空冷主蒸汽管道安装作业指导书Word文档下载推荐.docx
《空冷主蒸汽管道安装作业指导书Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《空冷主蒸汽管道安装作业指导书Word文档下载推荐.docx(39页珍藏版)》请在冰豆网上搜索。
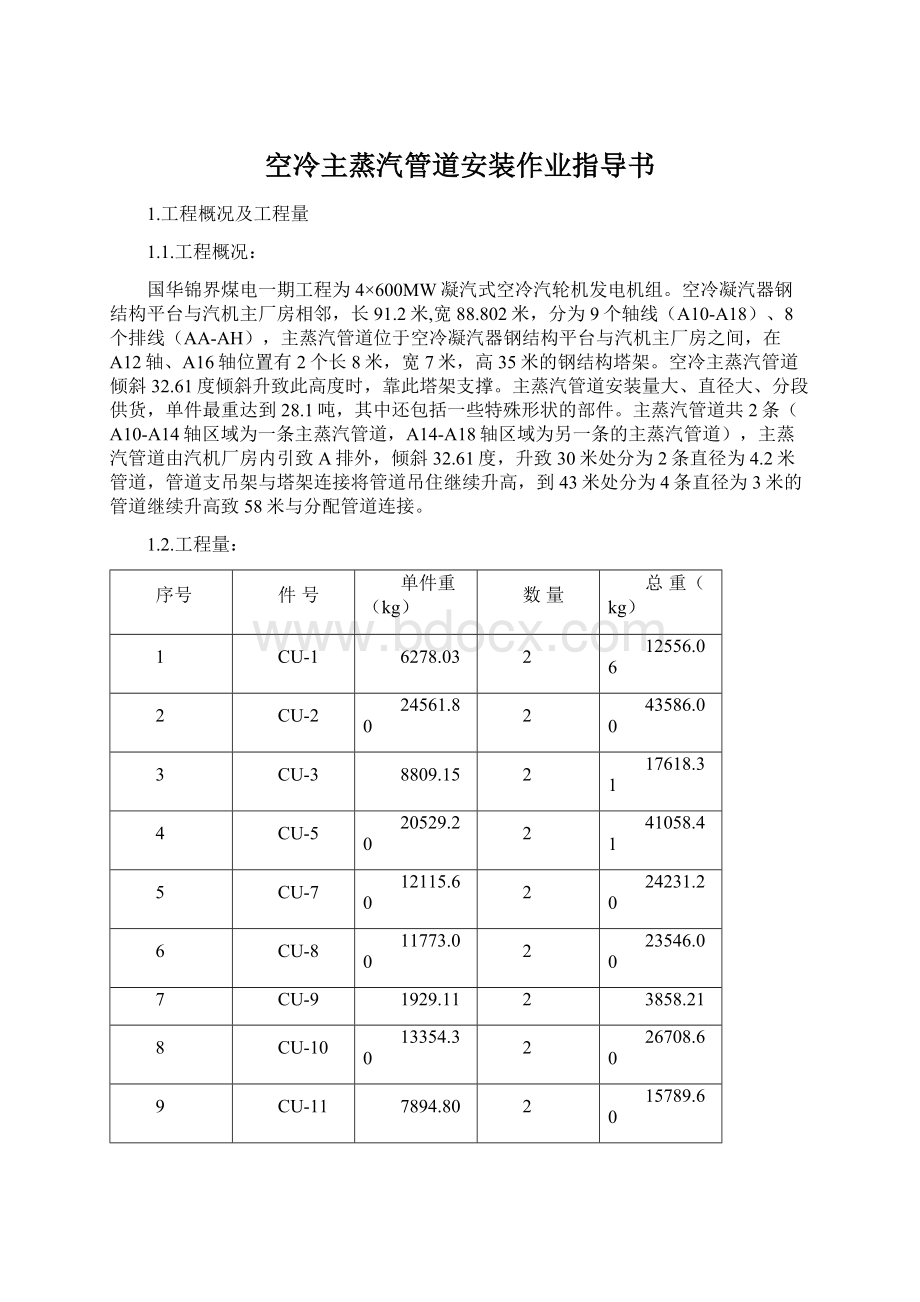
11
CU-14
11385.78
22771.57
12
CU-15
10641.10
21282.20
13
CU-15.1
4957.40
9914.80
14
CU-16
26235.00
52470.00
15
CU-17
22398.30
44796.60
16
CU-18
28062.40
56124.80
17
CU-20
19817.57
39635.14
18
CU-21
12555.31
25110.62
19
CU-22.1
11990.60
23981.20
20
CU-22.2
21
CU-23
2358.40
4716.80
22
CU-25
7116.50
14233.00
23
CU-27
1970.30
3940.60
24
CU-28
2276.10
4552.20
25
CU-29
2059.30
4118.60
26
CU-31
440.00
880.00
27
CU-33
2327.20
4654.40
28
CU-35
4178.80
8357.60
29
CU-37
30
CU-38
31
CU-39
32
CU-40.1
33
CU-41
34
CU-43
35
CU-45
36
CU-46
37
CU-47
38
CU-49
39
CU-51
7378.50
14757.00
40
CU-53
41
CU-54
42
CU-55
43
CU-57
15146.20
30292.40
小计
合计
356595.6
总计
713191.2
注:
未包括膨胀节与蝶阀的重量。
2.编制依据和相关文件:
2.1.《05/114/0980-20-001》空冷排汽管道施工图
2.2.《05/114/0980-27-001》排汽管道焊接检测方案。
2.3.《05/114/0980-27-003》排汽管道支架焊接检测方案。
2.4.《电力建设施工及验收技术规范》(管道篇)1994。
2.5.《电力建设施工及验收技术规范》(焊接篇)1992版。
2.6.《电力建设安全工作规程》(火力发电厂部分)。
2.7.《电力建设安全健康与环境管理工作规定》2002—01—21实施。
2.8.《东电一公司质量环境健康手册》
3.施工进度及劳动力安排:
3.1.施工进度:
2006年6月20日空冷主蒸汽管道开工至2006年10月10日空冷主蒸汽管道安装结束,施工进度根据现场实际情况可进行适当调整。
3.2.施工劳动力安排:
主任1人、专工1人、班长1人、技术员1人、安全员1人、质检员1人、铆工10人、起重工10人、管工10人、焊工15人.
4.作业前的施工准备
4.1.技术准备:
4.1.1.施工图纸会审完,图纸存在的问题及时与厂家联系并有明确答疑。
4.1.2.作业指导书编制并审批完,已对施工作业的人员进行施工技术交底。
4.1.3.安装设备供货计划已编制完成,并提交制作单位及设备厂家。
4.2.作业机械、工器具、材料的准备:
