温度管理制度Word下载.docx
《温度管理制度Word下载.docx》由会员分享,可在线阅读,更多相关《温度管理制度Word下载.docx(12页珍藏版)》请在冰豆网上搜索。
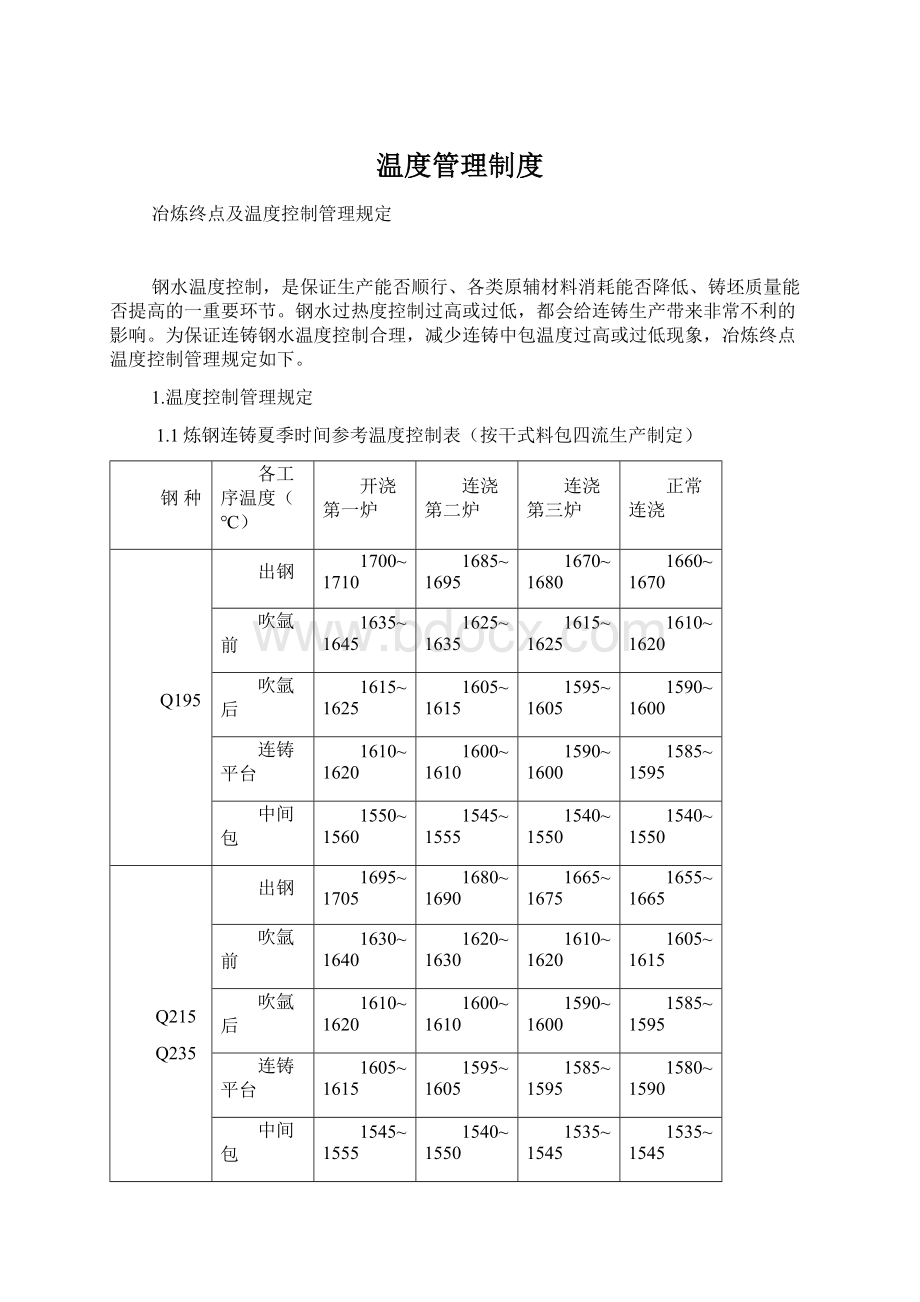
连铸平台
1600~1610
1585~1595
中间包
1550~1560
1545~1555
1540~1550
Q215
Q235
1695~1705
1680~1690
1665~1675
1655~1665
1630~1640
1620~1630
1580~1590
1535~1545
冬季时间(11月~3月)的温度控制范围在上述温度基础上要提高10~20℃,三流浇钢时在上述温度范围基础上再增加5~10℃。
使用绝热板中间包,在上述温度基础上可再降低10度。
1.2生产过程中,当遇大包开浇中包温度偏低时,及时向大包、中包内投放2袋以上碳化稻壳(保温剂),大包并盖盖保温。
当遇大包开浇后中包温度偏高时,及时向大包投放干燥、洁净的钢坯降温。
1.3炼钢终点或出钢温度、吹氩前温度(吊包前关气测温)、钢包底吹结束温度、到连铸平台的温度至少连续测温两次,连续两次测温误差≥7℃时要补测,其中以两次测温误差最小的平均值为准。
1.4新投入使用的中间包、钢包,非正常周转包以及有包底的钢包,在投入使用前必须按规定时间进行烘烤,并将钢包烘烤至800度以上。
1.5按有关规定进行烘烤的新包、非正常周转包以及粘有包底的钢包在投入使用时,可根据当时具体情况,前3~5炉的考核温度(吹氩前、到连铸、中包)可提高10度,温度提高后必须达到中包钢水合格温度范围。
1.6新钢包、备用包、烘烤不良的钢包、包底>0.5吨的钢包,禁止上连铸开机第一炉,在投入连浇使用时(装铁之前)热修包岗位必须及时通知炉长、机长及调度。
1.7上连铸开机第一炉禁止在钢包内调温,当钢包底吹不透气及温度偏高时,为了保证钢包自开原则上不在钢包内调温,而由炉长通知机长在连铸调温。
1.8在日常生产操作中,机长可根据中包实际钢水温度进行调整、改变到连铸钢水温度时,机长与炉长、调度必须提前联系,确保转炉出钢温度及吹氩前温度、吹氩结束温度,能及时准确的进行相应调整。
1.9为确保连铸坯质量,严禁中间包内调温、吹氧。
若需调温应在中包开浇并连续两次测温之后在大包内调温。
1.10电工专业负责在用和新上测温系统的管理,每周组织一次全厂在用测温仪表的校对以及测温枪、线、插头、插座的检查处理,同时在炼钢、连铸日常生产中,测温系统出现异常应立即检查处理,确保测温系统准确使用。
1.11工艺监督做好每炉终点(C、T)、吹氩前钢包温度、到连铸温度以及中包钢水温度的记录、认真判定、准确考核。
1.12未执行上述规定,每发生一次由调度室工艺监督考核责任人100~500元。
未执行此制度及相关规定,发生各类事故,按事故考核规定及标准执行。
2.炼钢终点及温度控制管理考核规定
2.1按月考核炼钢终点“双命中”合格率、吹氩前钢包温度合格率,以及按日考核到连铸的钢水温度合格率。
2.2一次拉碳出钢时终点碳、温度均达到规定的目标值时为合格。
