技能大赛方案书Word格式文档下载.docx
《技能大赛方案书Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《技能大赛方案书Word格式文档下载.docx(19页珍藏版)》请在冰豆网上搜索。
2
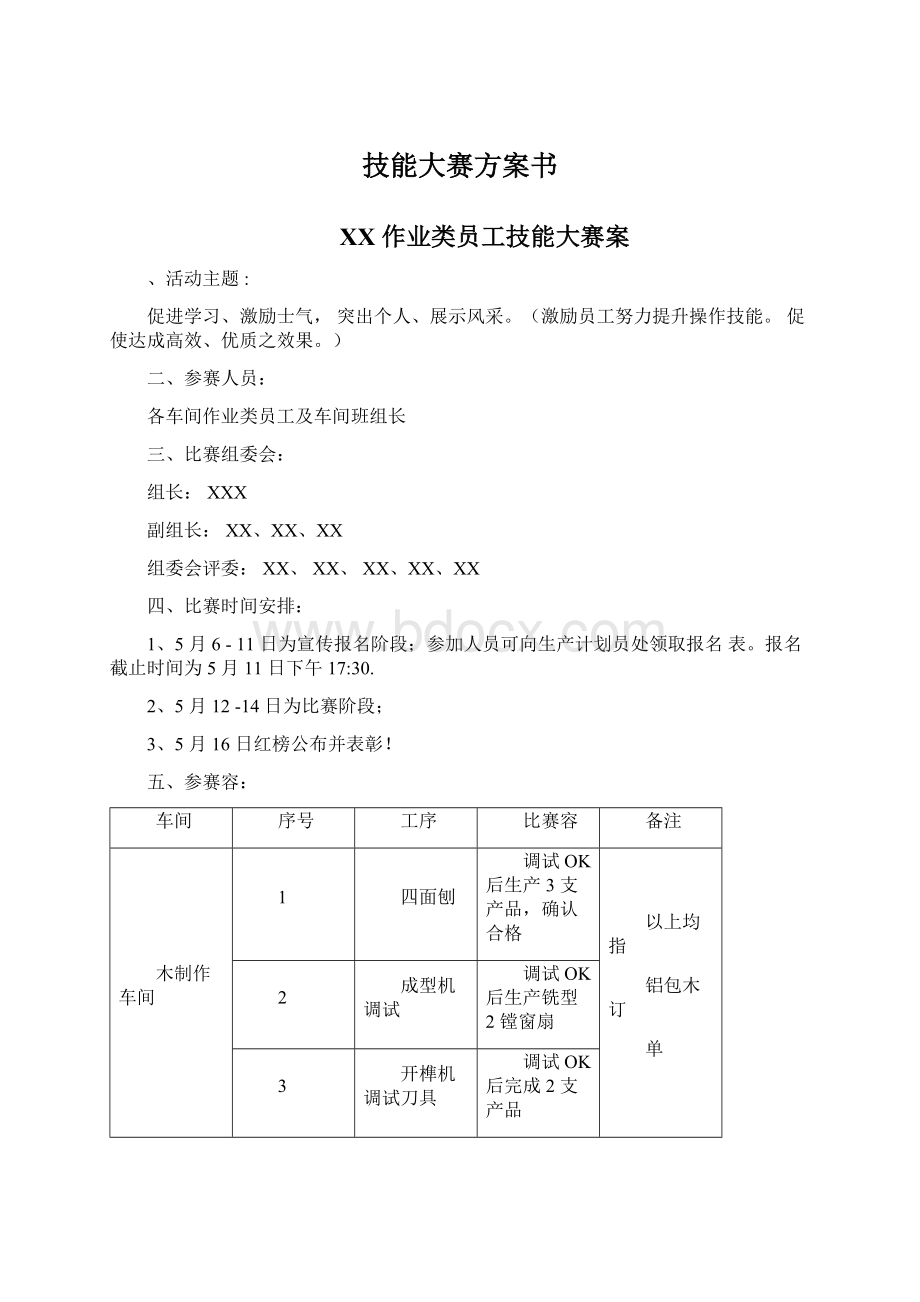
成型机调试
调试OK后生产铣型2镗窗扇
3
开榫机调试刀具
调试OK后完成2支产品
4
下精料
调试OK后下料完成3支
5
打执手、锁
调试OK后完成3镗门扇打
铝合金车间
铝型材下料
使用新锯
6
执手、锁
木铝或铝
合金
7
铣端面
调试OK后完成3根中梃
8
组角
调试OK后完成3镗门窗组角
喷涂车间
9
打白茬
完成2镗门窗白茬打磨
铝包木
10
打底漆
完成2镗门窗底漆打磨
成装车间
11
上五金、挂扇、调试
2镗平开或倒五金窗扇安装调试
根据订单
情况随机
安排
12
玻外/玻打胶
3镗门窗玻外打胶
13
镶(等压)胶条
2镗门窗所有胶条镶嵌
14
样窗、样角制作
1镗铝包木样角、制作调试
六、评分标准:
1、评分采用单项百分制,综合得分为最高单项得分+多技能额外加分;
同时参赛多项容的员工,非得分最高项目按各单项分数档次最终额外加分;
质量问题对发生质量问题的单项进行对应扣分。
2、评分由组委会评委根据实际效率以及质量情况进行打分。
七、报名式:
车间办公室发放技能大赛填报表,各车间班长负责本车间参赛人员及项目提报,员工按照自己的能力和意愿选择参赛项目(可跨车间参赛)。
八、奖项设置:
综合排名奖(前3名):
第一名现金500元,第二名现金400元,第三名现金300元;
公司级单项排名奖(前5名):
第一名现金300元,第二名现金250元,第三名现金200元,第四名现金150元,第五名现金100元;
单项奖(前3名):
绩效激励10分;
参与奖:
绩效激励5分;
荣誉奖:
获奖(参与奖除外)人员登光荣榜。
九、评分规则:
综合得分=(个人最高)单项得分+多技能额外加分;
单项得分=技能效率得分-质量扣分;
技能效率得分=基准效率得分+个人差异得分;
基准得分:
参赛技能效率平均值定为基准效率,得80分,个人实际效率每提高1%加1分,每降低1%减1分;
质量扣分:
A类、B类质量问题项目记为0分,C类质量问题每处减0.5分,单项扣分满3分,该项记为0分;
多技能额外得分:
除最高技能外单技能得分75-85分,每项技能额外+1分,上限3分;
单技能得分85-90分,每项技能额外+2分,上限5分;
单技能得分
90分及以上,每项技能额外+5分;
多技能额外加分上限10分。
