汽车外覆盖件DL设计方法6Word文件下载.docx
《汽车外覆盖件DL设计方法6Word文件下载.docx》由会员分享,可在线阅读,更多相关《汽车外覆盖件DL设计方法6Word文件下载.docx(20页珍藏版)》请在冰豆网上搜索。
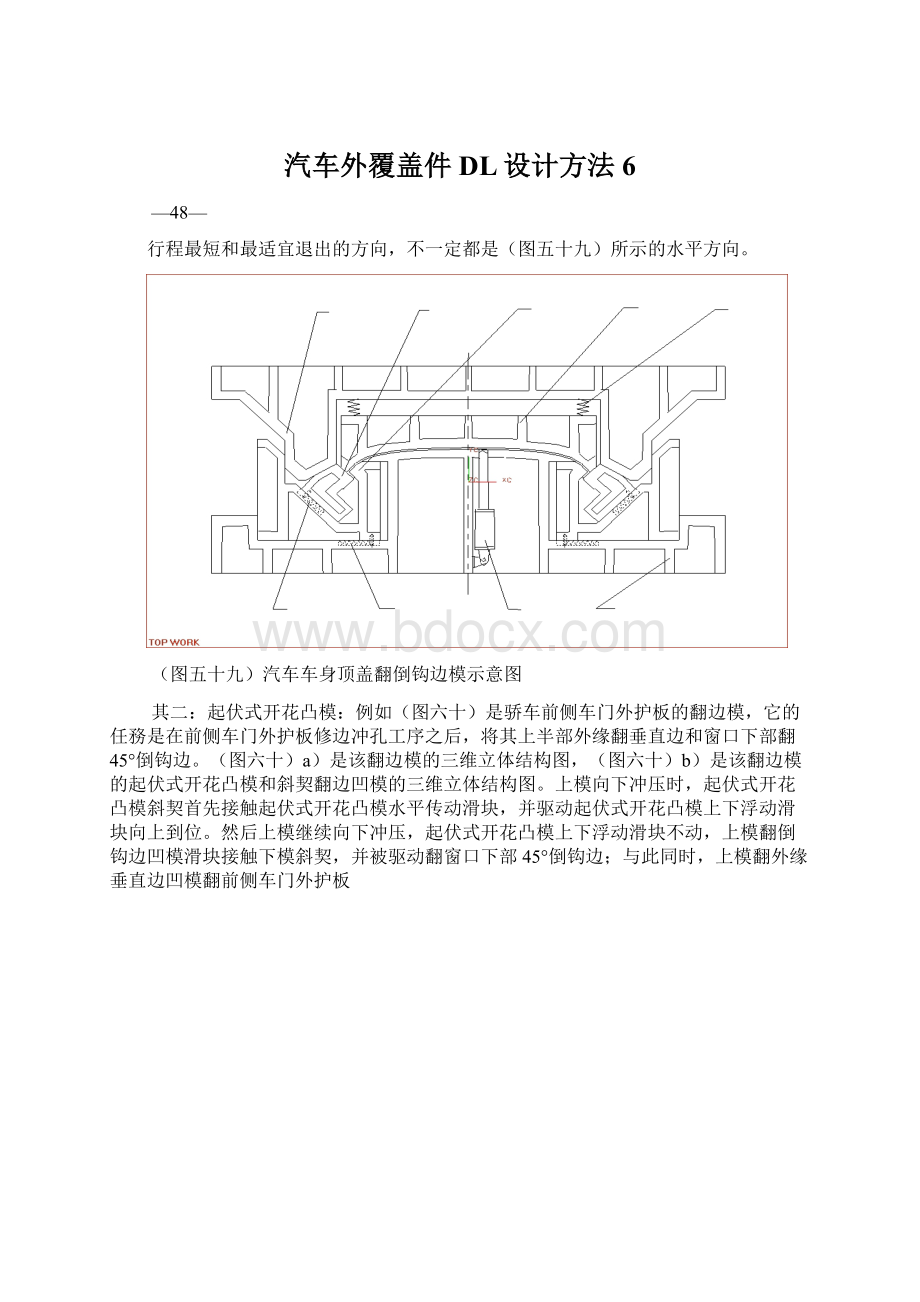
图例:
A—下模座;
B—上模座.外缘翻边凹模.浮动开花凸模斜契.向上压死边凸模驱动斜契;
C—导板:
D—窗口內缘翻边凹模;
E—窗口內缘翻边凸模;
F—凹模压件板及顶出器;
G—斜契外缘翻边凹模;
H-—外缘翻边凹模斜契;
I—浮动开花凸模水平传动斜契;
J—.向上压死边凸模水平传动斜契;
K—向上压死边凸模传动滑块;
L—导板;
M—.外缘翻边凸模;
N-—浮动开花凸模传动滑块;
O—导板;
P—导板;
Q—导板。
护板修边冲孔工序及上半部外缘翻垂直边和窗口下部翻45°
倒钩边工序之后,将其下半
—50—
b)翻边模的起伏式开花凸模和斜契翻边凹模的三维立体结构图
部外缘翻倒钩垂直边.和窗口下部翻贴合死边。
(图六十一)a)是该翻边模的三维立体结构图,(图六十一)b)是该翻边模的起伏式开花凸模和斜契翻边凹模的三维立体结构图。
上模向下冲压时,起伏式开花凸模斜契首先接触起伏式开花凸模水平传动滑块,并驱动起伏式开花凸模上下浮动滑块向上到位,如(图六十一)中T1.T2和.T3箭头所示;
与此同时,凹模压件板及顶出器压紧骄车前侧车门外护板。
然后上模继续向下冲压,起伏式开花凸模上下浮动滑块不动,上模翻倒钩边凹模滑块接触下模斜契,并被驱动翻前侧车门外护板外缘下部冲压方向倒钩式的型面垂直边,如(图六十一)中U1箭头所示;
与此同时,.向上压死边凸模水平传动斜契驱动向上压死边凸模传动滑块将骄车前侧车门外护板窗口下部事先翻好的45°
倒钩边压成贴合死边,如(图六十一)中S1.S2和.S3箭头所示。
成形完毕之后,上模向上回程时,上模翻外缘垂直边凹模和下模翻窗口下部贴合死边凸模滑块首先退回到位,然后开花凸模上下浮动滑块向下到位。
这种结构也有不如人意之处,它将使得模具体积庞大。
(图六十二)是骄车前侧车门外护板的二副翻边模(开启状态),为了清楚地表达二副翻
a)骄车前侧车门外护板一次翻边模(图六十二)骄车前侧车门外护板的二副翻边模(开启状态)
—51—
b)骄车前侧车门外护板二次翻边模
(图六十二)骄车前侧车门外护板的二副翻边模(开启状态)
边模的内部结构,将上模座单独又向上移动了一个距离(事实上使用时是装配在一起的)。
图中的复杂结构说明:
再复杂的骄车侧车门外护板,均可用四副模具将其成形完毕,即拉延.修边.翻边.翻边等四道工序的四副模具。
从而改变了以往使用五至六副模具才能将其冲压成形的状况。
