全面质量管理Word下载.docx
《全面质量管理Word下载.docx》由会员分享,可在线阅读,更多相关《全面质量管理Word下载.docx(27页珍藏版)》请在冰豆网上搜索。
战时标准Z1-Z1.3(最初QM标准)
1950s:
戴明:
“领导职责十四条”
戴明/兰:
全面质量控制在日本推广
统计技术应用:
因果图/直图/检查单/散点图/排列图/控制图(老七种)
1960s:
NATO:
AQAP标准(引入设计控制)
1970s:
TQC在日本取得巨大成功,TQC理论在世界围产生影响
主要法:
JIT(准时化生产),Kanben(看板生产),Kaizen(质量改进),QFD(质量功能展开),新七种工具
1979:
英国:
BS5750(质量管理标准)
1980s:
克劳士:
“零缺陷”/“质量是免费的”概念
中国、美国、欧洲等设立质量奖
1987:
ISO9000-1987问世(基于BS5750)
1988:
摩托罗拉(乔治.费西尔):
六西格玛管理
1994:
ISO9000-1994问世
1990s末:
全面质量管理:
全过程,全员,经济性
质量:
从“符合规”发展到“顾客满意”
21世纪初(2000.12.15):
ISO9001:
2000问世
领导职责十四条
1.要有一个改善产品和服务的长期目标,而不是只顾眼前利益的短期观点。
2.要有一个新的管理思想,不允出现交货延迟或差错和有缺陷的产品。
3.从一开始要有一个改进产品质量的办法,而不要依靠检验去保证产品质量。
4.要有一个最小成本的全面考虑。
采购上不要只以价格高低来决定对象。
5.要有一个识别体系原因(85%)和非体系原因(岗位原因,15%)的措施。
6.要有一个更全面、更有效的岗位培训(怎样干以及为什么要这样干)。
7.要有一个新的领导式(管+帮),领导自己也要有个新风格。
8.要在组织有一个新风气。
消除员工不敢提问题、提建议的恐惧心理。
9.要在部门间有一个协作的态度。
帮助研制开发销售人员多了解制造部门的问题。
10.要有一个激励、教导员工提高质量和生产率的好办法。
不能只是喊口号、下指标。
11.要有一个随时检查工时定额和工作标准有效性的程序。
12.要把重大的责任从数量转到质量,使员工感到其技艺和本领受到尊重。
13.要有一个强而有效的教育培训计划。
14.要在领导层建立一种结构,推动全体员工都来参加经营管理的改革。
戴明
闪光智慧:
戴明14要点
至理名言:
质量无须惊人之举
休哈特
休哈特的PDCA(策划-实施-检查-处置)循环观点被戴明和其他人广泛应用。
控制图
纯科学和应用科学都越来越将对精确性和精密性的要求推向极致。
但是,应用科学,尤其是应用于可交换部件的大规模生产中的应用科学,在涉及特定的精确性和精密性的问题上,其确切性比纯科学有过之而无不及。
兰
质量三步曲(质量计划,质量控制,质量改进)。
核心:
管理就是不断改进工作。
21世纪是质量的世纪。
克劳士比
质量管理四项基本原则
改变心智是最难的工作,但正是机会和金的隐身之处。
克劳士比:
四项原则
原则一、什么是质量?
◆质量即符合要求,而不是好。
质量的定义就是符合要求,而不是好。
“好、卓
越、美丽、独特”等描述都是主观和含糊的。
原则二、质量是怎样产生的?
◆预防产生质量。
◆检验不能产生质量。
产生质量的系统是预防,不是检验。
检验是在过程结束后把坏的从不好的里面挑选出来,而不是促进改进。
检验告知已发生的事情太迟、缺陷工作产生,会遗漏一些缺陷,不能产生符合项。
预防发生在过程的设计阶段,包括沟通、计划、验证以及逐步消除出现不符合的时机。
通过预防产生质量,要求资源的配置能保证工作正确的完成,而不是把资源浪费在问题的查找和补救上面。
原则三、什么是工作标准?
◆零缺陷,而不是“差不多就好”。
工作标准必须是零缺陷,而不是“差不多就好”,“差不多就好”是说,我们将在某些时候满足要求,或者是每次都符合大部分要求而已。
而零缺陷的工作标准,则意味着我们每一次和任时候都要满足工作过程的全部要求。
它是一种认真地符合我们所同意的要求的个人承诺。
如果我们要让工作具有质量,那么,我们决不向不符合要求的情形妥协,我们要极力预防错误的发生,而我们的顾客也就不会得到不符合要求的产品或服务了,这还是“零缺陷”工作标准意义。
零缺陷作为一种心态:
第一次就把事情做对;
避免双重标准;
“决不允有错误”;
“我们非常重视预防”;
我们只有在符合全部要求时才能OK。
原则四、怎样衡量质量?