2.2.1一次拉碳时,(Q195~Q235)终点或出钢温度应符合下表规定值:
项目
开浇第一炉(参考)
连浇第二炉
连浇第三炉
正常连浇
参考出钢温度℃
1690~1710
1680~1700
1670~1690
1660~1680
四流考核温度℃
≤1710
≤1700
≤1690
≤1680
三流考核温度℃
≤1720
冬季时间(11月~3月)的温度控制范围在上述温度基础上要提高15℃,
2.2.2一次拉碳时Q195钢种:
终点碳[C%]≥0.05为合格。
Q215、Q235钢种:
终点碳[C%]≥0.07为合格。
2.2.3由调度室工艺监督负责炼钢终点“双命中”合格率的统计与考核。
全月不分钢种、综合累计“双命中”合格率<60%考核炉长200元、考核炼钢一助手500元,合格率完成60%~80%时不考核,合格率>80%时,炉长奖200元、炼钢一助手奖1000元。
2.2.4开机第一炉及铁水Si≥0.8%、铁水S≥0.05%时,终点温度及终点碳不计入“双命中”指标的考核。
2.2.5终点温度、碳在线内时,若需降温而点吹的炉次判为合格。
2.2.6凡终点碳高、温度低、等出钢时间长而后吹的炉次均判为不合格。
2.2.7因补炉、出钢口下管及其它原因需要提前组织出钢时,允许当班有两炉“双命中”指标不计入考核。
2.2.8新钢包、备用包、烘烤不良的钢包、包底>0.5吨的钢包、出钢口新下管后冶炼第一炉以及非正常生产状态下冶炼的炉次不计入“双命中”指标的考核。
2.3按月考核吹氩前钢包温度合格率
2.3.1出钢后钢包第一次测温(连续测量两次以上取平均值)温度应符合下表规定值。
开浇第一炉
1630~1655
1620~1645
1610~1635
1605~1630
1635~1660
1625~1650
1615~1640
冬季时间(11月~3月)上下限温度控制范围在上述温度基础上要提高15℃。
绝热板包在此基础上,上下限可再降10℃。
2.3.2由调度室工艺监督负责吹氩前钢包温度合格率的统计与考核。
全月不分钢种、综合累计合格率指标要求≥70%,未完成考核炉长200元。
2.3.3出钢后要连续测温两次(含两次)以上,以每次所测得的温度差在±
7℃以内作为有效平均值为准,凡未按规定测温每发生一次考核责任人100元。
2.3.4铁水S≥0.050%及非正常生产状态下的冶炼炉次,不计入吹氩前温度合格率的考核。
2.3.5因补炉、出钢口下管或其它原因需要提前出钢时,允许当班有两炉“吹氩前温度合格率”不计入考核。
2.3.6首次使用新钢包、备用包、烘烤不良的钢包、包底>0.5吨的钢包等炉次不计入“吹氩前温度合格率”的考核。
2.3.7为保证连铸钢水温度的均匀性,钢包底吹时间应≥1.5分钟,钢包调温及底吹效果不好时炉长要及时通知机长。
2.3.8炉后钢包底吹氩全程要按规定测温、记录,加覆盖剂(保证钢包液面全面覆盖),凡未按规定测温、记录、加覆盖剂的每发生一次考核吹氩工100元。
2.4按日考核到连铸钢水温度合格率
2.4.1到连铸大包温度超标,但在连铸大包未调温的前提下,连铸中间包平均温度达标此炉判合格。