(图六十).(图六十一).(图六十二)均是同一骄车前侧车门外护板的二副翻边模。
(图六十三)是载重汽车侧围整体门框,它是载重汽车白车身本体一个重要的结构件和
外表覆盖件,图中标注的说明已经表达了它在载重汽车白车身本体中的装配关系,因此,
(图六十三)载重汽车侧围整体门框示意图
它既有较高的尺寸精度要求也较高的表面要求,而且成形性也很复杂。
以前都是采用多道冲压工序才能成形出来,而今由于复杂斜契翻边模具的发展和进步,我们针对该件只采用
—52—
—52—
a)上模结构图(翻过来观察)b)下模结构图
C)翻边模结构图(上模和下模的整形凸模剖切了四分之一来观察)
(图六十四)载重汽车侧围整体门框整形斜契翻边模结构图
A—上模座(凹模座);
B—斜契翻边凸模;
C—斜契翻边凸模导轨;
D—整形凹模內顶出器兼压件板;
E—外整形凹模之一;
F—內整形凹模;
G—外整形凹模之二;
H—下模座(凸模座);
I—斜契翻边凸模驱动斜契;
J—斜契翻边凹模(整形开花凸模);
K—斜契翻边凹模(整形开花凸模)导轨;
L—斜契翻边凹模(整形开花凸模)驱动汽缸;
M—整形凸模兼斜契翻边凹模;
N—整形凸模內顶出器支架;
O—整形凸模內顶出器驱动汽缸;
P—整形凸模內顶出器(包含导柱)。
了:
拉延,修边冲孔,整形斜契翻边,和斜契翻边斜契冲孔等四道冲压工序成形出来。
其中载重汽车侧围整体门框斜契翻边模如(图六十四)所示,它既要完成整个载重汽车侧围
—53—
整体门框的整形,还要完成与顶盖相结合的倒钩边的斜契翻边。
它的工作程序是:
1)先
(图六十五)载重汽车侧围整体门框整形斜契翻边模开花凸模的三维立体结构图
图例:
J-1—斜契翻边凹模(整形开花凸模)左;
J-2—斜契翻边凹模(整形开花凸模)中;
J-3—斜契翻边凹模(整形开花凸模)右;
Q—平面浮动整形开花凸模水平传动斜契;
a—前后方向开花行程;
b—侧面方向开花行程;
s—Q的斜面设计行程;
斜率a/b和斜率-a/b为J-1和J-3的实际行程(包含行程方向)。
将载重汽车侧围整体门框修边冲孔制件放置在整形凸模兼斜契翻边凹模M上;
2)开动斜契翻边凹模(整形开花凸模)驱动汽缸L的通汽开关,(可以是手动也可以是压力机程控),汽缸L驱动平面浮动整形开花凸模水平传动斜契Q按(图六十五)方位向左移动,先推动斜契翻边凹模(整形开花凸模)左J-1和斜契翻边凹模(整形开花凸模)右J-3,滞后行程b同时推动斜契翻边凹模(整形开花凸模)中J-2,它们将按J与Q的行程路线图开花移动到(图六十五)所示的位置;
