返工返修作业指导书曲轴参考模板文档格式.docx
《返工返修作业指导书曲轴参考模板文档格式.docx》由会员分享,可在线阅读,更多相关《返工返修作业指导书曲轴参考模板文档格式.docx(25页珍藏版)》请在冰豆网上搜索。
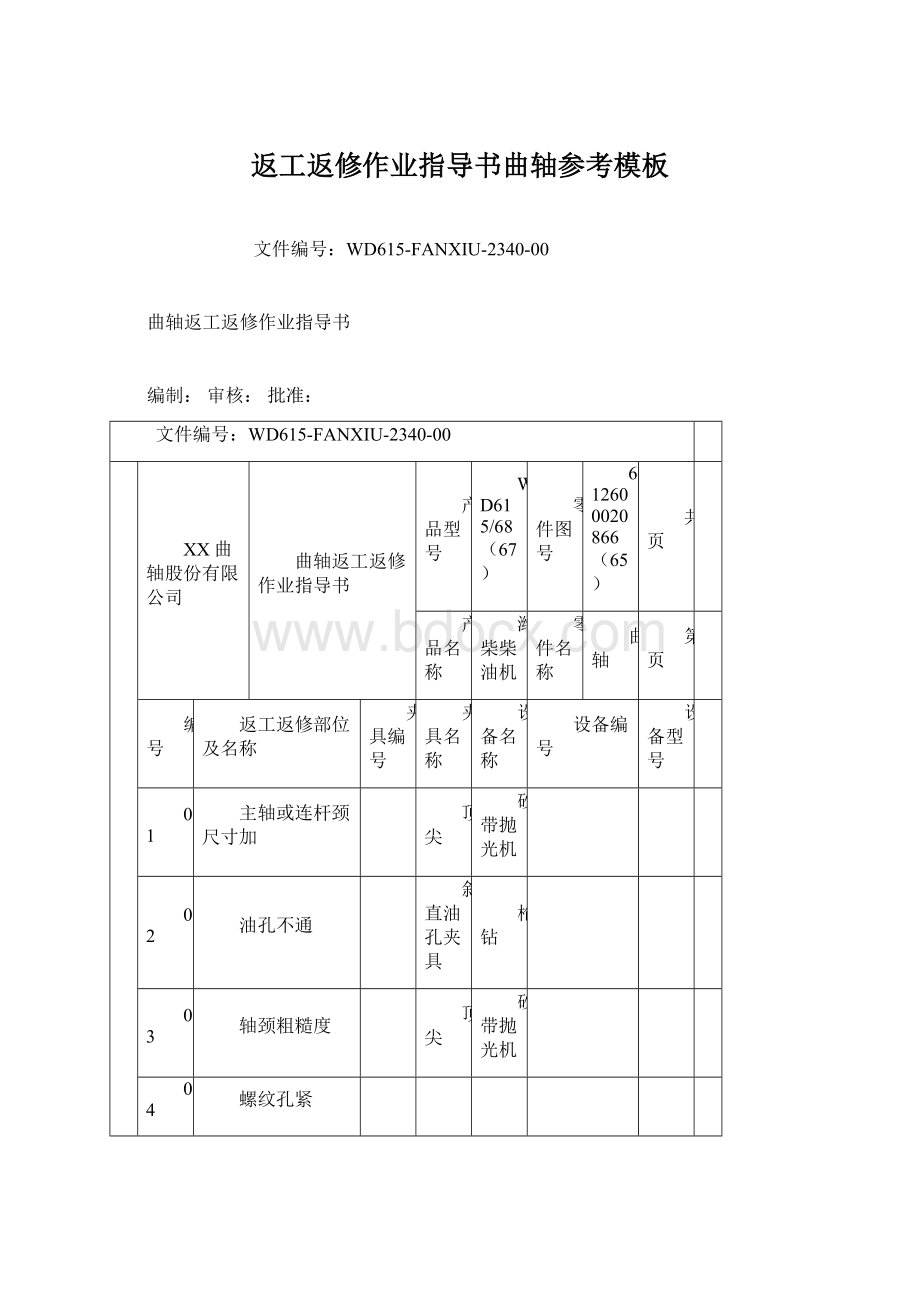
潍柴柴油机
零件名称
曲轴
第页
编号
返工返修部位及名称
夹具编号
夹具名称
设备名称
设备编号
设备型号
01
主轴或连杆颈尺寸加
顶尖
砂带抛光机
02
油孔不通
斜直油孔夹具
枪钻
03
轴颈粗糙度
04
螺纹孔紧
05
清洁度差
清洗机
06
螺纹紧
07
主轴颈开档紧连杆颈开档紧
卡瓦
磨床
08
稳钉孔紧
09
小头长/法兰盘长
中心架
10
配重铁高
三爪卡盘、顶尖
11
动平衡超差
动平衡接头
12
轴颈碰疤
主轴或连杆轴颈尺寸加
毛坯种类
毛坯外形尺寸
材料牌号
工序工时
准终
单件
车间
冷却液
锻钢
φ226X1114
42CrMoA
工步数
工步内容
工艺装备
主轴转速
转/分
切削深度
米/分
走刀量
毫米/转
吃刀深度毫米
走刀
次数
工时定额
机动
辅助
1
填写《离线产品遏制表》,领取返工返修品
2
装夹返修返工品到砂带抛光机上。
3
抛光尺寸加的轴颈,直至达到合格尺寸要求。
砂带
4
测量,重新检测轴颈尺寸。
外径千分尺
5
返工返修后产品重新回到原区域或者不合格发现点,填写《离线产品遏制表》
底图号
装订号
6
检查员需重新检验,并对返工返修后产品进行检定:
合格、判废。
7
检查员需对判定合格或判废的返工返修品做标识并记录。
编制
审核
批准
标记
处数
更改文件号
签字
日期
摇臂钻床
装夹需返修返工品到斜(直)油孔夹具上,定位。
重新加工油孔,直至达到规定要求。
钻头
检验,确保检验棒能顺利通过。
检验棒
轴颈粗糙度差
吃刀深度
毫米
装夹需返工返修品到砂带抛光机上。
轻抛轴颈,使粗糙度达到要求。
目测或使用粗糙度仪,重新检测轴颈粗糙度。
对比块、粗糙度仪
将需返工返修品放平于周转架上。
用丝锥重新锥丝,直至螺孔尺寸合格。
丝锥、扳手
测量,重新检测丝孔尺寸。
螺纹塞规
将需返工返修品置于清洗箱或清洗机里。
清洗曲轴。
铜刷、毛刷、试管刷
检验,重新检测清洁度。
用板牙重新修整,直至螺纹尺寸合适。
板牙
检验,重新检测螺纹尺寸。
螺纹环规
主轴颈开档紧/连杆颈开档紧
装夹需返工返修品。
重新进行磨削加工,直至档距尺寸合格。
砂轮
测量,重新检测档距尺寸。
塞规
将返工返修品放平于周转架上。
用铰刀重新铰孔,直至稳钉孔尺寸要求。
铰刀、扳手
测量,重新检测稳钉孔尺寸。
孔用塞规
普通车床
装夹需返工返修件。
重新切小头端面/法兰盘端面,直至尺寸合适。
车刀
测量,重新测量长度尺寸
深度尺、游标卡尺
平衡铁高
重新对刀车平衡铁外圆,直至尺寸合格。
外圆车刀
测量,重新测量尺寸。
动平衡机/钻床
 升级会员
升级会员 