#粗苯加氢工艺路线技术与比较Word格式.docx
《#粗苯加氢工艺路线技术与比较Word格式.docx》由会员分享,可在线阅读,更多相关《#粗苯加氢工艺路线技术与比较Word格式.docx(12页珍藏版)》请在冰豆网上搜索。
117
99.8
二甲苯收率超过100%是由于在预反应器中,苯乙烯被加氢转化成乙苯,而二甲苯中含有乙苯,总精制率达99.8%,比莱托法高。
苯、甲苯、二甲苯的主要质量指标设计值见表4、表5、表6,能耗见表7。
二甲苯质量受原料粗苯中苯乙烯含量的影响较大,如果粗苯中苯乙烯含量小于1%,才能生产馏程最大为5℃的二甲苯。
否则只能生产馏程最大为10℃的二甲苯。
表4
萃取蒸馏低温加氢苯的质量
项
目
指标
颜色
无色透明
苯含量,%
≮99.5
结晶点,℃
≮5.5
全硫,mg/kg
≯0.5
环戊烷含量,mg/kg
≯50
正己烷含量,mg/kg
甲基环戊烷含量,mg/kg
表5
萃取蒸馏低温加氢甲苯的质量
外观
透明
密度(20℃),g/cm3
0.865~0.870
甲苯含量,%
≮99.0
苯含量,mg/kg
≯200
非芳烃含量,mg/kg
≯9600
C8芳烃含量,mg/kg
≯500
馏程(包括110.6℃),℃
≯0.7
≯1
非挥发性物质,g/100mL
≯0.002
颜色(铂-钴)
≯20号
酸洗比色
≯2号
表6
萃取蒸馏低温加氢二甲苯的质量
0.862~0.872
≯6号
苯、甲苯含量,,mg/kg
≯5000
非芳烃含量,%
≯4
馏程,℃
≯10
表7
萃取蒸馏低温加氢能耗(吨粗苯)
循环冷却水,m3
63.3
高压蒸汽,t
0.739
电,kWh
32.2
焦炉煤气,m3
31.6
软水,m3
0.00528
氮气,m3
10.56
仪表用空气,m3
21.1
氢气,m3
36.9
中压蒸汽,t
0.686
溶剂,kg
0.0106
1.3Litol高温、高压气相加氢技术
Litol高温、高压气相加氢技术是由美国胡德利公司开发、日本旭化成公司改进的轻苯催化加氢精制技术。
粗苯经预分馏塔分离为轻苯和重苯残液。
为抑制结焦,预分馏塔采用真空蒸馏,塔底再沸器采用降膜再沸器,并向粗苯原料中注入一定比例的阻聚剂。
轻苯经高压泵送入蒸发器和循环氢气混合后进入预反应器,在约6.0MPa、250℃左右、Co-Mo催化剂作用下,除去高温时易聚合的不饱和组分(苯乙烯等)。
然后进入主反应器,在约6.0MPa、620℃左右、Cr2O3催化剂的作用下进行脱硫、脱氮、脱氧和加氢脱烷基等反应,苯收率约为114%。
反应产物经分离后,液相经稳定塔脱除H2S、低碳烃等组分,塔底的加氢油经白土塔将痕量烯烃、比二甲苯沸点高的芳烃以及微量H2S吸附除去,经白土吸附后的加氢油进入苯塔,塔顶得到含噻吩<lmg/kg、结晶点高于5.45℃的纯苯。