3)上模向下移动,首先整形凹模內顶出器兼压件板D夹紧载重汽车侧围整体门框修边冲孔制件于整形凸模兼斜契翻边凹模M上,然后斜契翻边凸模B受斜契翻边凸模驱动斜契I驱动,对载重汽车侧围整体门框修边冲孔制件进行斜契翻边,与此同时,外整形凹模之一E,內整形凹模F,和外整形凹模之二G对载重汽车侧围整体门框修边冲孔制件进行整形,直至上模与下模吻合,将载重汽车侧围整体门框完成整形斜契翻边。
4)上模向上移动,按倒程序返回至2);
5)开动斜契翻边凹模(整形开花凸模)驱动汽缸L的通汽开关,(可以是手动也可以是压力机程控),汽缸L驱动平面浮动整形开花凸模水平传动斜契Q按(图六十五)方位向右移动,斜契翻边凹模(整形开花凸模)左J-1,斜契翻边凹模(整形开花凸模)右J-3,和斜契翻边凹模(整形开花凸模)中J-2收回至不开花的原来状态;
6)开动整形凸模內顶出器驱动汽缸O的通汽开关,(可以是手动也可以是压力机程控),汽缸O驱动整形凸模內顶出器(包含导柱)P向上,即可将载重汽车侧围整体门框整形斜契翻边件从模具中取出。
这种模具结构比较合理,它既不使得模具体积庞大,也不可能干涉冲压件的送入或送出。
起伏式开花凸模
不仅是可以沿模具上下浮动开花和模具水平缩放开花,也可以沿模具任意斜面方向开闭开花,其目的是寻求既能使冲压覆盖件在模具里得到良好的翻倒钩边变形又能使翻好倒钩边的冲压覆盖件从模具里方便取出来的最佳方案。
(图六十六)所示的模具图是骄车后行李箱盖外板的翻边.斜契翻边及斜契冲孔模结构图:
(图六十六)a)是
—54—
该模具整体结构示意图,(图六十六)b)是该模具下模结构示意图,(图六十六)c)是该
a)翻边.斜契翻边及斜契冲孔模整体结构示意图
b)翻边.斜契翻边及斜契冲孔模下模结构示意图
—55—
c)翻边.斜契翻边及斜契冲孔模上模结构示意图
d)翻边.斜契翻边及斜契冲孔模整体结构剖面图
—56—
e)翻边.斜契翻边及斜契冲孔模浮动吊契传动方式示意图
f)翻边.斜契翻边及斜契冲孔模沿斜面方向开闭开花凸模传动方式示意图
—57—
g)翻边.斜契翻边及斜契冲孔模浮动吊契冲孔凸模结构示意图
(图六十六)骄车后行李箱盖外板的翻边.斜契翻边及斜契冲孔模示意图
A—外缘翻边凹模(包括前.后翻边凹模斜契滑动块);
B—外缘翻边凸模(中间部分);
C—上模座;
D—下模座(包括前.后翻边凹模斜契驱动块);
E—上.下模之间的导向导柱(在导板导向的前提下);
F—沿模具任意斜面方向开闭开花的外缘翻边凸模(包括前.后翻边凸模斜契滑动块);
G—前.后翻边开花凸模开闭移动的导向导板;
H—骄车后行李箱盖外板翻边件顶出器;
I—冲孔凸模座(浮动吊契滑动块)支承板;
J—前.后翻边开花凸模开闭移动的斜契驱动块;
K—冲孔凹模镶块;
L—前.后翻边开花凸模开闭移动的斜契驱动块的驱动气缸(受压力机程控);
M—外缘翻边凹模顶出器限位块;
N—前.后翻边凹模斜契滑动块移动的导向导板;