2.4.2按日考核炉长,到连铸钢水温度合格率。
要求每日当班累计合格率≥80%,每日当班累计合格率未完成,每有一炉不合,考核炉长10元。
2.4.3到连铸钢水温度合格范围规定值:
浇钢流数
Q215
Q235
冬季时间(11月~3月)上下限温度控制范围在上述温度基础上要提高15℃.绝热板包在此基础上,上下限可再降10℃。
2.4.4按日考核炉长,到连铸钢水温度合格率。
2.4.5钢水到连铸后要连续测温两次(含两次)以上,以每次所测得的温度差在±
7℃以内的有效数平均值为准。
机长未要温度时,符合上表规定值范围的炉次判为合格。
当机长提前要连铸钢水温度时,以机长要钢温度±
5℃范围内判为合格。
2.4.6开机前三炉使用未经烘烤的中间包;
第一次使用新钢包、备用包、烘烤不良、包底>0.5吨的钢包,以及非正常生产状态下冶炼的炉次,不计入连铸钢水温度合格率指标的考核。
3.连铸中间包钢水温度控制管理考核规定
3.1连铸中间包钢水过热度定为30℃±
5℃,Q195钢种液相线温度为1523℃,Q215、Q235钢种液相线温度为1515℃。
3.2按日考核机长连铸中间包钢水温度合格率,每日当班累计合格率要求≥80%,每日当班累计合格率未完成,每有一炉不合,考核机长10元。
3.2.1连铸中包钢水温度合格范围规定值:
1555~1565
3.2.2由调度室工艺监督负责每日连铸中间包平均钢水温度合格率的统计与考核,每炉测中间包钢水温度≥4次,考核温度以当炉所测温度的平均值为准。
3.2.3因连浇时间紧、炉后吹氩时间≤1.5分钟,到连铸温度无论是否合格,因大包钢水温度不均导致连铸中包温度不合的判相关责任人。
3.2.4到连铸温度低不合,导致连铸中间包钢水温度低于考核下限责任判炉长。
到连铸温度高不合,导致连铸中间包钢水温度高于上限责任判机长。
3.2.5到连铸温度合格,但因钢水镇静时间长(含烧眼)>6分钟,造成中包钢水浇注后期温度偏低不合,按时间影响责任判定。
3.2.6连铸大包因调温不准,造成中间包钢水温度低责任判机长。
3.2.7钢水在连铸镇静时间≤6分,在连铸机长要钢温度±
5℃范围内,但连铸中间包温度不合责任判机长。
3.2.8除炼钢、连铸责任外,因其它原因造成到连铸钢水温度不合、中间包钢水温度不合,考核责任人每炉10元。
3.2.9因钢包底吹透气性差搅拌无力或因管路不通、漏气,造成钢包底吹不合格等,无论中包钢水温度是否合格均考核责任人50元/炉。
3.2.10凡发生连铸中间包钢水因低温冻流重接、拉下、“吹氧”等,经当班调度组织分析,根据相关规定考核责任人。
3.2.11连铸因中间包温度高造成拉漏,由当班工艺监督根据相关规定考核有关责任人。
3.2.12因中间包温度低、被迫造成中间包“吹氧”,除按中间包吹氧有关规定考核外,因中间包吹氧造成连铸坯绝废及轧后废,由当班工艺监督根据质量事故责任划分办法考核责任人。
4.未正确使用测温枪,造成测温枪损坏每次考核责任人20元,因测温元器件故障而发生涉及温度方面的生产、质量事故,经分析根据相关规定考核责任人。
5.本管理规定由生产科调度室负责管理与考核,从14年6月1日夜班开始执行,原制度、补充规定等同时废止。
