《钢筋焊接及验收规程》新旧对照Word下载.docx
《《钢筋焊接及验收规程》新旧对照Word下载.docx》由会员分享,可在线阅读,更多相关《《钢筋焊接及验收规程》新旧对照Word下载.docx(11页珍藏版)》请在冰豆网上搜索。
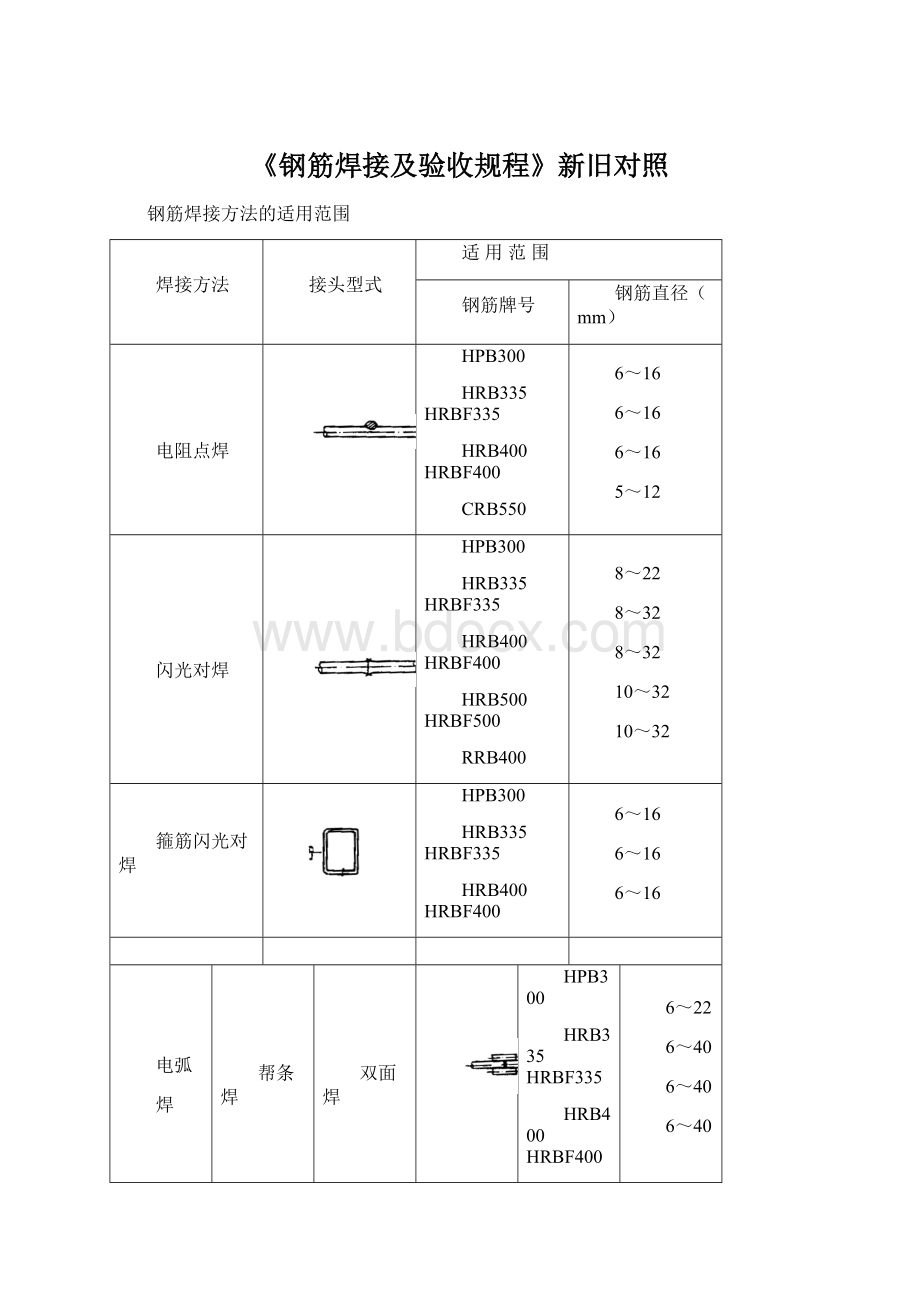
8~32
10~32
箍筋闪光对焊
电弧
焊
帮条焊
双面焊
HRB500HRBF500
6~22
6~40
单面焊
搭接焊
熔槽帮条焊
20~22
20~40
续表4.1.1
适用范围
钢筋直径(mm)
坡口焊
平焊
18~40
电弧焊
立焊
钢筋与钢板
8~40
窄间隙焊
16~40
16~40
预埋件钢筋
角焊
6~25
穿孔塞焊
20~25
埋弧压力焊
埋弧螺柱焊
电渣压力焊
12~32
气
压
固态
12~40
熔态
注:
1.电阻点焊时,适用范围的钢筋直径指两根不同直径钢筋交叉叠接中较小钢筋的直径;
2.电弧焊含焊条电弧焊和CO2气体保护电弧焊;
3.在生产中,对于有较高要求的抗震结构用钢筋,在牌号后加E(例如:
HRB400E,HRBF400E)可参照同级别钢筋施焊。
4.生产中,如果有HPB235钢筋需要进行焊接时,可参考采用HPB300钢筋的焊接工艺参数。
连续闪光焊钢筋上限直径
焊机容量
160
(150)
HPB300
HRB335HRBF335
HRB400HRBF400HRB500HRBF500
22
20
100
HRB335HRBF335HRB400HRBF400
18
16
80
(75)
14
12
烧化留量的选择,应根据焊接工艺方法确定。
当连续闪光焊时,闪光过程应较长。
烧化留量应等于两根钢筋在断料时切断机刀口严重压伤部分(包括端面的不平整度),再加8mm。
闪光—预热闪光焊时,应区分一次烧化留量和二次烧化留量。
一次烧化留量应不小于10mm。
预热闪光焊时的烧化留量应不小于10mm。
3需要预热时,宜采用电阻预热法。
预热留量应为1~2mm,预热次数应为1~4次;
每次预热时间应为1.5~2s,间歇时间应为3~4s。
4顶锻留量应为4~10mm,并应随钢筋直径的增大和钢筋牌号的提高而增加。
其中,有电顶锻留量约占1/3,无电顶锻留量约占2/3,焊接时必须控制得当。
钢筋帮条长度
钢筋牌号
焊缝型式
帮条长度l
单面焊
≥8d
双面焊
≥4d
HRB335
HRBF335
HRB400
HRBF400
HRB500
HRBF500
RRB400
≥10d
≥5d
电渣压力焊焊接参数
钢筋直径
焊接电流
焊接电压(V)
焊接通电时间(s)
电弧过程U2.1
电渣过程U2.2
电弧过程t1
电渣过程t2
160~180
35~45
18~22
9
2
200~220
3
220~250
4
250~300
