钢结构施工方案精选图表.docx
《钢结构施工方案精选图表.docx》由会员分享,可在线阅读,更多相关《钢结构施工方案精选图表.docx(23页珍藏版)》请在冰豆网上搜索。
钢结构施工方案精选图表
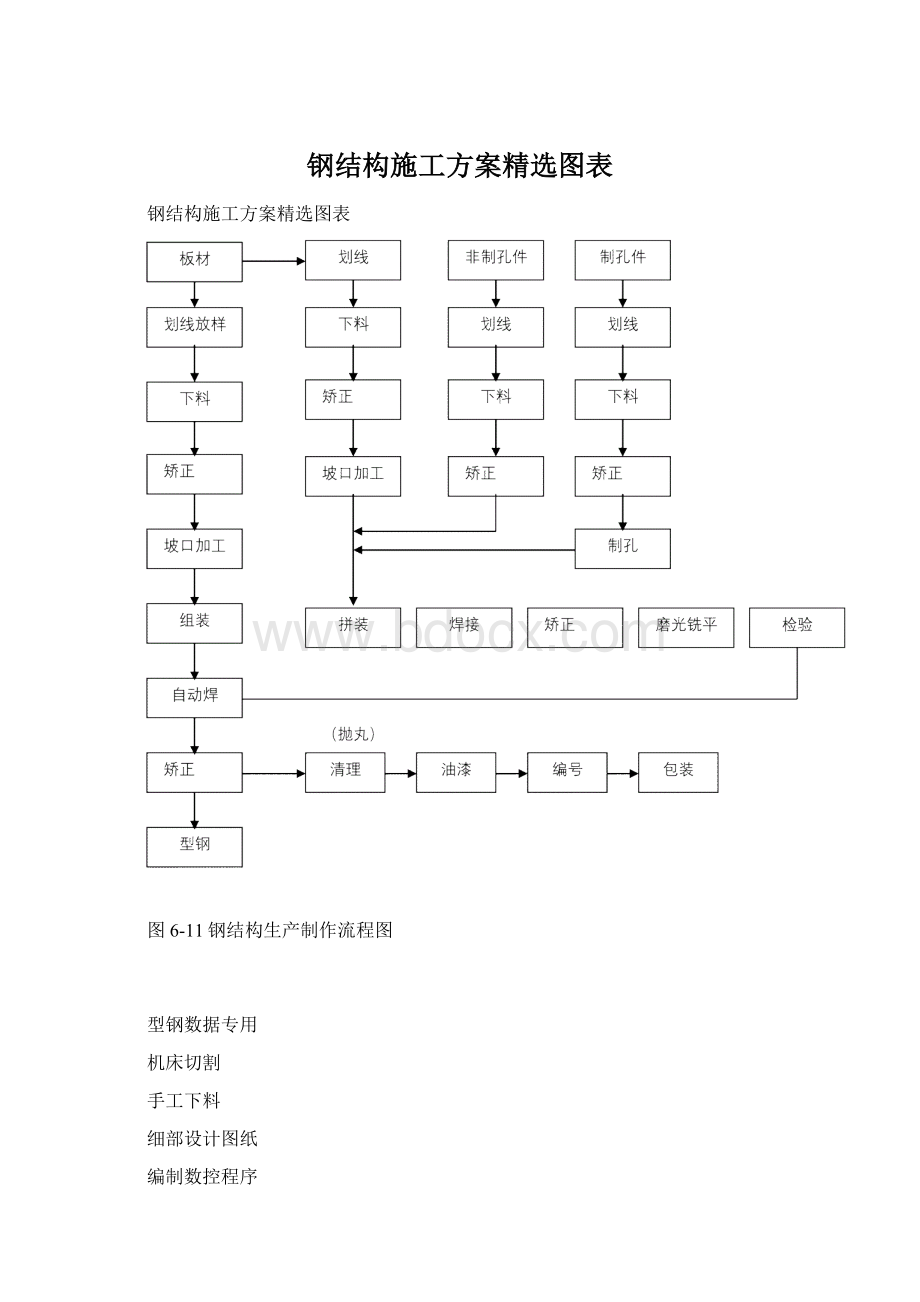
钢结构施工方案精选图表
图6-11钢结构生产制作流程图
型钢数据专用
机床切割
手工下料
细部设计图纸
编制数控程序
施工技术交底
计算机放样
画零件草图
编套料图
校对
下料工场
钢材预处理
门切下料
送制造车间
制作样板
焊接坡口切割
数据下料
图6-12放样、切割流程图
图6-18钢结构安装工艺流程图
第一节柱施工准备
安全防护设施搭设
现场构件复检作测量标记
钢柱安装、校正、固定
主梁安装、钢柱垂直检测复校高强螺栓安装
次梁安装、高强螺栓安装
高强螺栓初拧、终拧
上层梁焊接
下层梁焊接
柱一柱焊接
超声波探伤
不合格
返修
检查
现场堆
检查
钢构件配套
记录
标高、位移、垂直度记
安装登高爬梯
高强螺栓配套
安装扶手绳
次梁高强螺栓配套
记录
投点、控制网闭合、排尺、放轴线、定相对标高控制线
轴线、标高、垂直度会签记
垂直记录
上层压型钢板铺设
第N+1节钢框架施工钢框
下层压型钢板铺设
合格
油漆
报告
记录
栓钉焊接
记录
中间验收
记录
构件进场
构件验收
吊装机具准备
确认基础安装轴线
吊装第一节钢柱
临时固定
测量校正
搭设焊接平台
第二节钢柱安装
临时固定
测量校正
焊接
焊缝检测
下一节钢柱安装
地脚螺栓拧紧
拉缆风绳
安装工装梁
拉缆风绳
安装工装梁
连接板固定
图6-22吊装流程图
栓钉试验合格
现场栓订、瓷环检查、受潮烘平栓钉试验合格
清理现场放线
栓焊机运转、启动控时性能良好
焊枪检查
焊枪筒的平移滑动
焊枪拆装、绝缘良好
电源线、控制线完好
焊前试件合格
打弯试验
确定焊接参数
施焊栓钉
自检
专检验收
外观检查
弯曲试验
焊中检查
电流、电压焊接时间焊枪筒
瓷环位置正确稳固
母材清理
图6-21栓钉焊接工艺流程图
操作平台、防风棚及吊篮就位
钢构件高强度螺栓终拧合格
根据测量结果确认焊接顺序
焊前确认
坡口清理
预热
柱-柱、柱-梁、梁-梁接头高度方位、间隙测定、错口检测气候条件检查
坡口形状、角度、钝边及切割表面精度检查、根部垫板检查中心轴线偏差检查
焊机工作状态良好,接地安全检查焊接材料检查(焊条烘干温度、时间、保温)
确定安全施焊条件
预热温度测试
时间控制位置
衬板引甩弧
板安装检测
出现缺陷
局部修整
焊条焊接
焊中检测
焊接完成
后热
焊缝外观检查
填写焊缝质量记录
打磨
温度检测时间制缓冷部位
焊工自检
碳弧气刨、砂轮打磨、局部处理
超声波探伤检查
焊接场地清理
不合格
合格
焊缝外观检查
工艺、电流、电压检测焊道清渣、外观检查层间温度检测
焊道裂缝、气孔自检
图6-20焊接工艺流程图
施工准备
绘制压型钢板排版图、统计构件
压型钢板加工(试验鉴定)
钢结构主体验收
配件加工
交验、运输、入库
放压型钢板安装位置线
交验、运输、入库