3.4因拉碳温度低后吹提温判为不合格,合格温度下调温点吹判合格。
连续两次以上测温取平均值。
5.炼钢到站温度、连铸中间包温度合格率按≥80%考核,其他规定不变。
6.本补充规定从2013.3.1夜班起执行。
首钢伊钢炼钢厂
2013.2.26
炼钢、连铸温度控制制度
(此制度发至炼钢工段、连铸工段、调度室、从2014.6.1日起执行、原“规定”作废)
根据对三班炼钢出钢温度、精炼终点离站温度及到连铸大包转台温度的统计分析,初步总结出在现生产阶段,从出钢到连铸中包钢水温度降数据。
为实现炼钢提供连铸的钢水温度控制更趋于合理,减少连铸中包调温炉数,做到中包不“吹氧”,炼钢连铸温度控制制度规定如下。
一、各工序间平均温度降
类别
出钢到钢包吹氮前温降℃
吹氮前后温降℃
吹氮后到大包转台温降℃
大包转台到中包温降℃
出钢℃
钢包吹氮前℃
温降℃
钢包吹氮后℃
大包转台℃
中包钢水℃
统计数
1690
1639
51
1608
31
1604
4
1548
56
调整数
1685
1635
50
1605
30
1600
5
1545
55
说明:
上表温降统计数中包含了使用干式料包、出钢时钢包调温、吹氮时钢包调温以及中包调温的一些炉数,扣除这一因素实际温降要小,因此做了调整。
以下各工序温度控制表就是依据调整后的数据并以调整数据为中限,参考以往试行过的温度制度而制定。
二、本制度执行目的:
指导和规范三班炼钢提供连铸的钢水温度,减少连铸中包调温炉数,杜绝中包“吹氧”,同时炼钢出钢温度也要保证吹氩前吹氮时间≥1分钟≤3分钟。
现将钢包到连铸转台钢水温度的规定如下(夏季时间取中下限、冬季时间取中上限),要求炼钢、吹氩前精炼等岗位,参照本温度制度规定,控制好炼钢出钢及精炼吹氮终点的温度。
三、炼钢连铸温度控制参数
3.1.各工序间温度控制参数表(按绝热板包制定)
钢种
各工序点℃
第一炉
第二炉
第三炉
正常连浇(三流)
正常连浇(四流)
Q195
1710--1730
1695-1715
1685--1705
1680--1700
吹氮前
1660--1680
1645--1665
1635--1655
1630--1650
吹氮后
1615--1635
1605--1625
1600--1620
连铸大包转台
1625-1645
1610--1630
1595--1615
1545--1555
1540--1550
Q215Q235
1705--1725
1690--1710
1675-1695
1655--1675
1640--1660
1625--1645
1600-1620
1610-1630
1620--1640
1590--1610
3.2在此温度参数基础上补充规定:
3.2.1铸机二流浇钢时,到连铸转台温度可提高(5-10)度。
3.2.2新投入的钢包,非正常周转的钢包再投入使用前必须按有关规定进行烘烤。
3.2.3按有关规定进行烘烤的新包、黒包、凉包、粘有包底的包投入使用时,根据情况到连铸转台温度可提高(5-20)度。