◆不符合要求的代价(金),而不是指数。
质量是用不符合要求的代价来衡量的,而不是用指数。
指数是一种把不符合项用相关的坏消息进行软处理的法。
不管怎样,如果我们软化了坏消息,那么管理者将永远不会采取行动。
而通过展示不符合项的货币价值,我们就能够增加对问题的认识。
不符合要求的代价:
当要求没有符合时产生的额外的费用。
不符合要求的代价是浪费的代价:
浪费时间、心力和物资。
这是不必要的代价。
费根堡姆
历史地位:
全面质量控制之父
全面质量控制
质量并非意味着最佳,而是客户使用和售价的最佳。
全面质量控制的基本观点:
全面质量
为用户服务
预防为主
用数据说话
川馨
质量控制之父、日式质量管理集大成者
川图
标准不是决策的最终来源,客户满意才是。
课程大纲
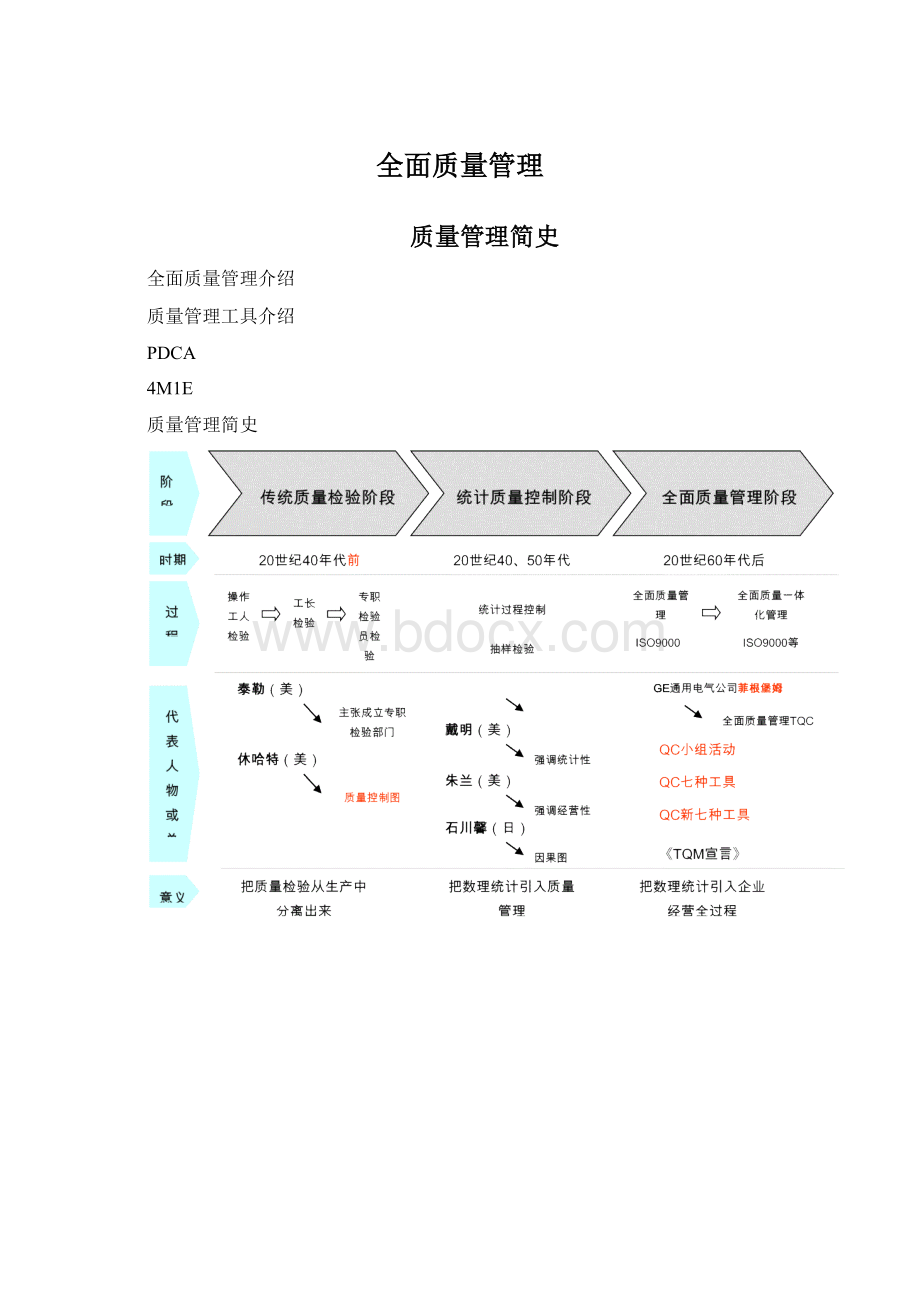
质量管理发展历史概述
定义:
“企业全体员工和有关部门同心协力,综合运用管理技术、专业技术和科学法,经济地开发、研制、生产和销售用户满意的产品的管理活动”——中国质量管理协会对工业企业全国质量管理的定义。
特征:
全面质量的管理:
产品质量&
工作质量。
全过程的质量管理:
质量管理重点由事后检验转移到事前控制。
全员性的质量管理:
质量涉及企业所有部门和所有人员。
综合性的质量管理:
综合多样的法体系。
基础工作:
标准化工作;
计量工作;
质量信息工作;
TQM的含义
•强烈的关注顾客。
•坚持不断地改进。
•改进组织中每项工作的质量。
•精确的度量。
•向员工授权。
TQM的目的
•缩短总运转期
•降低所需成本
•缩短库存转时间
•提高生产率
•追求企业利益和成功
•使顾客完全满意
•最大限度获取利润
TQM八项管理原则
引言
为成功地领导和运做一个组织,需要采用一种系统和透明的式进行管理,针对所有相关的要求,实施并保持持续改进其业绩的管理体系,可使组织获得成功。
质量管理体系是组织各项管理体系容之一,最高管理者可以应用八项质量管理原则,引导组织改进业绩。
原则一:
以顾客为关注焦点
组织依存于其顾客,因此组织应当理解顾客当前的和未来的需求,满足顾客要求并争取超越顾客期望。
原则二:
领导作用
领导者将本组织的宗旨、向和部环境统一起来,并创造使员工能够充分参与实现组织目标的环境。
原则三:
全员参与
各级人员是组织之本,只有他们的充分参与,才能使他们的才干为组织带来效益。
原则四:
过程法
将活动和相关的资源作为过程进行管理,可以更高效地得到期望的结果。
原则五:
管理的系统法
将相互关联的过程作为系统加以识别,理解和管理,有助于组织提高实现目标的有效性和效率。
原则六:
持续改进
持续改进整体业绩应当是组织一个永恒的目标。
原则七:
基于事实的决策法
有效决策是建立在数据分析和信息分析的基础上的。
原则八:
互利的供关系
通过互利的供关系,增强组织和供创造价值的能力
“流程图”、“直图”、“控制图”
