终端安装施工方案.docx
《终端安装施工方案.docx》由会员分享,可在线阅读,更多相关《终端安装施工方案.docx(10页珍藏版)》请在冰豆网上搜索。
终端安装施工方案
110kV电缆终端头安装施工方案
第1节专用工具及开工前准备
1.1工具及消耗品
专用工具
除安装附件所需的正常工具外,下面的专用工具应由安装单位自行提供。
∙电缆加热较直设备
∙力矩扳手
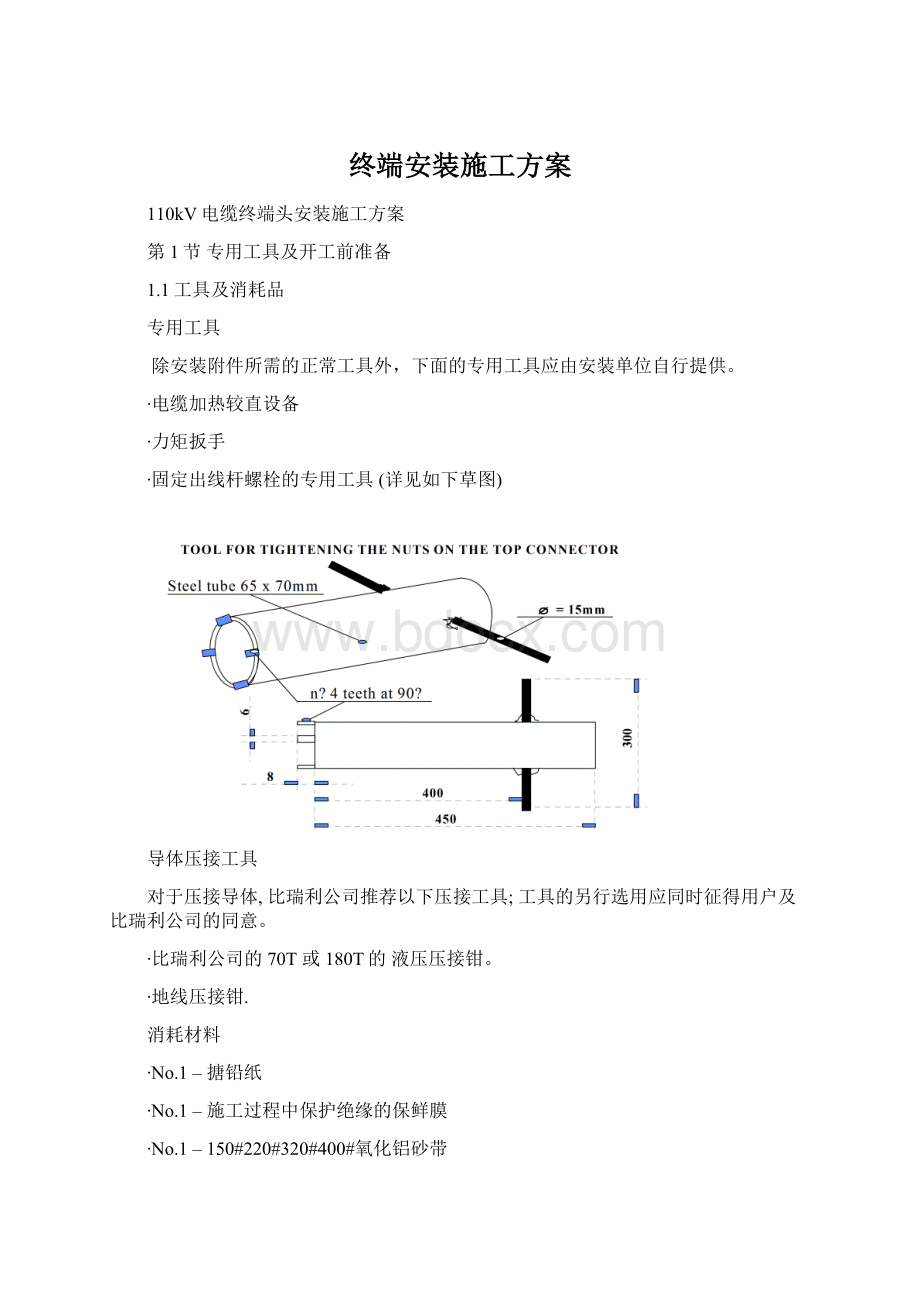
∙固定出线杆螺栓的专用工具(详见如下草图)
导体压接工具
对于压接导体,比瑞利公司推荐以下压接工具;工具的另行选用应同时征得用户及比瑞利公司的同意。
∙比瑞利公司的70T或180T的液压压接钳。
∙地线压接钳.