抽查
不合格
合格
压型钢板分层、分区配料
起吊至安装区
分层、分区
吊至安装区
抽查
钢柱边、支托角钢
放线、安装焊接
边角处下料
铺设压型钢板
调直、压实、点焊
自检
不合格
合格
割开
焊接
锚固焊接
放封边安装线
封边板边、角处下料
专业人员检查合格
清理现场
安装、焊接封边板
安装焊接堵头板
分层验收
自检合格
图6-19压型钢板安装工艺流程图
划线
非制孔件
板材
型钢端切
划线
划线
矫正
下料
下料
坡口加工
矫正
矫正
制孔
矫正
焊接
拼装
磨光铣平
检验
抛丸
编号
油漆
清理
包装
图6-17热扎H型钢构件制作工艺流程图
放样
翼缘板
腹板
节点板
数控/直条
气割机下料
半自动气
割机下料
板材拼接点
埋弧自动焊
超声波探伤
平直
制孔
平直
加工坡口
组立机预拼点焊
自动焊接机焊接
超声波探伤
翼缘矫正机矫正
制端
摇臂钻制孔
拼装零件
清理除锈
消碳
除刨
缺清
陷根
消碳
除刨
缺清
陷根
编号
半成品出厂
图6-16焊接H型组合钢柱制作工艺流程图
腹板制备
翼板置备
隔板耳板
零件制备
切割长条
切割长条
切割下料
切割下料
刨边
组装焊接
组装H型纲及T型钢
画线、钻孔
铣边及坡口
零件加工
组装十字形柱及横隔板等
焊接矫正
端铣
切割坡口
组装、焊接底板以及连接板
矫正喷砂
喷砂
油漆编号
运输出厂
图6-15十字型钢柱制作工艺流程图
高强度螺栓轴力试验合格
连接件摩擦系数试验合格
检查连接面清除浮锈、飞刺与油污
安装构件定位、临时螺栓固定
校正钢柱达预留偏差值
紧固临时螺栓冲孔检查缝隙
确定可作业条件(天气、安全)
扭矩系数试验
定控制值
高强度螺栓扳手校验、检查合格
安装高强度螺栓、拧紧
换掉临时螺栓
初拧
按要求顺序、转角法做出标记
终拧
检查
不合格
节点全部拆除高强度螺栓重安装
记录表
合格
验收
轴力计检测
图6-14高强螺栓施工工艺流程图
下料
铣坡口
划线
焊定位块
BOX组装
箱形柱翻转
清理现场,文明施工
矫正
箱形柱划线
清理现场,文明施工
箱形柱电渣焊焊
端面铣削
清理现场,文明施工
箱形柱配焊
探伤检验
清理现场,文明施工
涂装
U形组立
BOX焊接
BOX焊接
组装加强筋
钻孔
连接板孔加工
抛丸除锈
包装出厂
图6-13箱形梁柱制作工艺流程图
按设计要求准备油漆、
出具合格证
喷丸除锈
克服上道工序弊病补救措施
中间抽查
自查
涂油漆后4h内严防雨淋
油漆质量证明
隐蔽验收记录
自检记录
质量评定记录
施工记录
准备工作
学习图纸和技术资料
学习操作规程和质量标准
操作人员参加
书面交底
技术交底
施工
涂装时,按涂料要求
相对湿润度施工
安装焊缝及摩擦面外应
流出30~50mm不涂
控制漆膜厚
质量评定
资料整理
执行验评标准
不合格的处理
不得任意稀释
防止灰尘污染
控制设计要求涂刷遍数
清理现场、文明施工
图6-10油漆工程质量控制程序图
质量评定
学习图纸和技术资料
学习操作规程和质量标准
书面交底
操作人员参加
钢筋、模板工序交接检查
钢筋、混凝土工序交接检查
