质量通病防治:钢筋机械连接质量通病防治措施.doc
《质量通病防治:钢筋机械连接质量通病防治措施.doc》由会员分享,可在线阅读,更多相关《质量通病防治:钢筋机械连接质量通病防治措施.doc(4页珍藏版)》请在冰豆网上搜索。
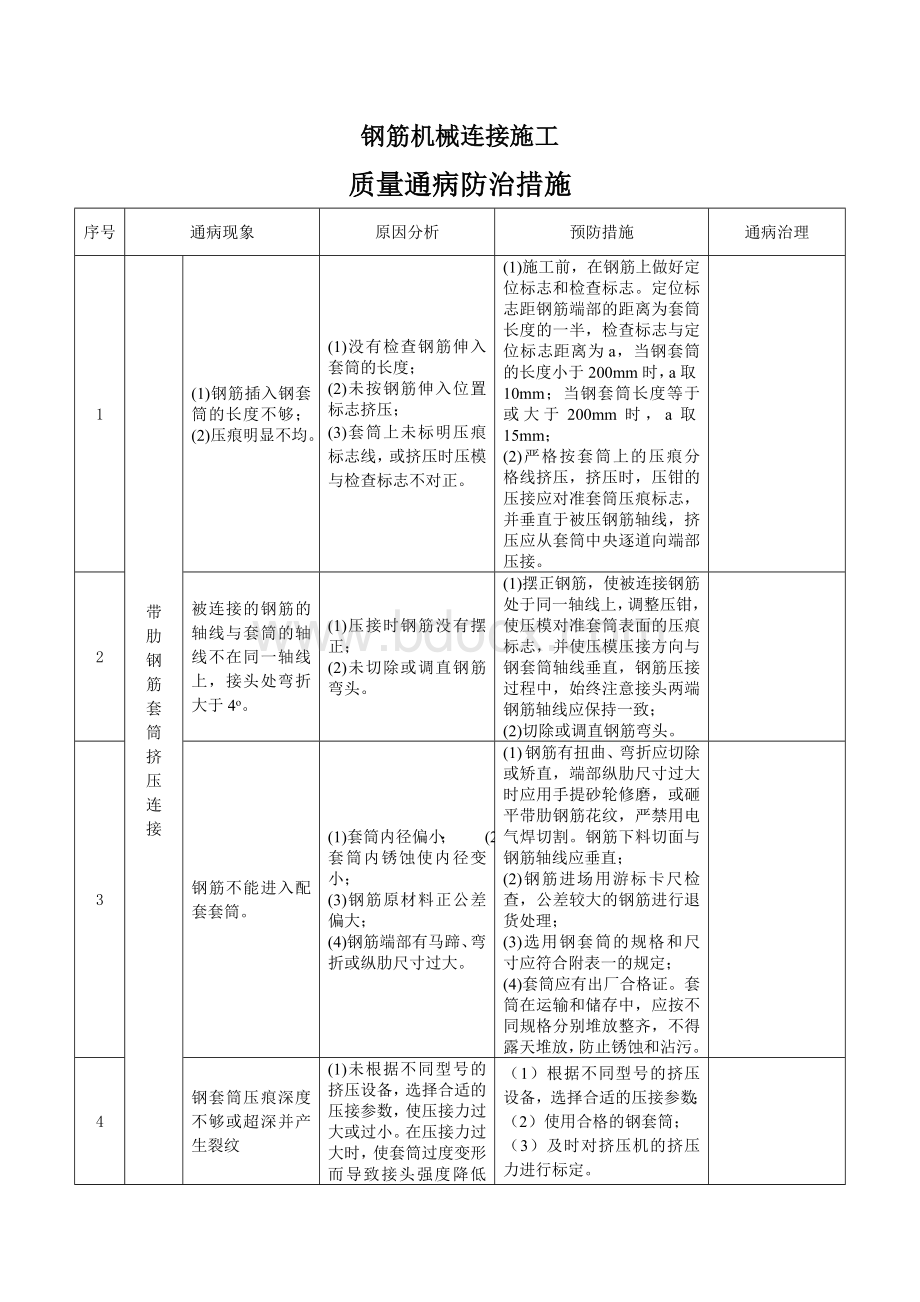
钢筋机械连接施工
质量通病防治措施
序号
通病现象
原因分析
预防措施
通病治理
1
带
肋
钢
筋
套
筒
挤
压
连
接
(1)钢筋插入钢套筒的长度不够;
(2)压痕明显不均。
(1)没有检查钢筋伸入套筒的长度;
(2)未按钢筋伸入位置标志挤压;
(3)套筒上未标明压痕标志线,或挤压时压模与检查标志不对正。
(1)施工前,在钢筋上做好定位标志和检查标志。
定位标志距钢筋端部的距离为套筒长度的一半,检查标志与定位标志距离为a,当钢套筒的长度小于200mm时,a取10mm;当钢套筒长度等于或大于200mm时,a取15mm;
(2)严格按套筒上的压痕分格线挤压,挤压时,压钳的压接应对准套筒压痕标志,并垂直于被压钢筋轴线,挤压应从套筒中央逐道向端部压接。
2
被连接的钢筋的轴线与套筒的轴线不在同一轴线上,接头处弯折大于4o。
(1)压接时钢筋没有摆正;
(2)未切除或调直钢筋弯头。
(1)摆正钢筋,使被连接钢筋处于同一轴线上,调整压钳,使压模对准套筒表面的压痕标志,并使压模压接方向与钢套筒轴线垂直,钢筋压接过程中,始终注意接头两端钢筋轴线应保持一致;
(2)切除或调直钢筋弯头。
3
钢筋不能进入配套套筒。
(1)套筒内径偏小;
(2)套筒内锈蚀使内径变小;
(3)钢筋原材料正公差偏大;
(4)钢筋端部有马蹄、弯折或纵肋尺寸过大。
(1) 钢筋有扭曲、弯折应切除或矫直,端部纵肋尺寸过大时应用手提砂轮修磨,或砸平带肋钢筋花纹,严禁用电气焊切割。
钢筋下料切面与钢筋轴线应垂直;
(2)钢筋进场用游标卡尺检查,公差较大的钢筋进行退货处理;
(3)选用钢套筒的规格和尺寸应符合附表一的规定;
(4)套筒应有出厂合格证。
套筒在运输和储存中,应按不同规格分别堆放整齐,不得露天堆放,防止锈蚀和沾污。
4
钢套筒压痕深度不够或超深并产生裂纹
(1)未根据不同型号的挤压设备,选择合适的压接参数,使压接力过大或过小。
