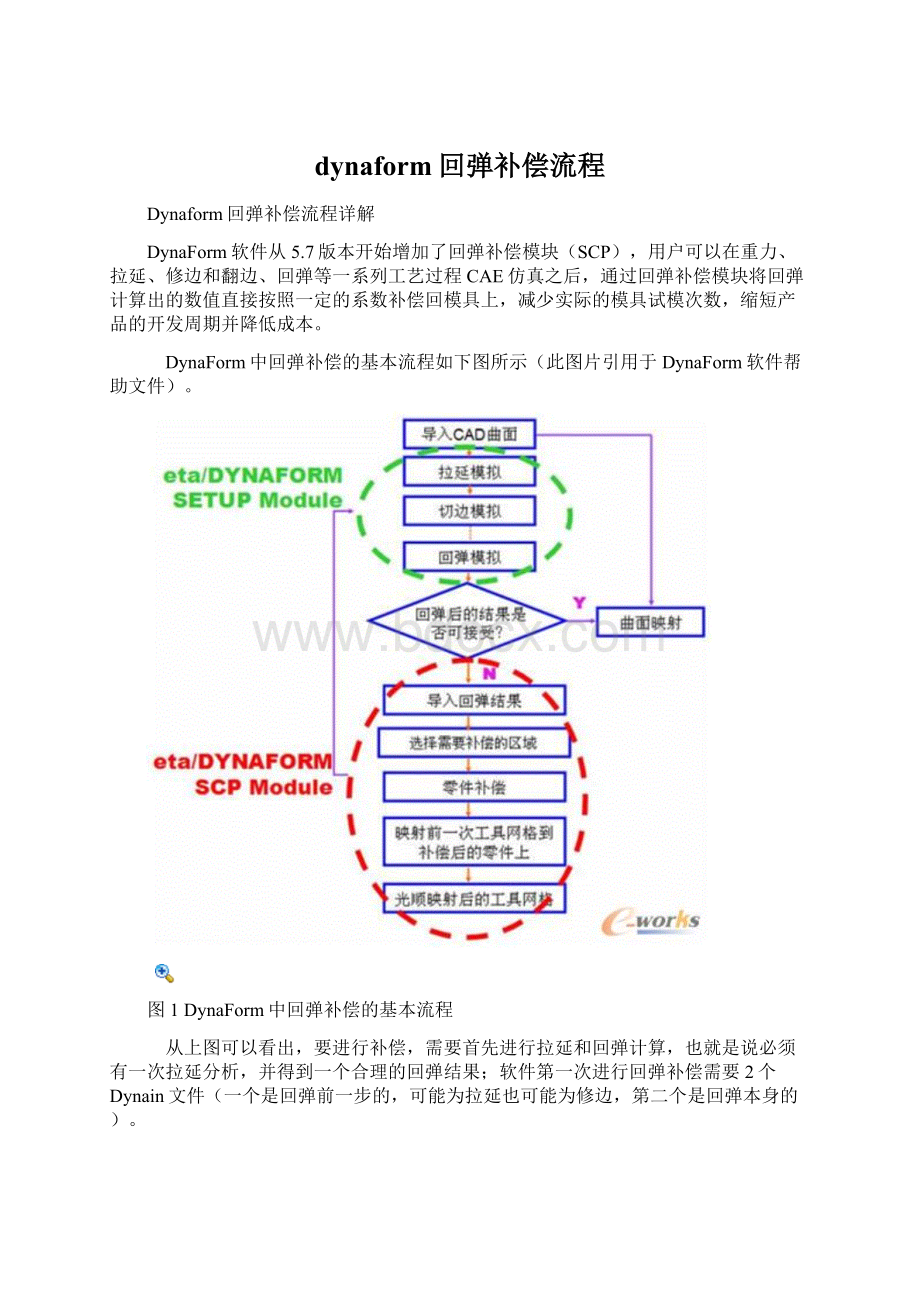
在DynaForm软件本身的Manual手册的Application手册中的第三个案例是关于回弹补偿的,但是案例本身说的比较简略,也没有详细的描写多次补偿需要注意的事项,还有就是DynaForm软件个版本本身的不稳定性,导致计算回弹补偿非常困难,本文从拉延开始,详细诉述多次回弹补偿(案例补偿2次,第2次之后和第2次分析方法一致)方法;
此次分析使用的模型如下:
材质:
DP800,厚度2mm
分析软件:
DynaForm5.9.2.1
操作系统:
Windows7X64
图2分析使用的模型
工艺说明:
如上图所示的零件,V型零件,使用一步成型,肯定会有回弹,通过补偿可以适当补偿,冲压模具如下:
图3
冲压模具
1.第一次成型分析及回弹
具体成型分析及回弹分析设置步骤在此不一一详述,第一次成型分析结果如下:
图4第一次成型分析结果
回弹的距离大约是0.6mm,此零件公差要求在0.1mm以内,所以需要进行回弹补偿;
回弹补偿的方式有2种,一种是在3D软件中,根据CAE的分析结果,手动的处理模型,对于复杂的零件,这种处理过程很繁琐,第二种就是用本文的方法,使用DynaForm软件的回弹补偿功能进行自动的补偿并映射曲面用于实际的模具设计或模具加工;
2.第一次回弹补偿
在进行补偿计算前,一定要确认第一次的分析正常终止,并有Dynain文件存在方可,回弹补偿的具体步骤如下:
2.1新建一个回弹补偿的前处理文件
将第一步分析使用的前处理文件另存为一个新的前处理文件,在此我们命名为1_SCP.df,将模具各层定位于第一步冲压结束时的位置(一般为闭模状态)。
备注:
建议做回弹补偿使用单独的前处理文件,这样不会有太多的零件层;
2.2导入第一次分析后产生的Dynain文件
图5导入第一次分析后产生的Dynain文件
导入后的模型如下图所示:
图6导入后的模型
在上图中,蓝色网格为回弹前(成型后)模型,粉红色为回弹后网格模型;
如果导入模型没有明显的区别,说明回弹分析的结果是不可靠或者说没有回弹。
2.3进行回弹补偿设置
打开回弹补偿菜单点击“补偿”,进行回弹补偿设置:
图7回弹补偿设置
在DynaForm的应用手册CASE3中,有关于此对话框的详细说明,在此就不一一解释,按照上图所示,选择对应的网格层即可!