15
5
300~350
17
350~400
6
25
400~450
21
28
500~550
24
32
600~650
27
7
闪光对焊接头外观检查结果,应符合下列要求:
1接头处不得有横向裂纹;
2与电极接触处的钢筋表面不得有明显烧伤;
3接头处的弯折角度不得大于3°
°
;
4接头处的轴线偏移不得大于钢筋直径的0.1倍,且不得大于2㎜。
电渣压力焊接头外观检查结果,应符合下列要求:
1.四周焊包凸出钢筋表面的高度,当钢筋直径为25mm及以下时,不得小于4mm;
当钢筋直径为28mm及以上时,不得小于6mm;
2.钢筋与电极接触处,应无烧伤缺陷;
3.接头处的弯折角度不得大于3°
4.接头处的轴线偏移不得大于钢筋直径的0.1倍,且不得大于2mm。
旧规
闪光对焊检验批;
1在同一台班内,由同一焊工完成的300个同牌号、同直径钢筋焊接接头应作为一批。
当同一台班内焊接的接头数量较少,可在一周之内累计计算;
累计仍不足300个接头时,应按一批计算;
2力学性能检验时,应从每批接头中随机切取6个接头,其中3个做拉伸试验,3个做弯曲试验;
3焊接等长的预应力钢筋(包括螺丝端杆与钢筋)时,可按生产时同等条件制作模拟试件;
4螺丝端杆接头可只做拉伸试验;
5封闭环式箍筋闪光对焊接头,以600个同牌号。
同规格的接头作为一批,只做拉伸试验。
1接头处不得有横向裂纹;
2与电极接触处的钢筋表面不得有明显烧伤;
3接头处的弯折角不得大于3°
4接头处的轴线偏移不得大于钢筋直径的0.1倍,且不得大于2mm。
电弧焊接头的质量检验,应分批进行外观检查和力学性能检验,并应按下列规定作为一个检验批:
1在现浇混凝土结构中,应以300个同牌号钢筋、同型式接头作为一批;
在房屋结构中,应在不超过二楼层中300个同牌号钢筋、同型式接头作为一批。
每批随机切取3个接头,做拉伸试验。
2在装配式结构中,可按生产条件制作模拟试件,每批3个,做拉伸试验。
3钢筋与钢板电弧搭接焊接头可只进行外观检查。
电弧焊接头外观检查结果,应符合下列要求:
1焊缝表面应平整,不得有凹陷或焊瘤;
2焊接接头区域不得有肉眼可见的裂纹;
3咬边深度、气孔、夹渣等缺陷允许值及接头尺寸的允许偏差,应符合表
5.4.2的规定;
4坡口焊、熔槽帮条焊和窄间隙焊接头的焊缝余高不得大于3mm。
电渣压力焊检验批
在现浇钢筋混凝土结构中,应以300个同牌号钢筋接头作为一批;
在房屋结构中,应在不超过二楼层中300个同牌号钢筋接头作为一批;
当不足300个接头时,仍应作为一批。
每批随机切取3个接头做拉伸试验。
1四周焊包凸出钢筋表面的高度不得小于4mm;
2钢筋与电极接触处,应无烧伤缺陷;
搭接焊时,宜采用双面焊。
当不能进行双面焊时,方可采用单面焊。
搭接长度可与帮条长度相同。
.
 升级会员
升级会员 