奖品发放规则:
1、综合排名奖与公司级单项排名奖不叠加发放,单项奖与参与奖不叠加发放,获奖员工各从两奖项中选择一项领取奖励(默认综合排名奖和单项奖);
其他奖品叠加发放。
2、单项参赛人员不超过3人,该单项参赛人员统一发放单项奖和荣誉奖,不参与其他评比,不做多技能额外加分。
十、预算相关:
1、现金预算约1800-2200元左右;
2、条幅2条约200元;
3、其他绩效奖励;
项目容及要求
项目
容
要求
木工车间
四面刨/成型机调试设备
选择同款产品,从统一起点刀位调试直到完成。
(整体作业作为一个期)
①不存在针、疤节(活节)外观类质量缺陷②外观无断齿、脱齿、劈裂变形、疤节(死节)等外观类质量缺陷,手感平滑无刀痕③宽度≤±
0.2mm④厚度H≤±
0.2mm⑤槽口H≤±
0.2mm⑥角度偏差为∠±
5′⑦每米允弯曲≤1mm,可以累计
①铣型偏差≤±
0.2mm,②外形尺寸允差≤±
1mm,③对角线偏差≤1.5,④铣型外观无断齿、脱齿、劈裂变形、疤节(死节)等外观类质量缺陷,手感平滑无刀痕、无戗茬;
开榫机调试刀具
由扇的一个刀位调刀另一刀位,在调回原刀位。
(调刀试刀完成记为一个考核段,调回原刀位试刀完成记为一个考核段)
①榫深比型材高度差±
0.5mm,②型材径长度合框前偏差≤1mm,③外观榫头无劈裂、无戗茬。
调试设备下料,再调刀下另一尺寸物料。
(整体
作业作为一个期)
①型材下料长度偏差≤±
0.5mm,②角度偏差≤±
5'
,③切断面垂直度(端面与侧面)偏差≤±
15'
,④按指定位置填写标识。
标识填写每处扣0.5分。
先选择相似产品,考查产品打执手、锁。
①执手高度偏差≤±
1mm,②距≤±
1mm,③锁芯垂直度偏差±
0.5mm。
铝合金车间
型材下料
①尺寸(L)≤2000mm时,尺寸偏差为0.5mm,(L)>2000mm时,尺寸偏差为1.0mm;
②切割断面毛刺高度≤0.2mm;
③切断面垂直度≤15'
,④无碰拉划伤,⑤型材角度偏差<±
。
毛刺、外观每处扣0.5分。
铣水、执手
先选择相似产品,考查产品铣水和铣执手。
(两
个作业分别作为两个考核段)
①位置偏差为±
1mm,②距偏差±
1mm,③加工毛刺高度≤0.2mm,④型材表面无磕碰拉划伤。
铣水:
每处扣0.5分。
铣执手:
①铣切偏差为±
0.2mm,②平面度<0.1mm,③加工毛刺高度≤0.2mm,④型材表面无磕碰拉划伤。
毛刺、外观每处扣0.5分。
先选择相似产品,考查产品组角。
(整体作业作
为一个期)
①尺寸(L)≤2000mm时,尺寸偏差为±
1mm,(L)>2000mm时,尺寸偏差为±
