装配线计划.docx
《装配线计划.docx》由会员分享,可在线阅读,更多相关《装配线计划.docx(13页珍藏版)》请在冰豆网上搜索。
装配线计划
例:
有一个家电用品仓库,共有14个货区,分别储存7种家电。
仓库有一个出入口,进出仓库的货物都要经过该口。
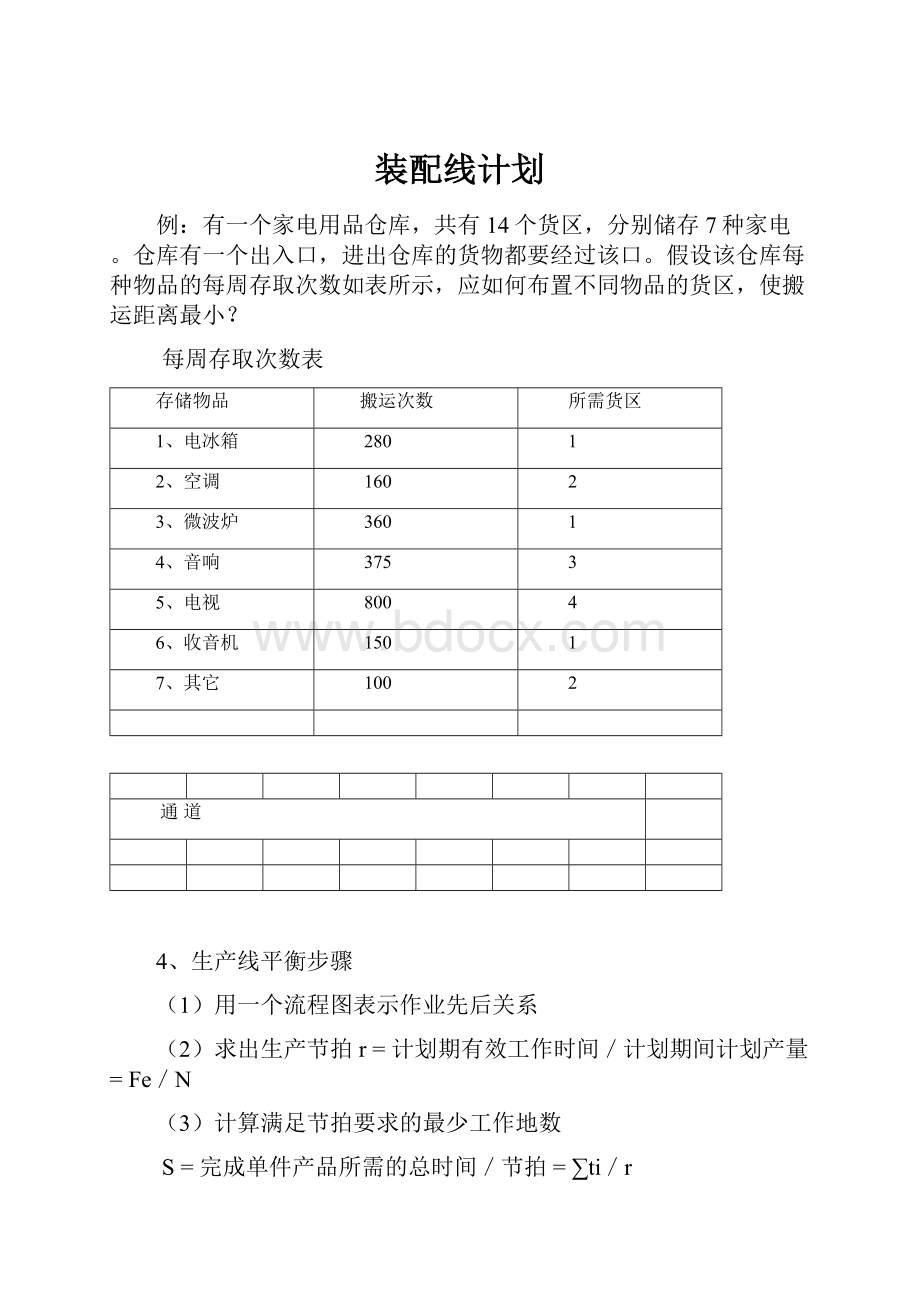
假设该仓库每种物品的每周存取次数如表所示,应如何布置不同物品的货区,使搬运距离最小?