O—外缘翻边凹模顶出器;
P—冲孔凸模卸件板;
Q—骄车后行李箱盖外板翻边件顶出器限位传动肖;
R—冲孔凸模座(浮动吊契滑动块);
S—冲孔凸模固定板;
T—固定在上模座上的冲孔凸模座的浮动吊契驱动块;
U—冲孔凸模座(浮动吊契滑动块)的导向导板;
V—冲孔凸模;
W—外缘翻边凹模顶出器与上模座之间的导向导套孔。
模具下模结构示意图,(图六十六)d)是该模具整体结构剖面图,(图六十六)e)是该模具斜契冲孔凸模浮动吊契传动方式示意图,(图六十六)f)是该模具斜契翻边凸模沿斜面方向开闭开花凸模传动方式示意图,(图六十六)g)是该模具斜契冲孔浮动吊契冲孔凸模结构示意图。
1)将骄车后行李箱盖外板修边冲孔制件放置在外缘翻边凸模B上;
2)沿模具任意斜面方向开闭开花的前.后翻边凸模F受压力机程控驱动气缸L移动前.后翻边开花凸模斜契驱动块J而向上,使骄车后行李箱盖外板修边冲孔制件完整的贴合在外缘翻边凸模上;
3)上模向下,首先外缘翻边凹模顶出器O接触外缘翻边凹模顶出器限位块M,此时外缘翻边凹模顶出器O与外缘翻边凸模B和F的间隙为骄车后行李箱盖外板翻边件板料正公差厚度;
4)尔后下模座的前.后翻边凹模斜契驱动块D接触前.后翻边凹模斜契滑动块A,继外缘翻边凹模A中间部分之后沿斜面垂直方向进行外缘翻边;
5)与外缘翻边同时,固定在上模座上的冲孔凸模座的浮动吊契驱动块T接触冲孔凸模座之浮动吊契滑动块I,受其推动而完成斜契冲孔;
6)沿以上倒程序工作而返回,骄车后行李箱盖外板翻边件顶出器H离开其限位传动肖Q,顶起骄车后行李箱盖外板翻边冲孔制件,
—58—
我们即可把骄车后行李箱盖外板翻边冲孔制件从模具中取出。
这种模具结构使得翻边模高度复合化,减少了车身覆盖件的冲压工序数和模具数。
后行李箱盖外板以前需要4—5道工序,这种结构模具的出现,只需要3道工序的模具就可以了。
其三:
旋转式开花凸模:
有些车身覆盖件在翻倒钩边成形时,翻边凸模无法实现以上两种开花结构,造成车身覆盖件翻边成形后无法从翻边凸模上取出,此时我们可以采用旋转式开花凸模,其模具结构如下所述。
例如(图六十七)所示的骄车车身前侧翼外板
翻倒钩边模结构图(即前侧翼外板前大灯顶尖端处的倒钩边),它的工作程序是:
1)将骄
(图六十七)骄车车身前侧翼外板翻倒钩边模示意图
A—下模座(包括翻边凸模);
B—上模座;
C—骄车车身前侧翼外板翻边件顶出器;
D—翻边凹模;
E—外缘翻边凹模顶出器;
F—凹模顶出器压缩弹簧;
G—凸模支持的骄车车身前侧翼外板修边冲孔制件;
H—旋转斜契旋转式开花传动肖;
I—旋转斜契旋转式开花驱动弹簧;
J—凸模旋转式开花的旋转斜契;
K—斜契翻边凹模;
L—斜契翻边凹模复位弹簧;
M—斜契翻边凹模复位弹簧传动肖;