消耗材料
∙No.1–搪铅纸
∙No.1–施工过程中保护绝缘的保鲜膜
∙No.1–150#220#320#400#氧化铝砂带
∙No.1–无毛清洁纸
∙No.1-中途暂停时保护用的塑料薄膜
∙No.1–1.5公斤异丙醇及无水酒精
1.2
准备工作
必须强调接头附件安装说明书及图纸是合同文本的附件之一,未经工程师的同意不得更改。
任何明显的错误必须向工程师汇报,未经权威部门的同意不能偏离原来的操作法。
施工前接头操作者必须同工程师一起确认具有相应的图纸和最新版本安装说明书。
终端的支架及工作棚的设计必须考虑到不妨碍电缆的最终校直。
在工作期,终端应一直处于保护状态,支撑架应具有足够的空间和强度以供担起及降低环氧树脂套管。
当提起环氧树脂套管时,其力应施加在底板上。
同时,电缆的弯曲度不应小于其最小充许弯曲半径。
1.3检查材料、配件及设备
在工作之前,接头工应检查装有此工程所需的环氧树脂套管的塑料袋以确保其未被损坏。
若接头工发现塑料袋已被损坏,环氧树脂套管已暴露在空气中,此环氧树脂套管一定不能够使用,而是需重新处理。
对于需处理的环氧树脂套管一定将其放在真空情况下加热到90°C到48小时。
当安装之前,应将环氧树脂套管移动检查以确保其未损。
同时,检查其内径没有任何刮伤和痕迹。
若发现有任何刮伤和痕迹应将放入塑料袋中封闭起来。
若发现此问题,应立即向工程部门汇报。
当发现其完整无缺时,应将其用清洁济全部清理干净。
检查应力锥以保证其未被损伤及表面没有任何痕和瑕疵。
根据电缆绝缘的外径检查应力锥是否可用,用沾有无水酒精的清洁布将应力锥清理干净。
同时,在工作之前,将电缆终端的所有部件,如出线杆、环氧树脂套管、底板及尾管等,清理干净也同样是很重要的。
检查所有的工具及其部件如发电机、焊接机等,是否具备且性能良好,同时应确保适用此附件。
仔细检查由螺丝密封的金属面的边缘为直线型,没有发生扭曲变形。
若发现有任何不妥之处,应立即向有关工程师汇报,禁止侥性安装。
环氧树脂套管和尾管对于实验时的泄漏有影响。
因此应将终端的所有部件,如:
环氧树脂套管、应力锥等,用沾有清洁济的清洁布全部清理干净。
在安装之前,确保所有部件的清洁及干燥是非常重要的。
检查相应的标记以有利于正确的装配,对于没有标记的部件,应轻轻地做上标记。
检查终端配件的尺寸,打开终端并用清洁的干燥的塑料膜保护。
SECTION2
准备电缆
2.1切断电缆
参照相关安装图纸
将电缆尽量置放在其最终位置。
注:
当在电缆端被固定时,对于最后的几个固定点不可能全部可到位;在这种情况下,电缆夹不会在其各自相应的支架上固定电缆。
从最近的电缆固定夹开始测量到开关柜桶体的底平面,将此长度转换到电缆上并做为标记。
从事先在电缆上相应于开关柜桶体底面做的标记,根据图纸上“电缆切断点”在电缆做上相应的标记。
去除外护套
根据图纸显示的尺寸,在电缆上建立外护套的切断点;同时在铝护套切断点向上加50mm再建立一个标记。
去除两点之间的外护套,并用清洁济清洁暴露的铝护套。
对于挤出式PVC电缆外护套,一般用防火带将其后的150mm电缆外护套保护起来,以防止封铅时可能造成的PVC外护套损伤。
用相应的材料将外护套保护起来,套入热缩管;下半部尾管;带有螺丝、弹簧的底板;上半部尾管和密封圈;最后不锈钢压环和尼龙圈。
2.2去除电缆铝护套
根据图纸,在铝护套断点做上标记。
用清洁济将暴露的铝护套全部清理干净。
用三角挫小心地在标记处挫铝护套,千万不要伤及电缆里面的半导电屏蔽层。
去除金属护套及防水带(若有)到铝护套断口。
将成形的铝管按照图纸放置在电缆上。