3.2.4使用干湿料中间包,到连铸转台的温度可提高(5-10)度。
连铸机长应在炼钢兑铁加废钢之前通知炼钢炉长。
3.2.5日常生产操作中,根据中包实际钢水温度及遇有需要调整改变到连铸转台钢水温度的生产因素时,机长与炉长、调度必须及时加强联系,确保炼钢出钢温度及吹氩前精炼处理结束温度随条件变化而及时准确的进行相应调整。
3.2.6浇注普碳钢时,为确保连铸坯质量,在大包开浇15分钟之内,中间包钢水温度连续多次测温,平均温度≥1565℃,≤1530℃时,连铸可以拒浇,但大包停浇前须通知调度及炼钢炉长。
四、厂相关专业负责在用和新上测温系统的管理,每周组织一次全厂在用测温仪表的校队以及测温枪、线、插头、插座的检查处理,同时在炼钢、连铸日常生产中,测温系统出现异常应立即检查处理,确保测温系统准确使用。
五、未执行此制度及相关规定,发生各类事故,按事故考核规定及标准执行。
首钢伊犁钢铁公司炼钢厂
2012.4.30
到站温度、连铸中包温度考核范围的通知
从2013.4.1日起,炼钢到站温度及连铸中包温度合格率判定标准执行以下列表,下列表中10月~3月为冬季时间,4月~9月为夏季时间,即从4.1日起执行夏季温度考核标准。
1到连铸平台判定温度范围(干式料包)
(三流)
(四流)
10月~3月
1635~1650
1625~1640
1615~1630
1610~1625
1600~1615
4月~9月
1630~1645
1620~1635
1605~1620
1595~1610
1590~1605
2中间包温度判定范围
1545~1555
1540~1550
1535~1545
3使用绝热板中间包,在以上温度基础上,到连铸平台的温度可再降低(5-10)度。
开机第一炉,连铸机长应在炼钢开吹之前,通知炼钢炉长所使用的中包种类。
4上连铸开机第一炉,到站温度、中包温度不纳入合格率考核。
5其他仍执行原温度制度中的规定
首钢伊钢炼钢厂
2013.3.31
1.终点温度以连续两次以上测温,温度差在±
7℃的平均值为准。
终点温度在线内符合考核值的条件下若还需调温点吹,只有当调温后钢包没再调温的前提下,该炉次判为合格否则判不合格。
凡终点碳高、温度低、等出钢时间长后吹≥10秒的炉次均判为不合格。
2.当连铸三个流浇钢时,考核温度上限提高10℃,因补炉原因需提前出钢的炉次(每个炉座允许2炉),考核温度上限依据连铸机流数提高10℃。
3.事故状态后冶炼第一炉、转炉热停工时间≥120分钟冶炼第一炉、使用新包第一炉、涮包底>0.5吨、新修出钢口第一炉等炉次不计入考核。
4.由调度室工艺监督负责按日统计、月考核,全月“双命中”合格率<60%未完成考核目标,炉长考核200元、炼钢一助手考核500元。
全月“双命中”合格率完成60%~80%时不考核。
“全月双命中”合格率>80%时,炉长嘉奖500元、炼钢一助手嘉奖1000元。
5.本办法由厂生产科调度室负责管理及考核,从2013年11月1日起执行,原终点碳合格率考核及终点温度考核同时废止。
6.本办法执行过程中,凡出现数据失真、丢失、差错、弄虚作假等,每发生一次考核责任人50~500元。
 升级会员
升级会员 