N—斜契翻边凹模座滑块;
O—斜契翻边凹模座滑块导向导板;
P—凸模旋转式开花的旋转斜契的斜契驱动块;
Q—斜契翻边凹模的斜契驱动块;
R—凸模旋转式开花的旋转斜契的斜契驱动块传动滑块;
S—凸模旋转式开花的旋转斜契的斜契驱动块传动滑块导向导板;
T—凸模旋转式开花的旋转斜契的斜契驱动块传动滑块的传动肖;
U—凸模旋转式开花的旋转斜契的斜契驱动块传动滑块复位弹簧。
车车身前侧翼外板修边冲孔制件放置在外缘翻边凸模A和G上;
2)上模向下,首先凸模旋转式开花的旋转斜契的斜契驱动块P接触凸模旋转式开花的旋转斜契的斜契驱动块传动滑块R,推动凸模旋转式开花的旋转斜契J到位,弥合成完整的外缘翻边凸模;
3)上模继续向下,旋转斜契停止旋转,斜契翻边凹模的斜契驱动块Q接触斜契翻边凹模座滑块N,推动斜契翻边凹模座滑块N,使斜契翻边凹模K沿倒钩边方向翻倒钩边;
4)与此同时,翻边凹模D沿冲压方向进行外缘翻边;
5)沿以上倒程序工作而返回,骄车车身前侧翼外板翻边件顶出器C离开其限位传动肖(在D上)并顶起骄车后行李箱盖外板翻边冲孔制件,我们即可把骄车车身前侧翼外板翻边制件从模具中取出。
例如(图六十八)所示的骄车车身侧围外护板斜契翻边模,主要是翻前窗框柱和顶上横梁处的倒钩边,模具结构图表明旋转斜契刚强而简明。
1)将骄车身侧围外护板翻边整形制件放置在翻边整型凸.凹模J上;
2)上模向下,首先翻倒钩边凹模
—59—
a)冲压件倒钩边的倾斜角度与模具斜契的工作角度相匹配时的模具结构
定因素
b)冲压件倒钩边的倾斜角度与模具斜契的工作角度不相匹配时的模具结构
(图六十八)骄车车身侧围外护板斜契翻边模示意图
A—上模座;
B—翻倒钩边凹模斜契滑块导向导板;
C—翻倒钩边凹模斜契滑块复位传动肖;
D—翻倒钩边凹模斜契滑块复位弹簧;
E—翻倒钩边凹模斜契滑块;
F—旋转式开花凸模旋转斜契开花传动肖;
G—旋转式开花凸模旋转斜契复位弹簧;
H—旋转式开花凸模旋转斜契;
I—开花凸模旋转斜契座及翻倒钩边凹模斜契滑块驱动斜契;
J—翻边整型凸.凹模;
K—下模座;
L—內整型凸模;
M—.凹模顶出器压缩弹簧;
N—.凹模顶出器;
O—外整型凹模。
斜契滑块E接触旋转式开花凸模旋转斜契H,使旋转式开花凸模旋转到位,车身侧围外护
—60—
板翻边整形制件吻合地贴合在完整的翻边整型凸.凹模上;
3)旋转式开花凸模旋转到位之后,翻倒钩边凹模斜契滑块E接触开花凸模旋转斜契座及翻倒钩边凹模斜契滑块驱动斜契I,旋转式开花凸模停止旋转。
此时上模继续向下:
一方面凹模顶出器N接触翻边整型凸.凹模J和车身侧围外护板翻边整形制件,将其压紧;
另一方面滞后翻倒钩边凹模斜契滑块E受开花凸模旋转斜契座及翻倒钩边凹模斜契滑块驱动斜契I驱动,翻车身侧围外护板的倒钩边。
