混合流水线仿真案例Word下载.docx
《混合流水线仿真案例Word下载.docx》由会员分享,可在线阅读,更多相关《混合流水线仿真案例Word下载.docx(16页珍藏版)》请在冰豆网上搜索。
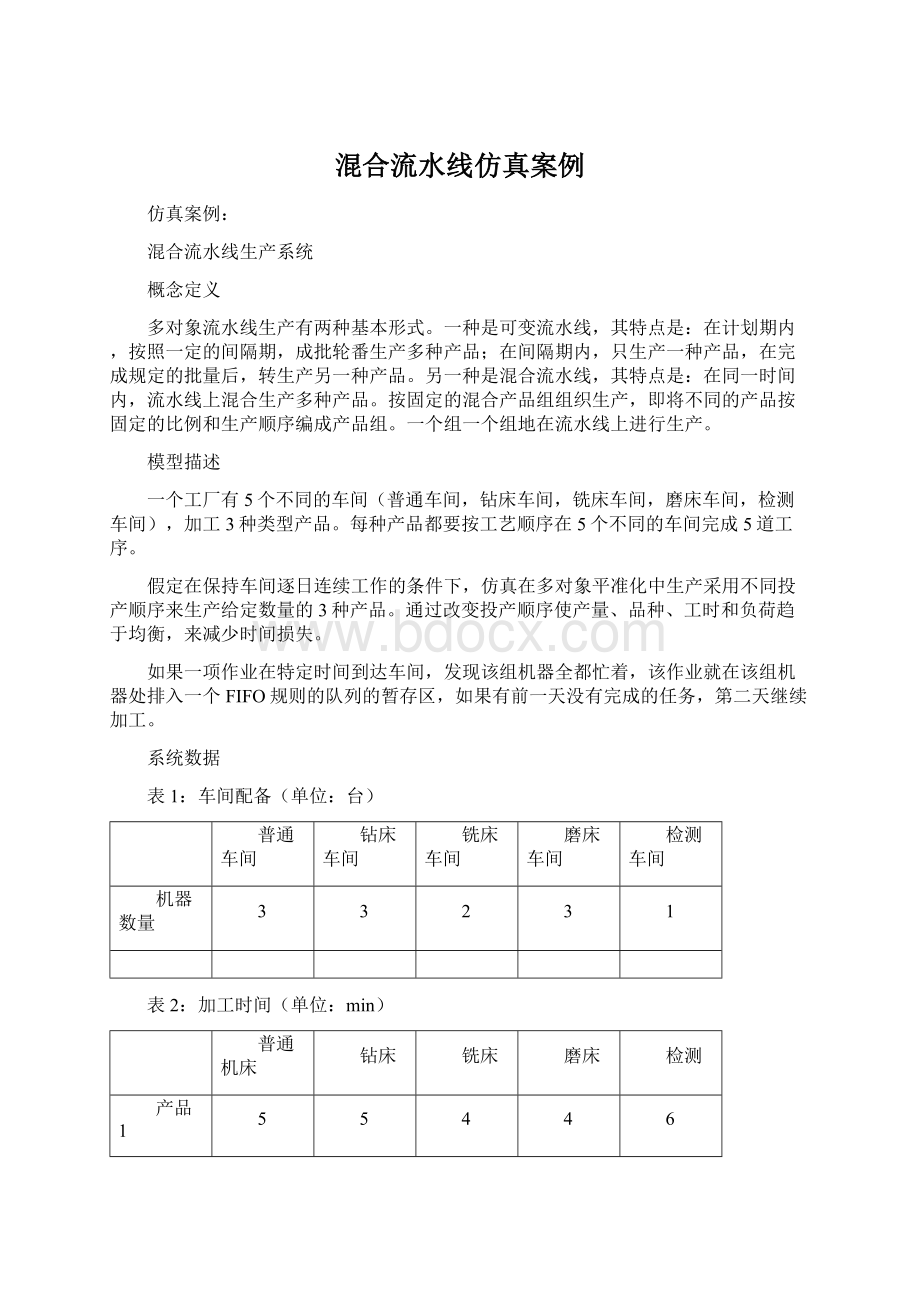
如果一项作业在特定时间到达车间,发现该组机器全都忙着,该作业就在该组机器处排入一个FIFO规则的队列的暂存区,如果有前一天没有完成的任务,第二天继续加工。
系统数据
表1:
车间配备(单位:
台)
普通车间
钻床车间
铣床车间
磨床车间
检测车间
机器数量
3
2
1
表2:
加工时间(单位:
min)
普通机床
钻床
铣床
磨床
检测
产品1
5
4
6
产品2
产品3
表3:
产品数量
总数(个)
每批量(个)
时间间隔(min)
1000
10
500
200
概念模型
模型建立:
打开Flexsim,界面如图1所示:
图1
第1步:
布局
按照要求,从左边的实体库中依次拖出相关实体放在右边模型视图中,并调整至适当的位置,如图2所示:
图2
第2步:
修改实体名称
双击发生器,在弹出对话框中将原名称改为发生器(如图3),其他实体做同样操作。
图3
第3步:
建立端口连接
从发生器开始,按下“A”键,依次连接所有实体,直到吸收器为止。
在连接时,注意输入输出方向。
所有端口连接如图4所示:
图4
第4步:
设置发生器参数
根据所给数据,设置发生器参数。
双击发生器,在弹出的窗口里,将“到达方式”下拉菜单选择“到达时间表”,把“到达次数”改成4,点击“刷新到达”后,下面会出现四行数据。
把arrivaltime、itemtype、quantity的值做相应改动,设定换类型生产间隔时间是12min,即一个类型生产12min后,生产下一种类型。
所以,arrivaltime下的4个值依次是0、12、24、36;
itemtype下4个值是1、2、3、1;
quantity下的值是10、5、2、0。
最后在“重复时间表”前方框中打钩。
如图5:
图5
打开“触发器”选项卡,在“创建触发”中点击
,选择“根据临时实体类型设置颜色”选项。
在“离开触发”中选择“关闭和打开端口”选项,然后点击右边的
按钮,在弹出的窗口里将1改成getoutput(current)==1699,将closeinput改成closeoutput以结束发生器生产,如图6所示:
图6
第5步:
设置暂存区参数
因为三种产品总共1700个,所以设所有的暂存区的容量都为2000个,这样暂存区的容量就够了,不影响整个系统正常工作。