2mm;
②装配间隙允偏差≤0.2mm,③平面度≤0.3mm,④外框无变形,组角错位现象⑤型材无磕拉划伤,⑥组角胶均匀无漏打。
外观清洁、碰拉划伤每处扣0.5分。
上中梃
先选择相似产品,考查上中梃。
(整体作业作为
一个期)
①拼接缝隙≤0.2mm,②平整度≤0.2mm,③中梃与外框、中梃间间距±
0.5+1mm,④无漏打密封胶,⑤无磕拉划伤。
打白茬、底漆
先选择相似产品,考查产品打白茬、打磨底漆。
(两作业分别作业作为两个考核段)
打白茬要求:
①不允破坏几形状,②无漏打、漏修补,③无残留胶水,④表面无凹凸,无毛刺、戗茬、裂痕、砂纸道⑤横向划印、裂纹等缺陷必须用胶水修复与纹理相近L>20mm的划痕尽量修复。
打底漆要求:
①底漆干后打磨,②无漏打、打穿,③无杂质残留,④无凹凸、弧光、亮点、胶水点、砂纸道⑤砂纸按要求使用。
上五金
先选择相似产品,考查框、扇上五金。
(整体作
业作为一个期)
①按图纸要求、无漏装、错装,②锁块、防误操作块应立调时安装,③五金安装保证扇框缝隙均匀。
挂扇、调试
先选择相似产品,考查挂扇调试。
(选择相同人
员辅助,整体作业作为一个期)
①锁闭状态时,锁点锁入锁块滑槽2/3以上,②框扇搭接量控制在±
1mm;
对开扇间隙控制在4~6mm,上下均匀且宽度差小于1mm,高低差小于1mm;
③执手(锁)位置准确,误差≤1mm,④执手转动灵活,开关到位,无刮碰声(传动器正常接触响声除外),⑤锁紧后执手要求垂直向下。
选择同等起止点,考查打胶。
(整体作为一个期)
①胶缝均匀饱满平整、表面洁净,②无断流、结瘤、气泡、转角圆滑过度;
③打胶量为(5-7mm)*(5-7mm)三角区。
镶(等压)胶条
先确定等压胶条和某款胶条,考查上胶条时间。
(整体作为一个期)
①表面平整、无皱纹,②胶水无溢出、③无叠压现象,④对缝平整,均成45度角,⑤玻璃侧密封胶条安装前要打注玻璃胶;
⑥扇密封胶条对接处按工艺要求,胶条加预留量截断后安装,不允拉伸;
⑦长度比型材槽口略长但不得超过2cm。
15
同规格样窗、样角制作。
(单个产品整体作为一个期)
检验要求同成品样窗、样角检验。
注:
出现扣分项外质量问题,该项目得分记为0分
喷涂车间质量打分表
检验项目
检验标准
不良分类
扣分
白茬打磨
框扇挺压线拼樘
不允破坏原几形状A
A
木材本身纹理保留,手感平整,无凹凸感,无砂纸道毛刺、戗茬等缺陷.B
B
无漏打和漏补处
材质表面无胶水残留
横向划印、裂纹等缺陷必须用胶水修复与纹理相近L>
20mm的划痕尽量修复。
底漆打磨
禁漏打及底漆打穿。
底漆未干禁打磨
手感光滑、平整,侧光无凹凸感、弧光、亮点、胶水点、无砂纸道。
