扩口机说明书Word下载.docx
《扩口机说明书Word下载.docx》由会员分享,可在线阅读,更多相关《扩口机说明书Word下载.docx(13页珍藏版)》请在冰豆网上搜索。
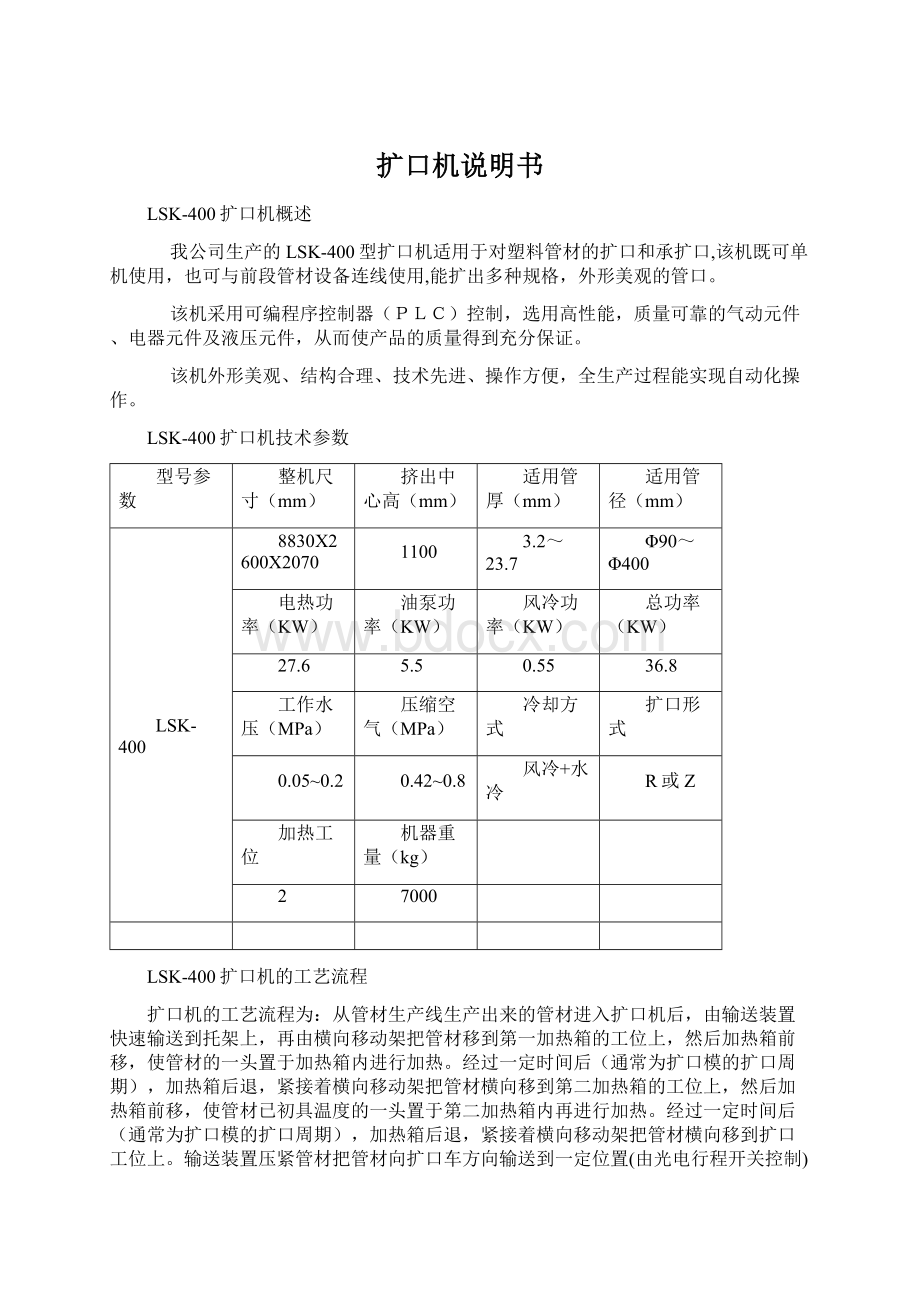
总功率(KW)
27.6
5.5
0.55
36.8
工作水压(MPa)
压缩空气(MPa)
冷却方式
扩口形式
0.05~0.2
0.42~0.8
风冷+水冷
R或Z
加热工位
机器重量(kg)
2
7000
LSK-400扩口机的工艺流程
扩口机的工艺流程为:
从管材生产线生产出来的管材进入扩口机后,由输送装置快速输送到托架上,再由横向移动架把管材移到第一加热箱的工位上,然后加热箱前移,使管材的一头置于加热箱内进行加热。
经过一定时间后(通常为扩口模的扩口周期),加热箱后退,紧接着横向移动架把管材横向移到第二加热箱的工位上,然后加热箱前移,使管材已初具温度的一头置于第二加热箱内再进行加热。
经过一定时间后(通常为扩口模的扩口周期),加热箱后退,紧接着横向移动架把管材横向移到扩口工位上。
输送装置压紧管材把管材向扩口车方向输送到一定位置(由光电行程开关控制),夹紧装置的夹紧油缸动作把管材夹紧,然后扩口车在油缸的推动下向管材移动,装在扩口车上的扩口模同时插进管内进行扩口。
接着气箱在气缸的推动下前移,使气箱内形成密封空间,同时夹紧块会松开5-10mm(夹紧油缸动作时间设定为0.6-0.8秒钟),让管材可纵向移动,然后往气箱内通入高压空气(约0.4Mpa),使管材的扩口部分紧贴扩口模。
一段时间后(可调),高压空气入口关闭。
接着,向管材的扩口部分喷洒冷却液进行冷却。
冷却一段时间后,冷却液停止喷淋,夹紧块重新夹紧管材,扩口模抽芯,扩口车后退脱模。
夹紧装置松开管材,输送装置压住管材把它退出夹紧装置。
最后,翻料气缸动作,把管材推到托架旁边的运管车上。
扩口机的结构示意图如下:
(1)托架升降机构
(2)横向移动架(3)托架(4)托轮(5)管材(6)管材输送装置
(7)转管装置(8)夹紧装置(9)扩口车(10)第一工位加热箱(11)第二工位加热箱
(12)储气罐(13)液压油箱(14)油缸(15)油泵(16)鼓风机
LSK-400扩口机主要结构
扩口机的主要结构由托架,托架升降机构,横向移动架,输送装置,加热烘箱,转管装置,夹紧装置,扩口装置,液压系统以及鼓风系统。
结构如上图所示。
A.托架
托架的作用是承托管材,使管材处于稳定的水平状态。
所以同一工位上的支承轮必须在同一水平线上。
为适应不同规格的管材的扩口,托架设置了电动升降机构,使托架的升降更加方便快捷。
每当更换扩口管材的规格时,都必须调整托架的高度,使管材的中心轴线与加热箱和扩口装置的中心轴线一致。
托架升降机构主要由一台电机驱动,经过蜗轮减速箱减速后,再经过蜗杆传动和链条传动,同时驱动托架底部四个角的四根升降丝杆旋转,再通过升降丝杆和升降螺母的螺旋副作用,使丝杆的旋转运动转化为托架的升降运动。
托架升降机构的结构如下图所示:
(1)垫脚
(2)升降电机(3)蜗轮减速箱(4)轴承(5)蜗杆(6)传动杆