双击暂存区1,最大容量填2000。
对其他暂存区做同样设置。
如图7:
图7
第6步:
设置机床处理器组参数
双击机床1,在弹出窗口里的“加工时间”下拉菜单栏里选择“按照临时实体类型指定不同的Case值”选项,然后点击右边的
,在弹出窗口中设置不同产品的加工时间,即产品1加工时间为5min,产品2为4min,产品3为4min。
点击“确定”按钮完成设置。
对机床2和机床3进行同样的设置。
如图8:
图8
第7步:
设置钻床处理器组参数
双击钻床1,在弹出窗口里的“加工时间”下拉菜单栏里选择“按照临时实体类型指定不同的Case值”选项,然后点击右边的
,在弹出窗口中设置不同产品的加工时间,即产品1加工时间为5min,产品2为4min,产品3为5min。
对钻床2和钻床3进行同样的设置。
如图9:
图9
第8步:
设置铣床处理器组参数
双击铣床1,在弹出窗口里的“加工时间”下拉菜单栏里选择“按照临时实体类型指定不同的Case值”选项,然后点击右边的
,在弹出窗口中设置不同产品的加工时间,即产品1加工时间为4min,产品2为3min,产品3为3min。
对铣床2进行同样的设置。
如图10:
图10
第9步:
设置磨床处理器组参数
双击磨床1,在弹出窗口里的“加工时间”下拉菜单栏里选择“按照临时实体类型指定不同的Case值”选项,然后点击右边的
,在弹出窗口中设置不同产品的加工时间,即产品1加工时间为4min,产品2为4min,产品3为4min。
对磨床2和磨床3进行同样的设置。
如图11:
图11
第10步:
设置检测处理器组参数
双击检测机床,在弹出窗口里的“加工时间”下拉菜单栏里选择“按照临时实体类型指定不同的Case值”选项,然后点击右边的
,在弹出窗口中设置不同产品的加工时间,即产品1加工时间为6min,产品2为3min,产品3为1min。
如图12:
图12
第11步:
设置仿真模型终止时间
本模型生产1700个产品,所以我们可以进行相关设置,使其处理完所有产品后,模型能够停止。
在本实验中,选择传送带进行设置,当第1700个产品离开传送带进入吸收器时,模型会自动停止。
双击传送带,在弹出窗口里点击“触发器”,然后点击最下方的“传输结束触发”的最右边的
,弹出代码编辑窗口,在最下方选择C++,输入代码“if(getoutput(current)==1699)stop();
”如图13:
图13
第12步:
打开数据统计
首先,在模型视窗中选择要进行统计记录的实体。
按住“Shift”键,拖动鼠标框选要进行统计的实体,或者按住“Ctrl”键,选择点击任意实体。