不允有残留杂质
砂纸使用
不良分
类
铝合金
下料
料后型材长度
(L)≤2000mm时,尺寸偏差为
0.5mm;
(L)>2000mm时,尺寸偏差为
1.0mm。
切割断面毛刺高
度
加工毛刺应小于或等于0.2毫米
C
型材切割垂直度
断面与侧面允偏差±
型材外观
型材表面清洁,不得有碰、拉、划伤痕。
型材角度
角度偏差为∠±
5′
标示
铣中挺
铣切偏差
铣切偏差为±
0.2mm,(量端铣口尺寸)
型材铣切部位与
组装基准面
平面度小于0.1mm
型材表面清洁,不得有碰、拉、划伤痕
铣排水
铣位置
铣位置偏差为±
1mm
距位置
距位置偏差±
毛刺高度
铝合金车间质量打分表:
木制作车间质量打分表:
光
外观
不存在针、疤节(活节)外观类质量缺
陷
禁存在断齿、脱齿、劈裂变形、疤节(死
节)等外观类质量缺陷,手感平滑无刀
痕
宽度
宽度≤±
0.2mm
厚度
厚度H≤±
槽口
槽口H≤±
弯曲度
每米允弯曲≤1mm,可以累计
铣形
铣形尺寸
型材铣型偏差≤±
外形尺寸
外形尺寸允差≤±
对角线
对角线差为≤1.5
痕、无戗茬
平面度
同一平面度≤0.3mm
型材表面清洁,不得有碰、拉、划伤痕;
外框无变形、组角错位现象
型材下料长度
下料长度的允偏差为L±
0.5毫米
角度
(断面与侧面)允偏差±
按指定位置填写,见图
开榫
榫头无劈裂、无戗茬
榫头深度
比型材高度差±
0.5mm
型材径长度
合框前偏差应≤1mm
执手高度
执手高度偏差≤±
1mm之
距
距偏差≤±
锁芯垂直度
偏差±
0.5mm之
成装车间质量打分表:
装五金
五金件安装数量
和位置
符合图纸要求,不得漏装、错装;
防误
操作块、锁块应立调时安装,锁闭状态时,锁点锁入锁块滑槽2/3以上,框扇
搭接量控制在±
1mm,五金安装保证扇
框缝隙均匀。
调试
扇安装式和位置
符合图纸要求;
对开扇间隙控制在4~6mm,上下均匀且宽度差小于1mm,高低差小于1mm。
开关性能
开关性能符合图纸要求,执手(锁)位置准确,误差≤1mm,执手转动灵活,开关到位,无刮碰声(传动器正常接触响声除外),锁紧后执手要求垂直向下
镶胶条
密封胶条
表面平整、无皱纹,胶水无溢出、无叠压现象,对缝平整,均成45度角,玻璃侧密封胶条安装前要打注玻璃胶。
扇密封胶条对接处符合工艺要求。
胶条安装要求加预留量截断后安装,不允拉伸。
胶条具有一定弹性,长度要比型材槽口略长但不得超过2cm
打胶
玻璃胶
胶缝均匀饱满平整;
表面洁净;
无断流、结瘤;
无气泡;
转角处圆滑过度;
打胶量为(5-7mm)*(5-7mm)三角区
 升级会员
升级会员 