浇筑混凝土,留人看钢筋
执行验评标准
钢筋合格证
钢筋代用单
自检记录
隐蔽验收记录
质量评定记录
施工记录
事故处理记录
准备工作
检查脚手架、脚手板
钢材合格证,有疑问复检
制定与审核钢筋配料表
技术交底
钢筋下料成型
按不同型号挂牌
中间检查
自检
资料整理
办理隐蔽验收签证手续
梁、柱、板抽检10%,
但不少于3件
不合格和处理(返工)
清理现场、文明施工
现场绑扎安装
图6-8钢筋工和质量程序控制程序图
质量评定
焊条、焊剂准备、出具合格证
焊条烘焙
焊接机具、焊接试验工具准备
焊工考试合格
首次施焊的钢种和焊接材料,进行焊接工艺和力学性能实验
和下道工序办理交接手续
焊条合格证及烘焙记录
焊缝质量检验记录
焊接试验记录
自检记录
质量评定记录
焊接记录
准备工作
书面图纸和技术资料
学习操作规程和质量标准
操作人员参加
书面交底
技术交底
焊接
复查组装质量
和焊缝区处理
办理上道工序交接检查
中间抽查
资料整理
自检
清理溶渣及金属飞测物
在焊缝附近打上钢印号
清理现场、文明施工
禁止在焊缝区外的
母材上打火引弧
注意焊缝长度、
厚度及质量缺陷
执行验评标准
不合格的处理
图6-7钢结构焊接工程质量控制程序图
图6-6桁架预拼装工程质量控制程序图
质量评定
钢材、焊条准备、出具合格证
场地和焊接工具准备
焊工考试合格
检验工具准备
核实下料品种、规格、尺寸
按不同型号挂牌
保证焊接质量
中间检查
自检
材料代用核定单
材料合格证
焊接试验记录
自验记录
质量评定记录
出厂合格证明
施工记录
准备工作
学习图纸和技术资料
学习操作规程和质量标准
操作人员参加
书面交底
技术交底
厂内下料
制作
制作拼装模板架或大样装
办理隐蔽部位签证
焊接试验
资料整理
清理现场、文明施工
办理出厂证明
执行验评标准
不合格的处理
图6-5钢结构制作工程质量控制程序图
《钢结构工程施工质量验收规范》(gb50205-2001)
施工图纸
制作工艺设计(制作加工方案)
前期作业
制作
包装出厂
《钢结构工程施工质量验收规范》(GB50205-2001
技术交流
钢材、连接材料、焊接
材料准备
制造机具
焊接材料烘焙
书馆制作准备钢材除锈
平台
量具校验
安全防护
下来
放样
号料
切割
边缘加工
矫正与成型
制孔
组装
连接焊接
普通螺栓连接
高强度螺栓
铆接
竣工图及设计变更文件
钢材合格证或试验报告
调整测量记录
焊件(试件)试验报告、高强度螺栓检查试验记录
工程试验记录
隐蔽工验收记录
结构验收记录竣
图6-4钢结构制作工艺及设备质量控制程序图
图6-2工期保证流程图
图6-3自检验收程序流程图
原材料运抵工厂仓库
包装出厂
型钢堆场
钢板堆场
核对质保书
清点根数
计算重量
抽查口径、壁
厚及椭圆度
检查外表
面质量
核对质保书
核对质保书
清点根数
计算重量
清点根数
计算重量
抽查断
面尺寸
抽查长、宽、厚度、平整度
检查外表
面质量
检查外表
面质量
材料复验
书面汇总报业主
审批后,投入使用
监理认可
图6-1原材料检验程序图
 升级会员
升级会员 