该工艺由于加氢脱烷基,因此只生产高纯苯。
近年来,国内在消化吸收国外同类技术的基础上,开发了国产化低温两段气相催化加氢工艺技术,产品质量均能达到市场要求。
图1莱托法粗苯加氢精制的工艺流程
莱托法是上海宝钢在20世纪80年代由日本引进的第一套高温粗苯加氢工艺,也是目前国内唯一的焦化粗苯高温加氢工艺,工艺流程见图1。
如图1所示,粗苯预蒸馏是将粗苯分离成轻苯和重苯。
轻苯作为加氢原料,预反应器是在较低温度(200~250℃)下把高温状态下易聚合的苯乙烯等同系物进行加氢反应,防止其在主反应器内聚合,使催化剂活性降低,在2个主反应器内完成加氢裂解、脱烷基、脱硫等反应。
由主反应器排出的油气经冷凝冷却系统,分离出的液体为加氢油。
分离出的氢气和低分子烃类脱除H2S后,一部分送往加氢系统,一部分送往转化制氢系统制取氢气。
预反应器使用Co-Mo催化剂,主反应器使用铬系催化剂。
稳定塔对加氢油进行加压蒸馏,除去非芳烃和硫化氢。
白土塔利用SiO2-A12O3为主要成分的活性白土,吸附除去少量不饱和烃。
经过白土塔净化后的加氢油,在苯塔内精馏分离出纯苯和苯残油,苯残油返回轻苯贮槽,重新进行加氢处理。
制氢系统将反应系统生成的H2和低分子烃混合循环气体通过单乙醇胺(MEA)法脱除硫化氢。
利用一氧化碳变换系统制取纯度99.9%的氢气。
不需要外来焦炉煤气制氢。
莱托法只生产纯苯,纯苯对原料中苯的收率可达110%以上,这是由于原料中的甲苯、二甲苯加氢脱烷基转化成苯造成的,总精制率91.5%,偏低。
原因是大部分苯环上烷基被作为制氢原料,导致加氢油有所减少。
纯苯的质量见表1,能耗见表2。
表1莱托法生产的纯苯质量
项目
颜色(铂-钴)
密度(20℃),g/cm3
0.878~0.881
≮5.45
酸洗比色K2Cr2O7,g/L
不深于0.05
苯,%
≮99.9
甲苯,%
≯0.05
非芳烃,%
≯0.10
噻吩,mg/kg
中性试验
中性
水分(20℃)(目测)
无
表2莱托法加氢精制粗苯的能耗
焦炉煤气
m3/t粗苯
高压蒸汽
t/t粗苯
低压蒸汽
电
kWh/t粗苯
循环水
氮气
溶剂
300.5
0.433
0.540
95.6
76.6
15.6
不用
2粗苯加氢工艺流程比较
2.1Litol高温加氢法
Litol高温加氢法的加氢条件为:
温度610℃,压力6.0MPa。
粗苯先经预分馏塔分出轻、重苯。
重苯作为生产古马隆树脂的原料,轻苯去加氢。
加氢油在高压分离器中分出循环氢后,在苯塔内分离出纯苯,塔底残油返回加氢精制系统继续脱烷基。
循环氢经单乙醇胺(MEA)脱硫后,大部分返回加氢系统循环使用,少部分送制氢单元,制得的氢气作为加氢系统的补充氢,工艺流程见图1。