每周存取次数表
存储物品
搬运次数
所需货区
1、电冰箱
280
1
2、空调
160
2
3、微波炉
360
1
4、音响
375
3
5、电视
800
4
6、收音机
150
1
7、其它
100
2
通道
4、生产线平衡步骤
(1)用一个流程图表示作业先后关系
(2)求出生产节拍r=计划期有效工作时间/计划期间计划产量=Fe/N
(3)计算满足节拍要求的最少工作地数
S=完成单件产品所需的总时间/节拍=∑ti/r
(4)将作业分配到各工作地(启发式分配规则)
①从工作地1开始,从左向右给工作地分配作业。
②该工作地单件时间不超过工作地的剩余时间
剩余时间=节拍—该工作地已分配作业单件时间之和
③若干作业满足条件2
a.分配后续作业数最多的作业
b.分配加工时间最长的作业
例1、一玩具要在一个传送带上组装,每天需生产500辆。
每天的生产时间为420分钟,下表中列出了玩具的组装步骤及其时间。
请
(1)画出组装作业先后顺序图;
(2)该组装线的节拍是多大;(3)求工作地最小数目。
玩具的组装步骤及其时间
作业时间(秒)紧前作业
A45-
B11A
C9B
D50-
E15D
F12C
G12C
H12E
I12E
J8G,F,H,I
K6J
解:
(1)画出流程图,表示作业先后关系
F
ABC
G
DEHJK
I
(2)计算节拍
节拍=每天的工作时间/每天的产量
=420*60/500=50.4(秒/辆)
(3)最小工作数目=完成单件作业所需的总时间/节拍=192/50.4=3.81
最小工作地数目4个
工作作作业剩余可安排的后续作业最时间最长
地业时间时间紧后作业多的作业的作业
1A455.4无
2D500.4无
3B1139.4C.EC.EE
E1524.4C.H.IC
C915.4F.G.H.IF.G.H.IF.G.H.I
F123.4无
4G1238.4H.IH.IH.I
H1226.4I
I1214.4J
J86.4K
K60.4无
例2.一装配线计划每小时装配200件产品,每小时用于生产的时间是50分钟。
下表中列出了装配工序、每道工序的作业时间及其紧前工序等。
请
(1)画出装配工序先后顺序图;
(2)该装配线的节拍是多大;(3)计算每小时装配200件产品的最小工作地数目。
装配线工序及其作业时间
工序时间(分钟)紧前工序
A0.20-
B0.05-
C0.15-
D0.06-
E0.03A,B
F0.08C,D
G0.12E,F
H0.05-
I0.05-
J0.12H,I,G
K0.15J
L0.08K
解:
(1)画出流程图,表示工序先后关系
A
BE
G
C
F
D
JKL
H
I
(2)计算节拍
节拍=每小时的工作时间/每小时的产量
=50/200=0.25(分/件)
(3)最小工作数目=完成单件工序所需的总时间/节拍=1.14/0.25=4.56
最小工作地数目5个
例3.作为一工厂主要革新项目的一部分,工业工程部门被要求对一修改过的装配线进行平衡,以实现每天产量240个单位。
日工作时间为8小时,各作业时间和作业先后顺序图如下:
作业
时间/分钟
紧后作业
作业
时间/分钟
紧后作业
A
0.2
B
E
1.2
G
B
0.4
C
F
1.2
G
C
0.2
F
G
1.0
结束
D
0.4
E
试完成下列各项:
(1)画出装配作业先后顺序图
(2)求出该装配线的节拍
(3)计算最小工作地数
解:
(1)画出流程图,表示作业先后关系
ABCF
G
DE
(2)计算节拍
节拍=每天的工作时间/每天的产量
=8×60/240=2(分/个单位)
(3)最小工作数目=完成单件产品作业所需的总时间/节拍
=(0.2+0.4+0.2+0.4+1.2+1.2+1.0)/2=2.3
最小工作地数目3个
例4.一个制造厂计划在某车间旁增加一侧房,建一条新的生产线,可生产五种型号的产品:
A,B,C,D,E。
现有两个布置备选方案,五种产品在六个部门间的移动距离和移动次数见表,哪一种布置方案的月运输量最小?
生产线的条件
产品
型号
产品工
艺路线
月产量
(件)
移动方向
设备间的距离(m)
方案甲方案乙
A
1—2—3
2000
1—2
1525
B
4—5—6
2000
1—5
3010
C
1—5—6
3000
2—3
1535
D
2—5—6
1000
2—4
2010
E
2—4—3
3000
2—5
1515
3—4
3525
4—5
1525
5—6
1010
解:
[(25-15)+(35-15)+(25-15)+(10-10)]*2000+[(10-30)+(10-10)+(10-20)+(25-35)]*3000+[(15-15)+(10-10)]*1000=8000-12000=-4000
B的运输成本比A少4000
所以应选B方案
作业时间(完成生产任务所消耗的时间)
定额/布置工作地时间(保养设备、清扫机床、填写交接班日记)
时间﹨休息与生理需要时间(正常疲劳与生理需要、休息、饮水、厕所)
工时/准备与结束时间(熟悉图纸、准备工具、交付验收)
消耗﹨非定额∕非生产工所时间(从事本身生产任务以外、开会、到仓库领料)
时间﹨管理工作不善造成的损失时间(停工待料、断电)
工人责任造成的损失时间(工人违反劳动纪律、迟到、早退、聊天、办私事)