实体被选中后,会出现一个红色方框。
然后,点击标题栏中的“统计>
统计收集>
选定实体打开”,此时会出现
绿色方框框住我们选定的实体。
为了界面干净清晰,可以选择“统计>
隐藏绿色显示框”来隐藏绿色方框。
如图14:
图14
第13步:
重置、运行
点击窗口左上角的“重置”,再点击“运行”就可以运行此模型了。
运行图如图15:
图15
在界面的上方,有一个运行速度的滑块,左右拖动滑块可以随意改变运行速度,而不会影响仿真结果。
数据统计、分析:
在运行过程中,我们可以随意打开相关设备的属性窗口,选择“统计”选项卡,“图表”,打开contentvstime、staytime、state图形,进行对数据时时浏览。
以机床1为例,如下(图16):
图16
当仿真模型运行自动结束后,打开菜单栏里的“统计”下的”报告与统计”选项,然后出来一个对话框,选择“汇总报告”选项卡,从左侧框中选择需要的报告内容,点击中间向右的箭头,这里输出7个方面的数据,分别是:
输入产品数stats_input,输出产品数stats_output,平均数量stats_contentavg,空闲时间idle,工作时间processing,产品到达设备等待时间(产品堵塞时间)blocked,平均停留时间stats_staytimeavg,以便分析数据,设置完成后,如图17:
图17
点击“生成报告“,会出来一个包含以上内容的报表,如图18:
图18
从表中可以看出,模型停止运行时间是7728min,即7728min时产品处理完毕,以及各个设备的其它数据。
不难发现,暂存区5(检验车间暂存区)中累积的产品最多,平均等待时间最长,因此,可以认为这是整个加工系统的主要瓶颈,表明检测车间机床不足,应该增加适当的检测机床以解决此问题。
另外,这个问题在模型运行过程中也可以发现,当模型运行到3612min的时候,发生器已经输出完毕,只有检测台还在工作,如图19:
图19
通过数据,还可以看到其它问题,如除了检测机床外,其他机床的空闲时间都较多,大概在5000左右。
可以看到是因为在3612min时所有机床都未加工产品,而只有检测机床在加工产品,直到7727min,所以其他机床的空闲时间都较多。
应该想办法减少他们的空闲时间。
仿真要求在保持车间逐日连续工作的条件下,仿真在多对象平准化中生产采用不同投产顺序来生产给定数量的3种产品。
所以我们可以改变三种产品的先后投产顺序(如先生产5个类型2的产品,再生产10个类型1的产品,最后生产2个类型3的产品),通过比较与数据分析,看哪一种更有利于生产。
 升级会员
升级会员 