(7)连接套(8)链轮(9)升降丝杆(10)升降螺母(11)底架(12)托架
B.横向移动架
横向移动架的作用是把管材从上一工位移到下一工位。
其动作流程为:
升起托住管材→横向移动一个工位→下降→横向移动回到原始位置。
其移动轨迹是一个封闭的矩形。
其结构如下图所示:
(1)移动架
(2)升降气缸(3)横向导轨(4)导轮(5)导轮轴(6)限位轮
(7)导柱(8)导套(9)横向移动气缸(10)底架(11)机架连杆(12)主机架
C.输送装置
在管材进入扩口机之时以及管材进入扩口工位时需要对管材施加拉力,本机设置了2套输送装置。
每当更换扩口管材的规格时,都必须启动升降电机,调节输送装置的高低位置,使压紧气缸下压时,牵引履带能压紧管子但不会把管子压变形而且能输送管子不打滑。
(1)升降丝杆
(2)链轮(3)轴承32011(4)压紧气缸(5)小导柱(6)牵引履带
(7)张紧丝杆(8)蜗轮减速箱(9)输送电机(10)导柱(11)导套(12)升降电机
D.转管装置
转管装置的作用是在加热管材的过程中,不断地转动管材,使管材圆周方向上受热更加均匀。
转管要正反转周期进行,是为了防止单向转动有螺旋力造成轴向位移,影响管材加热长度。
每当更换扩口管材的规格时,都必须启动升降电机,调节转管装置的高低位置,使压紧气缸下压时,转动轮能压紧管子但不会把管子压变形而且能带动管子旋转不打滑。
(1)转动轮
(2)升降导柱(3)导套(4)升降丝杆(5)轴承座(6)压紧气缸(7)
传动链轮(8)传动杆(9)转管电机(10)升降电机
E、加热烘箱。
加热烘箱的作用是将管子需要扩口的部位加热到一定的温度,使其在扩口模的作用下产生与扩口模形状一致的变形,达到扩口的目的。
温度的设定不能太高也不能太低,温度太高,管口会糊料或变形过度;
温度太低,扩口形状达不到要求。
加热烘箱由两个工位组成,两个加热工位的构造和功能完全一样,加热要用两工位是为了提高扩口的效率。
加热烘箱主要由箱体、外围加热管、加热芯、水环、挡热板、移动架、导轨、导轮、导柱、行程限位机构等组成。
其结构示意图如下:
(1)挡热板
(2)箱体(3)外围加热管(4)加热芯(5)水环(6)出水管(7)防护罩(8)导轮(9)导轨(10)移动气缸(11)进水管(12)出水管(13)进水管
水环的作用是防止被加热管管口过度受热而变形。
当更换扩口的管材规格时,调节行程限位块的位置,使受加热的管有适当的加热长度。
F.夹紧装置
夹紧装置的作用是扩口时用于固定管材。
其主要结构由夹紧油缸,导柱,夹紧块,滑座等组成。
其结构示意图如下。
(1)夹紧油缸
(2)油缸固定座(3)固定板次(4)导柱(5)上夹紧块滑座(6)夹紧块(7)中心定位环(8)下夹紧块滑座(9)行程开关
G.扩口成形机构
扩口成形机构由扩口车,扩口模,冷却系统等组成。
扩口车用油缸推动,特点是力量强,工作可靠。
扩平直口时,将直扩模具装于扩口车上。
扩平直口时,采用风冷加模芯水冷的冷却方式。
风冷采用鼓风机鼓风,空气通进入气箱对管材的已扩口部位进行吹风冷却。