用T.I.G.或M.I.G.将铝管焊接到铝护套上,同时防止伤及电缆。
2.3加热电缆
当去除护套后,XLPE电缆线芯具有弯曲的趋势;这样会给装应力锥及出线杆带来困难;为避免此事发生,必须用加热方式较直电缆。
利用一套具有加热带及热电偶的金属管,将其放在电缆终端直至电缆PVC外护套上。
电缆导体截面在800mm2以下控制温度在110摄氏度加热2小时,在此截面以上如1000到2000mm2控制温度在110摄氏度加热4小时。
当电缆芯冷却后移去金属管。
安装应力锥
2.4去除电缆绝缘及导体屏蔽
根据安装图获取'B'的尺寸制定切断绝缘的位置。
用确认过的剥削工具或有深度控制的钢锯剥去绝缘及导体屏蔽,并用扎线绑扎导体末端防止散开。
2.5去除电缆半导电屏蔽层如下图所示
根据安装图尺寸在半导电屏蔽的端口作一标记,然后用宽为25mm的铜带,在半导电屏蔽保留端绕包二圈,铜带的边口与切断半导电屏蔽的标记相平,然后把铜带扎紧。
根据电缆屏蔽层的厚度,从梆扎的铜带开始,沿180°方向将电缆屏蔽层纵向割两条细线;用长刀划且小心不伤及电缆绝缘。
在铜带处的电缆周围用长刀划一周且注意不伤及绝缘。
然后小心地加热挤出式电缆屏蔽并将其剥去。
注:
另外,挤出式绝缘屏蔽层也可用屏蔽切剥刀去除。
特别注意:
在去除绝缘屏蔽时千万注意不能损伤绝缘,也不能在绝缘上有刻痕,这是非常重要的。
根据图纸在绝缘“断点处”做一个斜坡。
除去铜带,用长刀修理屏蔽边缘(其比例=1:
50),从屏蔽边缘开始,向远离电缆绝缘的方向修理斜坡。
特别注意:
必须用上述方式把半导电屏蔽削成倾斜形。
朝绝缘方向削是不允许的,这将可能削伤绝缘。
用细锉刀把半导电屏蔽斜坡的刀痕去掉后,再用氧化铝砂布把倾斜面与绝缘打磨光滑。
要特别注意无论在半导电屏蔽侧或绝缘侧均不能有不平的起伏。
并要注意不能在绝缘上有尖刺。
这些磨光操作是非常必要的,否则会影响应力锥的操作性能。
用150,240,320及400级氧化铝砂布打磨任何痕迹,打光绝缘使其有平滑光洁的表面,特别要注意应力锥安装的部位。
最后用塑料薄膜把加工过的缆芯包绕好以保护缆芯不受污染及损伤。
按照图纸所示,用P.I.B.带50%搭盖缠绕在铝护套断口处。
2.6
安装应力锥
注意:
应力锥应在出线杆压接之前装入,因为它不能穿过出线杆上的密封平台。
用带有清洁济的净布将电缆绝缘全部清理,用干的无毛纸巾浸无水酒精后清洁应力锥内外。
用高黏度的47V12500硅油涂敷电缆绝缘;用同样的硅油倒入应力锥内部并同时进行旋转应力锥以确保充分涂敷。
将应力锥推到其最终位置。
用具有清洁济的净布小心地将从应力锥到电缆未端的电缆绝缘清理干净。
用塑料膜将暴露的电缆绝缘和应力锥保护起来。
SECTION3
安装压接杆
3.1铰制铜导体
4.1.1导体上套入连接导体,同时将顶端铜扎线除去。
4.1.2把压接钳及压模放在连接导体预定的突出位置,开启液压泵使压模开始闭合,再一次检查压接的位置是否正确。
继续开启液压泵使压膜表面间的间隙为1mm,关闭电泵。
小心地用锉刀去除连接导体表面的铜毛刺。
4.1.3重复第二次压接操作,直到压接膜面闭合。
用锉刀或氧化铝砂布砂光铜连接导体表面毛口。
3.2分裂铜导体
4.2.1对于分裂导体的压接,必需使用带有导向环的顶针状压接设备压接,导向环必需有合适的孔让顶针穿过。
4.2.2当中心顶针装上后,按以下步骤操作:
仔细地将导体内的防水带去除,然后用两把钳子将导体10mm处钳住,这样可以使导体收缩到原来形状和尺寸,使用带塑料头的锤子将中心顶针敲入导体,拆除钳子当顶部导体装完后。