图1Litol高温加氢法的工艺流程
2.2KK低温气相加氢法
KK低温气相加氢法的加氢条件为:
温度300~380℃、压力3.0~4.0MPa。
粗苯原料经连续蒸发后进入蒸发塔脱除重组分,轻苯加氢反应为连续固定床气相加氢反应。
加氢过程产生的H2S及其他气体从稳定塔顶排出。
加氢油经END萃取蒸馏将非芳烃分离出去,再经连续精馏可以得到产品苯、甲苯及混合二甲苯。
二甲苯中非芳烃的含量小于2.5%。
由于装置对组成变化大的原料适应性不强,连续蒸发器易堵,采用的END两苯萃取精馏不易操作,产品苯、甲苯中的全氮指标高,中性试验呈碱性,工艺流程见图2。
图2KK低温气相加氢法的工艺流程
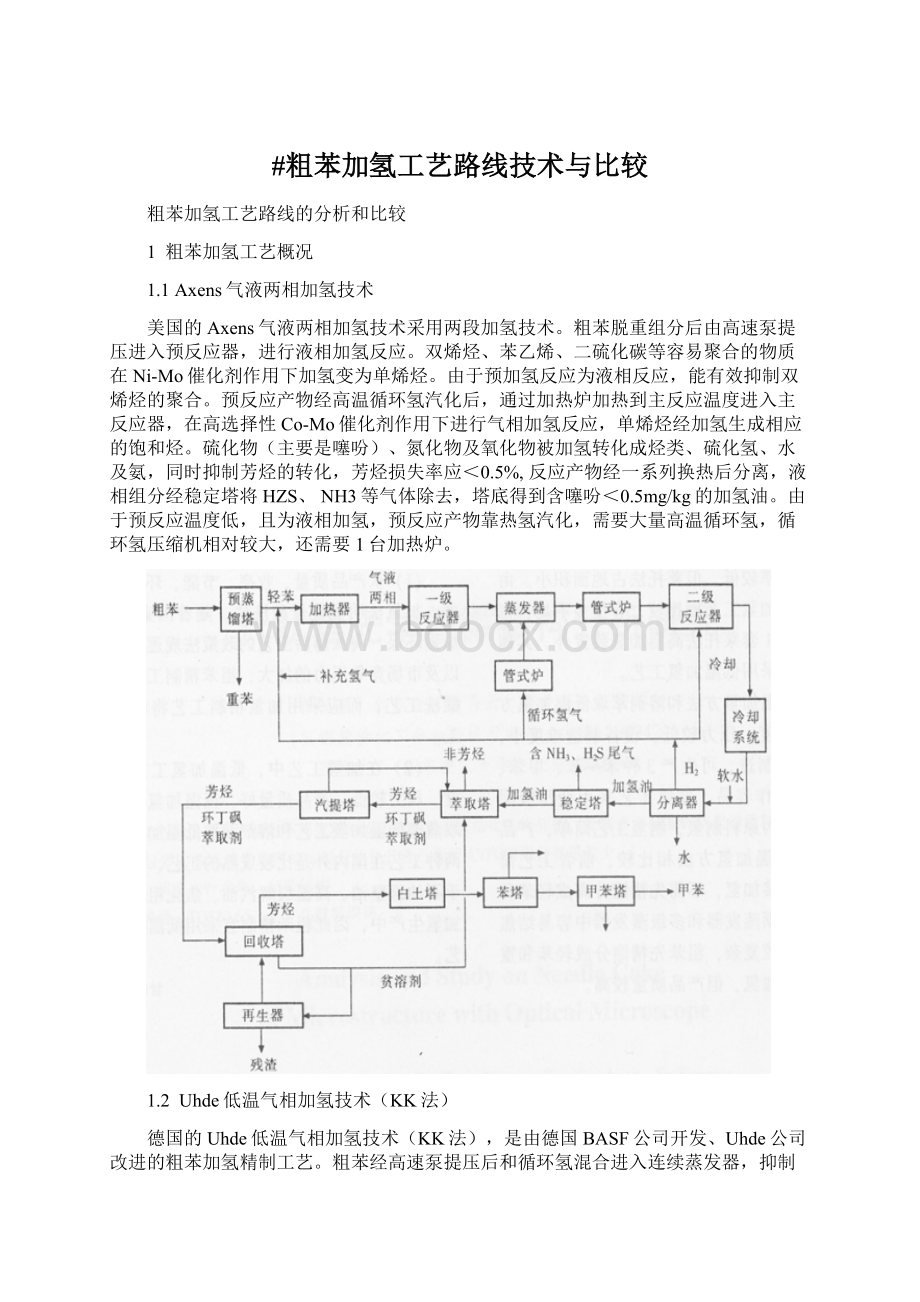
2.3Axens低温气液两相加氢法
Axens低温气液两相加氢法的加氢条件为:
预反应加氢为液相,温度200℃,压力3.4MPa。
主反应加氢为气相,温度330℃,压力3.0MPa。
由于预反应是液相加氢,氢分压低,反应转化率高,原料脱除重组分后,轻苯加氢装置对原料的适应性强,但经过预反应后的原料需由循环氢汽化,要求循环氢的温度高,对循环氢加热炉设备的材质要求高。
经预反应器和主反应器加氢后得到加氢油,在分离器中分离出循环气循环使用,分离出的加氢油在稳定塔排出尾气后,进入液液萃取系统,由于液液萃取适合低含量芳烃工艺,而加氢油中芳烃含量一般在90%左右,因此液液萃取溶剂消耗量大,流程复杂。
工艺流程见图3。
图3Axens低温气液两相加氢法的工艺流程
2.4国产低温气相加氢工艺
国产化低温气相加氢工艺的加氢条件为:
预反应温度190℃,压力2.9MPa。
主反应温度280℃,压力2.7MPa。
粗苯原料先经脱重组分塔脱除重组分后,轻苯和循环氢混合连续蒸发进入加氢反应器,加氢反应为连续固定床气相加氢反应。
加氢油经SED三苯萃取蒸馏工艺将非芳烃分离出去,再经连续精馏可以得到产品苯、甲苯及混合二甲苯。
由于设置了脱重组分塔,对组成变化大的原料适应性强,采用SED萃取精馏方法,苯、甲苯产品质量高,操作方便,工艺流程见图4。
图4国产低温气相加氢法的工艺流程
目
低温加氢技术
国产低温气相加氢法
Axens法低温气液两相加氢
KK法低温气相加氢
加氢方法
气相加氢
预反应液相
主反应气相
加氢油精制法
环丁砜萃取蒸馏
环丁砜液液萃取
N-甲酰吗啉萃取蒸馏
催化剂
BASF催化剂
Axens催化剂
预反应器催化剂
Ni-Mo
主反应器催化剂
Co-Mo
预反应器温度,℃
190~210
200
主反应器温度,℃
280~350
320~380
预反应器压力,MPa
2.9
3.4