在压接力过大时,使套筒过度变形而导致接头强度降低(拉伸时在套筒压痕处破坏);压接力过小,则接头强度或残余变形量不能满足要求;
(2)钢套筒材料不符合要求;
(3)有下列情况之一时,未对挤压机的挤压力进行标定:
①新挤压设备使用前;②旧挤压设备大修后;③油压表受损或强烈振动后;④挤压的接头数超过500个;⑤挤压设备使用超过一年;⑥套筒压痕异常且查不出其他原因;
(4)压模不合格。
(1)根据不同型号的挤压设备,选择合适的压接参数;
(2)使用合格的钢套筒;
(3)及时对挤压机的挤压力进行标定。
5
钢
筋
锥
螺
纹
连
接
(1)钢筋端部45d范围内混有焊接接头,或端头气割切断;
(2)钢筋下料时,钢筋端面不垂直于钢筋轴线,端头出现挠曲或马蹄形。
(1)操作工钢筋下料前未认真挑选钢筋,钢筋端部45d范围内混有其他焊接接头或机械接头;
(2)钢筋切断机保养不善,导致下料时钢筋端部出现挠曲及钢筋端面不垂直于钢筋轴线。
(1)采用无齿锯切掉,若端头微有翘曲,应进行调直处理;
(2))钢材材质应符合钢筋的有关国家标准的要求;
(3)钢筋切断机械应经常加强保养、维修。
6
(1)钢筋的牙形与牙形规不吻合,其小端直径在卡规的允许误差范围之外;
(2)套丝丝扣有损坏。
(1)操作工人未经培训或操作不当;
(2)操作工人未按机床操作规程操作。
(1)套丝必须用水溶性切削冷却润滑液,不得用机油润滑或不加润滑油套丝;
(2)钢筋套丝质量必须用牙形规与卡规检查,钢筋的牙形必须与牙形规相吻合,其小端直径必须在卡规上标出的允许误差之内;
(3)应用砂轮片切割机下料以保证钢筋断面与钢筋轴线垂直,不宜用气割切断钢筋;(4)钢筋套丝质量必须逐个用牙形规与卡规检查,经检查合格后,应立即将其一端拧上塑料保护帽,另一端按规定的力矩数值,用扳手拧紧连接套;
(5)对丝扣有损坏的,应将其切除一部分或全部重新套丝;
(6)对操作工人进行培训,取得合格证后再上岗,操作时加强其责任心。
7
(1)连接套规格与钢筋不一致或套丝误差大;
(2)接头强度达不到要求;
(3)漏拧。
(1)操作工人未经培训,或责任心不强;
(2)水泥浆等杂物进入套筒影响接头质量;
(3)力矩扳手未进行定期检测。
(1)在连接前,检查套筒表面中部标记,是否与连接钢筋同规格,并用扭力扳手按规定的力矩值把钢筋接头拧紧,直到扭力在调定的力矩值发出响声,并随手画上油漆标记,以防止有的钢筋接头漏拧;