4.2.1.施工材料准备齐全,电焊条必须具备出厂合格证,并严格按规范及施工图纸要求使用,使用前需烘干、严禁乱用。
所有施工用工器具、电动工具已准备完毕并已经校验合格。
设备到货能满足连续吊装条件。
4.2.2.按规定进行常用起重工具检查,并登记保存,保管合理。
4.2.3.施工安装起重机械安装完毕并进行负荷试验,并具备使用条件。
4.2.4.施工用各种机械要求性能良好,运转灵活,作业机械实行专人专责制,使用前必须经过检查,确认完好后方可使用。
4.3.施工人员准备:
4.3.1.所有施工人员体检合格,培训合格,并经过三级安全考试合格后方可上岗,所有参与该项目施工的人员必须经过体检合格。
4.3.2.所有特种专业人员,必须持证上岗。
4.3.3.所有施工人员经过技术、安全、质量等方面的交底。
4.4.临时设施准备:
4.4.1.施工场地宽阔、平整、无杂物,施工道路坚实、平整、畅通。
履带吊车行走的道路必须夯实,防止塌陷,进入施工现场作业前必须铺上路基板。
4.4.2.临时爬梯、脚手管及扣件准备完毕,各种安全设施准备齐全。
4.5.施工机械配备:
名称
规格
备注
1
履带吊车
250t
1台
150t
3
汽车吊车
50t
4
平板拖车
40t
5
平板车
10t
6
卷扬机
5t
2台
7
电焊机
奥太
15台
4.6.施工作业工器具及材料:
单位
钢板尺
2m
把
1m
3
自动安平水准仪
台
21
水平尺
1000mm
5
500mm
8
钢卷尺
5米
个
20
9
钢角尺
350*500mm
10
钢盘尺
50m
5个
11
电动扳手
12
角向磨光机
Φ=125mm
13
Φ=150mm
14
Φ=180mm
15
手拉葫芦
3T
16
5T
17
10T
18
托架线轴
19
切割机
Φ=400mm
20
电源线
三相
米
1000
电焊线
铜芯
22
螺丝刀(一字)
200mm
23
螺丝刀(十字)
氧气表
块
氧气带
300
乙炔表
乙炔带
割炬
G100-1
断线钳
45mm
卸扣
10吨
8吨
5吨
3吨
大锤
18磅
12磅
手锤
4磅
千斤顶
20T
插口扳手
各种规格
套
梅花扳手
活板手
300mm
450mm
44
线坠
1Kg
45
撬棍
600mm
46
钢丝绳
Ф39
100
47
Ф34.5
48
Ф30
49
Ф28
50
Ф24.5
200
51
Ф21.5
52
Ф19.5
53
Ф17.5
500
54
毛刷
100mm
55
辊刷
56
电焊把钳
付
57
电焊帽子
手把
58
套头
59
白光镜
60
墨镜
61
焊条
JE422
公斤
4000
62
JC507
63
指挥旗
64
麻绳
Ø
65
砂轮磨片
125-180mm
片
50(各)
66
砂轮切片
67
槽钢
[120
68
[200
69
工字钢
I40a
70
I30a
71
I20a
72
I12a
73
角钢
∠50*5
74
∠100*10
75
∠40*4
76
圆钢
77
16mm
78
钢管
108×
79
159×
80
133×
81
钢板
30㎜
平方米
82
20㎜
83
10㎜
84
5㎜
85
扁钢
40*5mm
86
50*5mm
87
铁线
8#
吨
88
斜垫铁
130*80mm
89
脚手管子及扣件
90
木跳板
2米
150
91
4米
以上工器具均已检验合格,满足使用要求。
5.施工步骤和方法:
5.1.先安装A10-A14轴管道,然后再安装A14-A18轴的主蒸汽管道。
先将过渡接头(CU1)存入主厂房内,根据现场实际安装情况将水平直段(CU5)在制做厂内从中间断开并磨好坡口。
5.2.将主蒸汽管道的固定和滑动支架的支墩顶面清理干净,并测量其标高,标高验证后,将聚四氟乙烯板划出中心线放到支架支墩上与支架支墩上中心线重合。
5.3.在固定支架和滑动支架底部及白钢板上分出中心线,使白钢板中心线与支架底部中心线重合,并将白钢板焊接在支架底面上。
并将限位卡块按图纸尺寸焊在支架底部上,然后将固定支架和滑动支架放到支架的支墩上用水平仪找正,找正后将地脚螺栓的螺母终紧。
5.4.将弯头的水平段(CU8)用钢丝绳绑扎牢吊起,按图纸尺寸,一端放到固定支架上,另一端用临时支撑支住,临时支撑底部必须用钢板垫实,防止临时支撑因受荷载下沉,使管道倾斜,不能保证管道水平。
吊车回钩前检查临时支撑是否牢固,确认无误后方可回钩。
5.5.将带导流板的弯头过度段(CU10)用钢丝绳绑扎牢固,倾斜吊起并找好倾斜角度与弯头的水平段(CU8)对接并用导链找正焊接,再将弯头的垂直段(CU15)吊起与弯头的过度段(CU10)对接并用导链找正焊接。
并做临时支撑加强防止组合后的弯头因重心偏高,使弯头发生倾翻。
5.6.将弯头处的端板段(CU11)用钢丝绳绑扎牢固,水平吊起。
有端板的一端放到滑动支架上,另一端与弯头有临时支撑的一端水平对接并找正。
焊接完毕后吊住弯头的垂直段,将临时支撑去掉缓慢回钩,对弯头进行找正,使弯头的倾斜角度、标高、中心距等尺寸符合图纸要求。
然后将固定支架和滑动支架与弯头焊牢。
在倾斜角度已调好的弯头中心沿管道倾斜方向与塔架管道中心支撑点处拉一钢丝,保证管道沿倾斜方向接口时的直线度,防止管道接口时,管道整体弯曲。
5.7.将斜直段(CU16)用钢丝绳绑扎牢固缓慢吊起,并用导链在零米找好斜直段的倾斜角度,与弯头的垂直段对接并将接口处找正焊牢,缓慢回钩检查管道倾斜是否在弹性范围内,确认安全后方可摘钩,如果弹性变形倾斜角度过大,应及时安装临时支撑。
5.8.用同样的方法将斜直段(CU17)安装上,斜直段(CU17)摘钩前必须安装临时支撑,将连接好的斜直段支撑住。
临时支撑制作成直角三角形,根部用抱箍与塔架立柱连接,顶部用工字钢将两个临时支撑连接起来,工字钢上部焊接一个U形件,与管道的圆弧相吻合,并将管道斜直段支撑住,临时支撑安装完后方可摘钩。
5.9.用同样方法安装大小头三通(CU18),此件为主蒸汽管道单件最大的,重量为28.1吨,安装后大小头三通(CU18)的顶部用临时支撑撑住方可摘钩,随后安装斜直段(CU20)安装完毕后,将塔架封顶(斜直段(CU20)未安装前,塔架不能封顶)将恒力吊架安装上,并将恒力吊架与斜直段(CU20)上的悬挂点连接牢固,此时才能将临时支撑拆除。
5.10.用同样方法安装其余管道,当安装到万向膨胀节和膨胀节时应特别注意万向膨胀节的拉筋方向,必须保证拉筋与空冷平台垂直或平行,保证膨胀节的方向与同心度,否则产生内应力,影响膨胀节使用,出现扭曲变形。
5.11.不锈钢膨胀节在供货货时里外都配有盖板。
是为了保护这些精密部件,因此要等安装完成后在将它们取下。
整个安装工作完成后才可以取下固定件。
所有膨胀节与管道的连接必须是无应力连接。
5.12.其余管道安装完后,开始安装存入主厂房内的过渡接头(CU1)。