4.2.3检查电缆和导体是否呈一直线,将导向环套在连接导体上,然后压接,这样顶针会穿过导向环,继续压接直到顶针进入导向环内表面。
转动压接钳继续压接。
SECTION4
安装尾管和封铅
4.1邻近应力锥位置带材的使用
用带有清洁济的净布将需包带的出线杆和绝缘位置清理干净。
从出线杆开始,用P.I.B.带50%搭盖缠绕一个如图所示的形状。
注意在P.I.B.带端部及电缆绝缘之间约留下4mm的距离。
包带时应将P.I.B.的衬层撕下,并至少拉到其原宽度的2/3。
4.2套装环氧树脂套管
确认所有的部件及密封圈均已清洁且无任何损伤,然后将出线杆的"0"用硅脂涂敷后放到其相应的槽内。
此项仅使用于EOS1170/068油绝缘终端:
装上连接管(若需要)并用螺丝将其固定。
此连接管公使用于绝缘小于86mm的电缆,对于大于86mm的电缆则不需要。
将尾管的上半部分用螺丝通过相应的垫圈和环氧树脂套管固定起来,然后清洁应力锥及电缆绝缘外表面。
将应力锥推到距出线杆密封平台190mm的位置,具体如下图所示:
将应力锥的外表面用47V12500S硅油涂敷以致使下面步骤中应力锥能够和环氧的内表面外持良好的压紧接触。
将环氧套到准备好的电缆上。
装上垫圈和螺母,用一个特殊的扳手将第一外螺母拧紧以保证相关密封,然后拧紧第二个以锁死。
固定螺母时应注意不要让出线杆和电缆跟着一起转动。
再检查其已正确安装。
4.3装备紧压配件(参考下页草图)
楔形压盘(A),弹簧(B)和压力平盘(C)在放入环氧套管之前应已装配结束,将这些部件须用4个M8螺母(F)临时固定(其螺丝应先固定)。
用手拧紧螺母同时摆动弹簧以确认其均已就位,然后用手拧紧螺母以使弹簧正处于楔形压盘(A)和压力平盘(C)之间且不承受充分的压力。
此时在另外4个没有临时固定螺母的M8螺丝(F)上量出尺寸“X1”。
如果这些尺寸不相同,则应在每个螺母边标明其相应的数值以区别开来。
现在均匀地收紧那4个螺母以使压力平盘(C)有可能固定在M12的螺丝(E)上。
将6个M12的螺母装上并开始平衡地收紧,同时在M8螺丝上检查尺寸“X2”并计算出“∆X”一直到那4个螺丝“∆X”=25mm。
继续用相应的力矩扳手按照1-4-2-5-3-6的顺序收紧M12螺母(D)。
参考力矩:
2Kgf•m=18.6N•m=14.7Lbf•ft
继续量出4个“X2”数值并计算出相应的“∆X"。
继续收紧M12螺母(D)直到每次力矩扳手达到数值或“∆X”等于27mm。
“∆X”一定不能超过27mm。
最后将4个临时固定的M8螺母从M8螺丝(F)上去除。
4.4封铅
用相应的螺丝将尾管的下半部分与其上半部分(已与环氧固定)连接起来,同时保证对齐标记以保证安装的正确性。
检查电缆护套的标记已与尾管的地线位置对齐。
用相应的合金铅条将尾管和电缆通过封铅连接起来。
当封铅部件冷却后检查所有的螺丝和螺母的收紧度,然后用一个小的液化气枪将尾管的上下两部分按如图所示通过封铅连接起来。
4.5安装屏蔽罩
SF6气体绝缘终端EGS1170/072:
如图所示将铜压箍用相应的螺丝固定,并将垫圈放到其最终位置。
从GIS开关柜的下平面到铜压箍的上平面测量距离并保证其为757mm。
用3个不螺丝将屏蔽罩固定,并小心保证其顶部低于导电极表面,同时在此位置没有任何尖角突出。
油绝缘终端EOS1170/068和EOS1170/075:
装上出线杆的螺环及其相应的两个弹簧。
将屏蔽的下半部分旋入并直到接触到弹簧并自行锁死。
如图所示将铜压箍用相应的螺丝固定,并将垫圈放到其最终位置。
将屏蔽的上半部分用3外螺丝固定并小心确保整个屏蔽罩没有任何尖
 升级会员
升级会员 