主反应器压力,MPa
2.7
3.0
触媒结焦性
不易结焦
容易结焦
循环氢温度
较低
较高
加热炉
1台
2台(其中1台为循环氢加热炉)
氢气加入点
连续蒸发器
预反应器、闪蒸罐、主反应器
萃取剂
环丁砜
N-甲酰吗啉
氢源
PSA法制氢
氢压机
较小
较大
产品品种
苯、甲苯、二甲苯、非芳烃
蒸发器
少,相对简单
少,简单
多,复杂
工艺流程
相对简单
较复杂
纯苯质量纯度,%
≥99.95
全硫,ppm
≤0.5
水分,ppm
≤400
≤300
总氮,ppm
≤1
碱性氮,ppm
≤0.3
4芳烃分离技术的比较
芳烃分离的工艺路线按工艺原理可分为两大类,即液液萃取和萃取蒸馏。
目前建成投产的芳烃分离装置,主要的技术有:
UOP公司的甘醇类工艺;
UOP、GTC公司、IFP公司的环丁砜工艺及中国石化的环丁砜工艺;
KRUPPUHDE公司的N-甲酰吗啉工艺;
LURGI公司的N-甲基吡咯烷酮工艺。
其区别是:
甘醇类工艺的抽提塔是属于液液萃取过程;
而环丁砜、N-甲酰吗啉、N-甲基吡咯烷酮工艺的抽提塔是属于萃取蒸馏过程。
至今世界上已建成投产的300多套芳烃分离装置中,采用环丁砜工艺的装置已达到200多套,而甘醇类技术,在新建的工业化装置中已很少被采用。
芳烃分离的原料主要来源于催化重整汽油、加氢裂解汽油以及煤焦油。
其最大的区别是环烷烃和直链烷烃的含量不同,最大可相差10倍以上,芳烃含量也不同。
典型的3种原料组成见表2。
表2芳烃原料组成(%)
族组成
煤焦油
加氢裂解汽油
重整汽油
直链烷烃
3
8
39
环烷烃
7
12
1
芳烃
90
80
60
不同的原料适用于不同的工艺,液液萃取主要用于脱除比二甲苯更重的非芳烃,而萃取蒸馏更适用于脱除比二甲苯轻的非芳烃。
一般来说原料中的芳烃含量高,宜采用萃取蒸馏的工艺;
而原料中的芳烃含量低,宜采用液液萃取工艺。
芳烃分离部分的核心在于萃取蒸馏工艺。
4.1国外萃取蒸馏技术简介
(1)KRUPPUHDE公司开发的Morphylane工艺是以N-甲酰吗啉(NFM)为溶剂,采用萃取蒸馏方法回收高纯度芳烃。
从1967年至今,KRUPPUHDE公司采用该项专利技术在世界范围内已建成40多套芳烃分离装置,其中30多套是20世纪90年代后建成的。
其溶剂特性:
和水1:
1混合时呈弱碱性,对碳钢设备无腐蚀,凝固点是23℃,要考虑防凝防冻问题。
(2)LURGI公司的Distapex工艺是以N-甲基吡咯烷酮(NMP)为溶剂,抽提塔操作采用萃取蒸馏工艺进行芳烃分离。
从20世纪60年代起,LURGI公司用Distapex工艺共建成30多套芳烃分离装置,主要分布在欧洲。
产品主要是苯。
溶剂性能:
凝固点低(-24℃),基本不需要采取防冻措施。