扩U形时,将直扩模拆下,装上U形扩口模及密封胶片,密封胶片的厚度应为4~6mm,中孔直径比扩口管材直径小5~8mm。
U形扩口时用压缩空气加强成型(矩形扩口时,压缩空气不得小于0.4MPa),为保证气箱在短时间内能形成高压,本机设置了三个储气罐。
扩U形口有先涨和后涨功能选择,用户可根据管的厚薄,选择其中一个功能,使管扩得最好。
扩口冷却有长风、短风选择,扩口时模具温度不宜过高,也不宜过低,通过选择长短风,适当控制模具的温度。
根据不同的扩口深度调节扩口光电开关的位置。
扩口车的移动行程由行程开关控制,行程开关的位置在一定范围内可根椐实际需要自由调节。
扩口机构如下图所示:
(1)夹紧装置
(2)压板(3)密封胶片(4)冷却液喷头(5)气箱(6)排水口(7)吹风孔(8)扩口模安装板(9)密封塞(10)扩口车(11)小车架(12)轮子(13)密封气缸(14)抽芯板(15)抽芯油缸(16)移动油缸(17)气压表(18)冷却风进风阀(19)鼓风机
管材扩口形式:
扩口机配备不同形式、不同规格的扩口模具,可完成Ф90-Ф400mm规格塑料管材平口和凸型口的扩口(见下图)
扩口形式一(平口)扩口形式二(凸口)
平直型扩口模
(1)模体
(2)固定板(3)进水孔(4)出水孔
“U”型扩口模(凸口型)
(1)导入套
(2)滑套(3)直身段(4)斜滑块(5)“U”型涨块(6)导柱(7)抽芯拉杆(8)模座(9)扩口模安装板
H.液压系统
本机共有四个油缸,其动作均由液压系统控制,液压系统原理图如下图所示:
(1)油缸
(2)保压阀(3)单向节流阀(4)三位四通阀(5)电磁式溢流阀(6)液压油冷却器(7)单向阀(8)滤油器(9)油泵(10)油箱(11)电机
液压系统的压力可通过调节电磁式溢流阀的溢流压力来调整,顺时针旋转压力调节旋扭,压力增大;
反之,压力降低,当没有油缸动作时电磁式溢流阀关闭油在没有压力的情况下直接流回油箱。
油缸活塞杆的运动速度可通过调节单向节流阀的流量来调整。
顺时针旋转流量调节旋钮,流量减少,油缸活塞杆的运动速度减慢;
反之,逆时针旋转流量调节旋钮,流量加大,油缸活塞杆的运动速度加快。
所有电磁阀均用DC24V电压控制,当某个电磁阀通电时,在电磁阀上有发光二极管指示。
注意事项:
⑴油箱内应注入纯净的YA-N32号液压油160升,油液要保持干净无杂质,注油时应通过过滤装置注入。
⑵油箱要定期进行清洗,半年换一次油。
⑶吸油滤油器工作500小时后应更换。
J.气动部份:
⑴气体数据:
由用户空压机站中送出的压缩空气应具备:
固体颗粒<
40μm;
含水压露点:
-2℃;
含油:
最大25mg/m3
压力:
0.42-0.8MPa
⑵控制装置:
由气体三联体先对空气过滤并调压到0.8Mpa,送到贮气罐和各驱动气缸,并根据要求调节各气缸的速度,这由单向节流阀来实现。
⑶气动原理图请参看电气原理图
LSK-400扩口机的起吊和运输
1,本机重约4000KG,起吊前先将托架和扩口两大部分分开(用螺丝连接),挂上Ø
16mm以上的钢丝绳,平稳起吊。
吊装时不许碰撞,所以吊运时应小心操作防止意外,吊挂示意图如下:
2,运输过程为防止碰撞,应将机台机架与运输车身固定以防意外。
LSK-400扩口机的安装
1,地基要求:
浇灌混凝土基础,混凝土厚度必需大于100mm;
应保证混凝土表面平整;
2,将分开装箱的托架和扩口两大部分放于安装位置重新联接在一起,紧固其它安装螺丝。
3,若是在线生产,安装时本机的中轴线应与生产线的轴线重合,并对中心高进行调整。
4,对本机进行前后方向,左右方向的水平校正。
5,往油箱内注入纯净的YA-N32号液压油160升,油液要保持干净无杂质,注油时应通过过滤装置注入。
6,所有升降丝杆,导柱,导杆,链条,链轮加注适量润滑脂。
7,按电路图接入电源总线和控制线。
8,按水路图安装供水,排水总管以及连接机器的软管。
开机前的操作说明
合上电源总开关QF1,操作面板上的电源指示灯HL1亮,说明供电电源正常。
检查气压、水压是否达到规定值?
然后合上加热开关SA2加热,加热前预先对控温表进行温度设定(温度设定值因管材不同而不同),最后合上油泵开关SA1起动油泵,调整好工作油压后便可开始生产,各功能开关说明参看下表说明.
本设备几种动作预选操作说明(见表1-4)
表1
自动与手动选择
自动
指管材进入本设备后从输送、加热、扩口,到卸料整个工序的自动化。
手动
指对管材输送、压管、转管、加热炉加热、夹紧、松开、扩口车向前、向后等局部动作的单独调整。
表2
扩口形状的选择
平口
循环中不需要滑块涨开、气箱向前、高压风。
凸口
凡循环中的动作都参与。
表3
鼓风机循环的选择
短风
扩口车中模具的冷却风供给靠冷却定时器控制,时间一到,冷却风即停止。
长风
扩口车的冷却风不受定时器控制,扩口完成后冷风不停,待下次循环夹紧后,冷却风再停。
表4
滑块先涨与后涨的选择
先涨
根据管材的材质及其它因素可以让滑块先涨开后,扩车再向前。
后涨
扩口车向前后,合模合上,滑块再涨开。
扩口机动作流程:
前段流程 ──→自动快速进管──→光电开关定位(吹屑)──→管材换位──→烘箱前移(管材加热)──→正反向转动管子──→烘箱退后──→管材换位──→扩口工位上输送管子──→光电开关定位──→夹紧管材──→扩口车前移(扩口)──→气箱前移──→通入压缩空气(定型)──→喷冷却液──→吹风──→气箱后移──→扩口模抽芯──→扩口车后移(脱模)──→夹紧装置松开管材──→成品移出──→翻料
LSK-400扩口机的维护和保养
1,每班应检查水路,油路,气路是否有泄漏。
2,每班对机器进行清理。
3,所有升降丝杆,导柱,导杆,链条,链轮每周加注润滑脂一次。
4,所有的蜗轮减速箱每年换润滑油一次。
5,液压油每年换一次并清洗油箱疏通管路。
6,冷却水管内壁易结水垢,外部易腐蚀生锈。
保养时应做认真检查,水垢过多会堵塞管路,达不到冷却作用,锈蚀严重会漏水,因此保养中必须采取除垢和防腐降温措施。
7,每年定期对机器进行一次全面的检修,机器需要解体检查、测量、鉴定主要零部件的磨损情况,更换已达规定磨损限度的零件,修理损坏的零件。
8,指定专人负责设备维护保养。
并将每次维护修理情况详细记录列入工厂设备管理档案。
设计上如有更改,恕不另行通知
 升级会员
升级会员 