4)与此同时,滞后外整型凹模O和內整型凸模L向下完成翻边整型工程。
5)沿以上倒程序工作而返回,我们即可把车身侧围外护板从模具中取出。
(图六十八)a)适合冲压件倒钩边的倾斜角度与模具斜契的工作角度相匹配时的模具结构,(图六十八)b)适合冲压件倒钩边的倾斜角度与模具斜契的工作角度不相匹配时的模具结构。
例如(图六十九)所示的骄车车身前侧翼外板之轮罩处翻倒钩边模结构图,它的工作程序是:
1)将骄车车身前侧翼外板边整形制件放置在翻边整型凸模I上;
2)上模向下,
(图六十九)骄车车身前侧翼外板之轮罩处翻倒钩边模结构图
B—开花凸模旋转斜契座及翻倒钩边凹模斜契滑块驱动斜契;
C—旋转式开花凸模旋转斜契复位弹簧;
D—翻倒钩边凹模斜契滑块复位传动肖;
E—翻倒钩边凹模斜契滑块复位弹簧;
F—翻倒钩边凹模斜契滑块;
G—旋转式开花凸模旋转斜契;
H—旋转式开花凸模旋转斜契转动轴;
I—翻边整型凸模;
J—翻边整型凹模顶出器;
K—翻边整型凹模顶出器压缩弹簧;
L—上模座。
首先翻倒钩边凹模斜契滑块F接触旋转式开花凸模旋转斜契G,使旋转式开花凸模旋转到位,车身前侧翼外板边整形制件吻合地贴合在完整的翻边整型凸模上;
3)旋转式开花凸模旋转到位之后,翻倒钩边凹模斜契滑块F接触开花凸模旋转斜契座及翻倒钩边凹模斜契滑块驱动斜契B,旋转式开花凸模停止旋转。
一方面凹模顶出器J接触翻边整型凸模I和车身前侧翼外护板翻边整形制件,将其压紧;
另一方面滞后翻倒钩边凹模斜契滑块F受开花凸模旋转斜契座及翻倒钩边凹模斜契滑块驱动斜契B驱动,翻车身前侧翼外护板的倒钩边。
4)沿以上倒程序工作而返回,我们即可把车身前侧翼外护板从模具中取出。
—61—
这种旋转斜契适合翻倒钩边力比较小的情况下,它的优点是可以将旋转斜契做成标准组合件,制作起来更加简便。
综合上述旋转斜契机构,一个共同的问题是如何选择旋转斜契的旋转中心和旋转半径,以及它承担的翻边轮廓线的长度。
现分别叙述如下:
旋转斜契的旋转中心应该设置在冲压件倒钩边形状的外侧,使开花凸模旋转的开花转角置于的方位,不能让倒钩边形状在旋转方向出现倒钩,以免阻挡开花凸模的转动。
同时,能把开花凸模的形状与凸模形状适合地分离开来。
如图六十八b)所示。
旋转斜契的旋转半径,应该满足旋转斜契的刚性,也应该满足翻倒钩边凹模斜契滑块的工作路径顺利进行,包括它的刚性。
旋转斜契承担的翻边轮廓线的长度及方位,受到它承担的翻边轮廓曲线的制约。
理想状况是一段自然倒钩边轮廓线为一个旋转斜契,但是当它不能把开花凸模的形状与凸模形状适合地分离开来时,只好分成多个长度及方位的旋转斜契来完成翻倒钩边的工程。
(3)关于为包边(扣合)工序尺寸准确性所采取的措施:
 升级会员
升级会员 