(2)力矩扳手出厂时应有产品合格证,考虑到力矩扳手的使用次数多少,应根据需要将使用频繁的力矩扳手提前检定;
(3)连接钢筋时,应先将钢筋对正轴线后拧入锥螺纹连接套筒,再用力矩扳手拧到规定的力矩值。
决不允许在钢筋锥螺纹末拧入连接套筒,即用力矩扳手连接钢筋,致使接头丝扣损坏,造成强度达不到要求;
(4)防止钢筋堆放、吊装、搬运过程中弄脏或碰坏钢筋丝头,要求检验合格的丝头必须一端套上保护帽,另一端拧紧连接套;
(5)选择正确的接头连接方法。
8
接头露丝
接头拧紧后外露丝扣超过一个完整扣。
(1)同径或异径接头连接时,应采用二次拧紧连接方法;单向可调,双向可调接头连接时,应采用三次拧紧方法。
连接水平钢筋时,必须先将钢筋托平对正,用手拧紧,再按规定的力矩值,用力矩扳手拧紧接头;
(2)连接完的接头必须立即用油漆作上标记,防止漏拧。
对外露丝扣超过一个完整扣的接头,应重新拧紧接头或进行加固处理,可采用电弧焊贴角焊缝加以补强。
补焊的焊缝高度不小于5mm,焊条可选用E5015,当连接钢筋为Ⅲ级钢时,必须先做可焊性试验,经试验合格后,方可采用焊接补强方法。
9
钢
筋
滚
压
直
螺
纹
连
接
丝头直径不符合要求
滚丝机调试不到位,容易造成丝头直径不合格,从而达不到与套筒的有效接触面积
将滚丝机调试到位。
10
丝头长度不符合要求
滚丝过程中,丝头长度控制不到位,加工出的丝头过长或过短,同样影响钢筋直螺纹连接的质量。
严格控制丝头的长度。
11
丝头螺纹饱满度不符合要求
车丝机刀具更换不及时,导致螺纹饱满程度不够。
及时更换车丝机刀具。
12
未拧紧或漏拧
套筒拧紧时,工人责任心不强,用力不到位,造成套筒拧不紧,外露丝扣过多。
(1)严格按操作规定的力矩值施工;
(2)连接好的接头用油漆作标记。
接头重新拧紧,达到规定的力矩值。
附表一:
钢套筒的规格和尺寸
钢套筒型号
钢套筒尺寸(mm)
钢套筒型号
钢套筒尺寸(mm)
外径
壁厚
长度
外径
壁厚
长度
G40
G36
G32
G28
70
63
56
50
12
11
10
8
240
216
192
168
G25
G22
G20
45
40
36
7.5
6.5
6
150
132
120
 升级会员
升级会员 