在顶梁上焊接悬挂吊点,挂上滑轮引出卷扬机绳,将绑扎牢固的过渡接头(CU1)吊起,并用导链牵引使过渡接头(CU1)一端与汽轮机排汽口连接,另一端放到已安装完的U形支架(CU2)上,找正后焊接。
5.13.用此方法将膨胀节(CU4)、断开的水平段(CU5)、膨胀节(CU6)依次安装上,A10-A14轴区域的主蒸汽管道安装完毕后,再用同样方法安装A14-A18轴区域的主蒸汽管道。
5.14.脚手架子搭设安全技术要求:
5.14.1.脚手架搭设采用钢管脚手杆及木脚手板结构,凡弯曲、压扁、有裂纹或已严重锈蚀的钢管严禁使用。
板面应平整,凡有裂纹、扭曲的不得使用。
5.14.2.扣件应有出厂合格证,凡有脆裂、变形或滑丝的,严禁使用。
5.14.3.立杆、大横杆的接头应错开,搭接长度不得小于50cm,承插式的管接头插接长度不得小于8cm。
水平承插式接头应有穿销并用扣件连接。
5.14.4.脚手架的立杆应垂直,钢管底部应设置垫木,脚手架打设时,底部面积应增大,能承载上部的荷载。
脚手架悬空时,底部必须绑扎牢固。
5.14.5.脚手架应经常检查,在大风大雨后应及时加强检查。
5.14.6.搭设脚手架时作业人员应将安全带挂在上方牢固可靠处。
5.14.7.拆除脚手架应自上而下顺序进行,严禁上下同时作业或将脚手架整体推倒。
6.施工作业的质量要求
6.1.质量目标:
1)实现建筑、安装单位工程优良品率100%,顾客满意度达到95%以上,创建精品工程赢得顾客满意。
2)单位工程优良率达到100%,其中分项工程优良率100%,分项工程合格率100%。
6.2.施工前技术人员应认真熟悉施工图纸,并认真进行技术交底工作,执行三级检查、四级验收制度,即班组自检—工地质检—质保部抽检—监理验收。
6.3.固定和滑动支架必须用水平仪操平,以保证主蒸汽管道的基础点准确、标高一致。
安装法兰时,垫片必须符合设计要求,螺栓应对称拧紧,螺栓丝扣部分应涂铅料,螺丝应露出螺母2-3扣。
所有系统内阀门使用前必须进行100%严密性试验。
6.4.大管径管道的运输、安装施工中,其管道中的临时加强支撑不得拆除。
待安装就位后,方可拆除,以免造成管道变形。
所有管件及管道内的铁锈和磨屑必须在封闭管道前清除掉,进行管道内部焊接前,施工人员要用破布将管道内部仔彻底清理干净。
6.5.膨胀节里外盖板待完成验收后才可以取下,精密部件必须在整个安装工作完成后,才可以取下保护罩。
拆除管道临时加强支撑时,要割除遗留物并打磨干净。
并根据项目规程进行除锈,除锈后涂刷底漆和面漆。
6.6.主蒸汽管道与汽轮机连接时,必须避免任何不必要的应力,推力和力矩。
管道连接时,不得进行强力对口,管道与设备的连接应在设备安装定位后方可进行,不得有附加外力的作用。
6.7.质量通病的控制措施
6.7.1.严禁上道工序未完进行下道工序的安装,以防误差积累造成无法纠正的偏差。
6.7.2.所有待安装的管材、管件在使用前均应查明规格、材质且其表面不得有裂纹、重皮、折迭、夹渣等缺陷。
6.7.3.加强焊接三级验收监督、检查,加强焊前、焊缝层间及焊后质量检查。
质检员认真及时地监督、检查焊接工程质量,发现问题及时处理。
加强焊前对焊口检查,验收合格后方可施焊。
加强材料的检查验收、保管发放工作。
6.7.4.夜间或光线不足的地方装设足够照明,露天布设的电焊机应放置在干燥场所,并搭设防雨棚。
焊接时不得随意在设备及管道上引弧。
所用的电焊条头放入随身携带的焊条筒内,不得随意乱扔。
6.8.强制性条文及控制措施:
6.8.1.管道安装应具备下列条件:
6.8.1.1.与管道有关的土建工程经检查合格,满足安装要求。
6.8.1.2.与管道连接的设备找正合格、固定完毕。
6.8.1.3.管子、管件、阀们等已按设计要求核对无误,内部已清理干净,无杂物。
6.8.2.管子组合前或安装前,均应将管道内部清理干净,管内不得遗留任何杂物。
6.8.3.管道水平段的坡度方向与坡度应符合设计要求,若设计无具体要求时,对管道坡度方向的确定,应以便于疏、放水和排放空气为原则。
其坡度应符合DLGJ23《火力发电厂汽水管道设计技术规定》的要求。
6.8.4.管子对接焊缝位置应符合设计规定。
否则应符和下列要求:
6.8.4.1.焊缝位置距离弯管的弯曲起点不得小于管子外径或不小于100mm。
6.8.4.2.管子两个对接焊缝间的距离不宜小于管子外径,且不小于150mm。
6.8.4.3.支吊架管部位置不得与管子对接焊缝重合,焊缝距离支吊架边缘不得小于50mm,管道在穿过隔墙、楼板时,位于隔墙、楼板的管段不得有接口。
6.8.5.管子的坡口型式和尺寸应按设计图纸确定,管子的对口质量应符合DL5007《电力建设施工及验收技术规范》的要求。
6.8.6.管子的坡口及内、外壁10-15mm范围内的油漆、垢、绣等,在对口前应清除干净,直至显示金属光泽。
对壁厚大于或等于20mm的坡口,应检查是否有裂纹、夹层等缺陷。
6.8.7.波形补偿器应按设计规定进行拉伸和压缩。
松开拉紧装置应在管道安装结束后进行,当内部带有套管时,应根据介质流动方向正确安装。
与设备相连的补偿器,应在设备最终固定后方可连接。
6.8.8.安装管道的允许偏差值:
标高<
±
15mm,水平管道弯曲度,DN>
100mm时,1.5/1000且≤20mm,立管铅垂度≤2/1000且≤15mm。
6.8.9.焊接前必须查明所焊材料的钢号,以便正确地选用相应的焊接材料和确定合适的焊接工艺。
6.8.10.钢材、焊条、焊丝等均应有制造厂的质量合格证,凡无质量合格证或对其质量有怀疑时,应按批号抽检,合格者方可使用。
6.8.11.氧-乙炔焊所用氧气纯度应在98.5%以上。
氩气纯度不低于99.5%。
7.施工作业环境要求:
7.1.现场设置定点垃圾箱,及时清理现场垃圾,禁止乱倒乱丢。
施工现场设废旧物品回收点,施工过程中发生的废料、焊条头等及时清理回收,确保施工现场整洁有序。
焊接时产生的电弧、药皮应做好有效的遮挡,以免灼伤。
7.2.清除作业场地内的易燃易爆物品,在施工过程中应采取隔离、禁火等防护设施。
7.3.施工现场坚持每天清扫,做到工完、料净、场清。
夜班下班时将现场照明灯具关闭。
废旧机械油、油漆等不得随处倾倒,防止二次污染。
7.4.构件、材料摆放整齐,不得随处乱放,应有足够的作业空间。
施工现场道路通畅,保证安全通道畅通无阻。
所有施工区域严格按照定置化管理的要求去做。
7.5.机械设备、电动工具等应经常进行检修、维护,尽量减小噪声向大气的排放,确保符合国家标准的要求。
8.施工作业的安全要求
8.1.所有施工人员必须经过三级安全教育,合格后方可进入施工现场。
8.2.所有施工人员必须经过身体检查,合格后方可进入施工现场。
8.3.进入施工现场必须正确佩带安全帽,人员衣着整齐、灵便,衣袖、裤脚扎紧,穿专业绝缘鞋,绝缘防护服绝缘良好,严禁酒后进入施工现场。
8.4.施工用机械必须做到“一机一闸一保护”。
手
 升级会员
升级会员 