设置完毕后,点击提交,并选择LS-DYNA输入文件选项,在前处理文件所在的目录回自动生成一个以前处理命名的文件夹,里面会有计算所需要的DYN文件,使用任务管理器(JOBSUBMITTER)提交计算即可!
图8任务管理器
2.4第一次补偿结果
计算正常终止后,在回弹补偿菜单,点击冲压负角检查->
添加->
导入网格
图9导入网格
在弹出的对话框选择Rigid.new,确定,导入经过补偿的模具网格
图10导入经过补偿的模具网格
导入模具网格后,给各个层重新命名,一般为DIE2/PUCH2/binder2等,用以区分原始模具网格层;
单独显示DIE及DIE2(经过第一次补偿的die)如下图所示:
图11经过第一次补偿的die
上图中,蓝色的线为原始die网格,棕色的线为补偿后的网格,可以看出,模具网格已经修改,也就是经过补偿了!
一般情况下,补偿完毕的模具网格,需要进行第二次的成型和回弹分析,并将第二次的回弹分析和第一次的成型结果向对比,看是否符合实际的产品要求,下面将进行第二次拉延和回弹分析。
3.第二次成型分析及回弹
将回弹补偿的前处理文件另存为2_Stapming&
SPB.df,将自动设置-板料成型里面的Die、punch和binder层替换为经过补偿的Die2、punch2和Binder2模具层,重新生成DYN文件,并提交运算,运算正常终止后,导入此次分析的成型回弹结果Dynain文件;
单独显示第一次的成型的blank和第二次的回弹后的blank层,对比如下:
图12第二次成型分析及回弹
通过上图可以看出,经过一次补偿后的回弹后的产品与第一次成型回弹后好很多了,公差从0.6mm下降到0.3mm左右,但是还是不符合产品要求,所以有必要可以进行第二次的回弹补偿。
4.进行第二次回弹补偿设置及分析
将第二次成型分析的前处理文件,另存为2_SCP.df,打开回弹补偿菜单点击“补偿”,进行回弹补偿设置,第二次补偿与第一次有些许差异!
图13进行第二次回弹补偿设置及分析
设置完毕后,提交运算后,导入经过补偿的工具网格,单独显示第一次分析使用的die,以及第一次和第二次补偿后的die,效果如下:
通过颜色可以发现,3个die的网格是不一样的,说明补偿有效。
图14补偿有效
5.第三次成型分析及回弹
使用第二次补偿后的网格进行成型及回弹运算,运算结束后,导入第三次成型分析的回弹结果,并显示第一次成型分析的结果,效果如下:
图15第三次成型分析及回弹
第一次成型(蓝色)第三次成型(桔色)&
第三次回弹(紫色)
图16补偿后效果
从上图可以看出,经过补偿后的产品回弹后和实际需要的产品已经基本一致,公差已小于0.1mm,说明经过第二次补偿的模面已经满足设计要求,此时需要将第二次经过补偿的模具网格映射成模具曲面用于实际的模具设计或模具加工;
6.曲面映射
打开菜单回弹补偿->
曲面映射,以die面为例。
图17曲面映射
选择完毕后,点应用即可,效果如下图所示:
图18效果图
DyanForm会自动将新生成的曲面建立一个层,隐藏其他的层,将此层的曲面导出即可。
总结
通过以上的一个简单的V型零件,笔者详细的说明了基于DynaForm的回弹补偿的完整过程,从以上的分析流程可以看出,CAE软件的补偿时完全基于理论的方法,而实际的生产过程受到很多因素的影响,比如材质的波动、摩擦系数、设备的稳定性等都会对回弹产生重大的影响,从而导致回弹结果不准确,所以补偿的结果也不理想;
目前解决回弹问题大部分还是要靠实际的试模结果,通过三坐标测量实际的回弹结果,然后进行手工补偿,对于复杂曲面的变形一般还采用ThinkDesign等软件进行曲面的补偿。
 升级会员
升级会员 