“因果图”、“分层法”、“散点图”、“排列图”“七种”法,被普遍用于质量改进。
1.流程图
2.直图
11.40511.50511.60511.70511.80511.90512.00512.10512.20512.30512.405
频数直图
3.控制图法
4.分层法
•分层法又叫分类法、分组法。
它把所搜集到的质量数据性质相同、条件相同的归为一组,把划分的组叫作“层”。
•它是按照一定的特征,把收集到的有关某一特定主题的统计数据加以归类、整理和汇总的一种法。
应用步骤
分层标志的选择
一般可采用以下因素分层:
人、机、料、法、环、量、时,其他。
•操作人员:
按个人、年龄、性别、工龄、班次、技能等。
•机器设备:
按设备类型、新旧、工装模具等;
•原材料:
按供、产地、成分、批次、库存时间等;
•产品:
规格型号、复杂性、成熟与否、使用地域等;
•加工法:
按加工法、生产工艺等;
•环境:
按气象情况、室环境、操作环境等;
•测量:
按测量手段、测量工具、测量人员等;
•时间:
按上、下午分,按年、月、日分,按季节分;
•其他:
按发生位置等。
分层法案例
5.帕累托原理(排列图)
•J.M.Juran“少数重要因素原则”用于质量管理,在日本引发质量管理革命,从而帮助日本在战后赶上并在部分领域超过美国。
•80/20原则是质量运动的主要理论支柱:
“少数重要因素原则”
-原则:
很少百分比的质量因素导致极大百分比的质量缺陷
-分析:
发现重要的导致质量问题的因素
-解决:
集中精力解决这些少数重要问题,而不是解决所有问题
-TQC:
事先解决,而不是事后校正
•日本企业50-60年代运用这一原则在众多领域达到世界领先水平
20%
80%
努力
效果
80
原因
结果
排列图
•排列图是对于不良、缺点等事情发生的结果,按照其产生的原因或现象进行分类,再按类别大小顺序排列,以图表的形式表达的图。
6.因果图概念
定义
因果图(鱼刺图、特性要因图、川图)是一种主要用来分析质量特性(结果)与可能影响质量特性的因素(原因)之间关系的一种工具。
目的
明示问题的结果和原因之间的因果关系,以利于找到问题的结症所在,从而采取针对性的措施解决问题,通过对要因的重点标示,可以决定分析解决问题的优先顺序。
因果图举例
作业员问题
加工困难
其他
设备不当
不熟悉工作图
2
马达座
4
3
导板加工取放困难
模具搬运费力
寻找资料困难
导板
隔板
1
屑料清理费时
冲压作业效率低
光线不足
外壳冲剪模
托料架不当
隔板抽孔脱料困难
导柱阻碍作业线路
马达座脫料困难
5
固定稍设置不当
提高冲压效率
消除加工困难
作业员教育
使导板加工取放容易
方便屑料清理
使导頂柱位置适当
使马达座脫料容易
固定梢设置适当
设备改善
托料架適當
使隔板抽孔脫料容易
使光线充足
熟知工作
加工次数少
消除搬运損失
寻找资料容易
7.散点图
全面质量管理之QC小组
PDCA管理循环四阶段:
PDCA管理循环八步骤:
 升级会员
升级会员 