(3)IFP/HRI的芳烃分离工艺。
HRI是法国石油研究院(IFP)的子公司,开发的芳烃分离工艺采用环丁砜溶剂,其抽提塔的操作属于液液萃取。
凝固点为28℃,需要采取防冻措施。
(4)美国UOP公司的Sulfolane工艺。
以环丁砜为溶剂,抽提塔采用液液工艺,该工艺允许宽馏程的原料。
4.2国内萃取蒸馏技术简介
从20世纪60年代国内石化企业引进芳烃联合装置起,国内就开始了对环丁砜萃取技术的基础研究和国产化工作。
从1989年至今,采用国内环丁砜工艺已建成11套芳烃液液萃取装置。
在此基础上又开发了以N-甲酰吗啉为溶剂的萃取蒸馏工艺。
萃取蒸馏分离芳烃工艺目前已有34套工业装置建成投产。
若按照所采用的溶剂系统区分,其中1套采用NFM溶剂(燕山石化制苯装置),其余均采用环丁砜溶剂。
两种溶剂法就其选择性上区别不大,但产品质量有所不同,环丁砜溶剂萃取蒸馏产品的全氮指标在0.5ppm以下,中性试验为中性,而N-甲酰吗啉溶剂萃取蒸馏产品的全氮指标在1ppm,中性试验为碱性。
4.3产品质量和市场需求
(1)纯苯的主要消费领域。
化学工业约占纯苯总消费量的71%,轻工业约占2%,医药工业约占0.5%,其他方面约占26.5%。
(2)以纯苯为原料的下游化工装置主要有苯乙烯、苯酚、烷基苯、环己酮、氯化苯、硝基苯、顺酐等。
(3)纯苯最大的销售市场为苯乙烯装置(以苯乙烯为原料可生产合成树脂、聚苯乙烯、ABS、SBS、合成橡胶、丁苯橡胶等多种聚合物,市场份额很大)。
因为低端消耗纯苯类装置日趋饱和,而苯乙烯产品到2010年之前缺口很大,国家在未来几年大力建设苯乙烯项目,将带来纯苯需求的巨大市场。
因此,建设粗(轻)苯加氢项目必须选择能满足苯乙烯装置对纯苯质量要求的工艺技术方案。
(4)纯苯质量决定市场销售定位。
应以满足高端市场对纯苯的要求选择工艺技术方案。
高端市场苯乙烯装置对原料纯苯的质量要求为:
总氮≤0.5ppm,碱性氮≤0.3ppm(该项指标的控制,直接关系到纯苯对苯乙烯装置催化剂的影响)。
(5)纯甲苯主要消费领域为涂料、染料、油漆、硝基甲苯、农药,这几种下游产品占到甲苯总用量的68%。
(6)以纯甲苯为原料的下游化工装置有苯甲酸、甲苯二异氰酸醋(TDI)、间甲酚等。
(7)纯甲苯的产量分布。
石油甲苯占总产量的95.1%,焦化甲苯占总产量的4.9%。
(8)纯甲苯主要下游衍生物有甲苯二异氰酸酯(TDI)。
生产TDI级的纯甲苯是选择工艺技术方案的基准,该项指标决定纯甲苯能否占领高端市场。
5苯加氢工艺的选择
综上所述,鉴于国内苯加氢技术已经比较成熟,多家设计院能够进行国产化设计,国内苯加氢装置采用国产化低温两段气相加氢配套萃取蒸馏工艺可以作为优先的选择方案。
 升级会员
升级会员 