测时法,又称直接时间研究,是用秒表和其他一些计时工具,来实际测量完成一件工作所需要的实际时间。
(1)选择观测对象
(2)划分作业操作要素,制定测时记录表。
(3)记录观察时间,剔除异常值,并计算各项作业要素的平均值。
(4)计算作业的观察时间。
作业的观察时间等于该作业的各项作业要素平均时间之和。
(5)效率评定,计算正常作业时间
(6)考虑宽放时间,确定标准作业时间
例如,观测某车床加工某种零件的标准工作时间,根据测时法的基本要求,将该作业分解为5个作业要素进行观测,然后求出每个作业要素的平均时间
置零件于卡盘并紧固13.2秒
开车与进刀3.0秒
车削27.0秒
关刀与退刀12.0秒
卸下零件12.8秒
——————————————————
作业时间68.0秒
。
例1,观测一项作业,共60次,平均每次观测到的作业时间是1.2分钟。
对操作者的效率评定是95%,宽放率为10%,在每天工作8小时的条件下,确定一下各种时间值:
(1)观测到的时间
(2)正常时间
(3)标准时间
例2,一个管理人员欲制定一个金属切削作业的时间定额。
他共对此操作测了50次,每次的平均时间是10.40分钟,标准偏差是1.20分钟,操作工人的工作效率评定为125%。
假设宽放率是16%,请确定该作业的标准时间。
解:
该作业的标准时间
=10.40×(1+0.25)×(1+0.16)=15.08(分钟)
战略层计划
战术层计划
作业层计划
计划期
空间范围
详细程度
不确定性
管理层次
特点
长(≥5年)
企业、公司
高度综合
高
企业高层领导
资源获取
中(一年)
工厂
综合
中
中层,部门领导
资源利用
短(月、旬、周)
车间、班组
详细
低
低层,车间领导
日常活动处理
1、制定计划的一般步骤如图所示。
确定目标
评估
当前条件
预测未来
环境与条件
确定
计划方案
实施计划
评价结果
2、制定计划的方法—滚动式计划方法
按编制滚动计划的方法,整个计划期被分为几个时间段,其中第一个时间段的计划为执行计划,后几个时间段的计划为预计计划。
滚动计划方法有以下优点:
①使计划的严肃性和应变性都得到保证。
②提高了计划的连续性。
第二节年度生产计划与主生产计划
一、年度生产计划
1、概念
年度生产计划又称综合生产计划、生产计划大纲,它是企业根据市场需求和资源条件,对未来计划期内产出量、人力规模和库存水平等问题所作出的决策、规划和初步安排。
2、年度生产计划的主要任务(生产计划的主要指标)
生产计划的主要指标有品种、产量、质量、产值和出产期。
二、主生产计划(MPS)
是在年度生产计划的基础上制定的运作计划,是把年度生产计划具体化为可操作的实施计划,其目的是要确定企业生产的最终产品的出产数量和出产时间。
MPS与我国通常采用的产品出产进度计划在计划的时间单位上略有不同,我国的产品出产进度计划一般以月为单位,而MPS通常以周为单位。
二、影响生产能力的因素
1、固定生产数量
是指企业在计划期内用于生产的全部机器、设备的数量及厂房和其他生产性建筑物的面积。
2、固定生产工作时间
是指按照企业现行工作制度计算的机器设备全部有效工作时间和生产面积利用时间。
连续生产(除设备停工休息时间,全年上班)设备有效工作时间=全年日历天数—设备计划停修时间
间断生产:
Fe=Fsft-Dt
Fe—单位设备年有效工作时间
Fs—单位设备年制度工作天数(300天)
Ft—每日制度工作小时数(8小时)
Dt—设备计划停修小时数
Fe=Fsft(1-∈)
∈—设备计划停理停工率(10%)
(3)固定资产生产效率
又称固定资产生产率定额,是指机器设备的生产效率和生产面积的利用效率。
两种表示方式:
产量定额(单位设备在单位时间内)
时间定额(生产单位产品的设备台时消耗定额)
单位时间的产量定额p(件/台时)与单位产品的时间定额t(台时/件)互为倒数。
T=1/p
例:
有一加工卷饼的工厂,该厂的效率是90%,利用率是80%。
生产线每周运作7天。
每天3班,每班8小时,生产线的设计能力是每小时加工120个标准卷饼,每周额定产能是多少?
解:
生产线每周使用时间
=7天×3班次/天×8小时/班次=168小时
额定能力=设计能力×利用率×效率
=120×168×0.8×0.9=14515(卷饼/周)
四、生产能力计算
设备组担负单一产品生产任务时
M=FeS/t或M=FeSP
M—某设备组的生产能力(台或件)
Fe—计划期内每台设备的有效工作时间(小时)
S—设备组内的设备数量
t—单位产品的设备台时定额(台时/件)
P—设备单位时间的产量定额(件/台时)
若企业生产多种产品,选择代表产品
复印中心需要几台复印机
某写字楼的复印中心,为两个部门(A、B)复印各种业务报告。
下表给出了每个部门复印需求的有关信息。
该复印中心年工作日为250天,每天有效复印时间7小时(制度工作8小时)。
复印中心认为,他们需要保持15%的能力缓冲。
问:
该复印中心需要几台复印机
部门A
部门B
年需求(需复印的报告种类数)
50
100
每种报告复印份数
40
60
每份复印时间(小时)
0.5
0.7
解:
①计算全年所需的复印机小时数
R=(50×40×0.5+100×60×0.7)/(1-0.15)=6118(小时)
②计算一台复印机的年工作小时数
H=250×7=1750(小时)
③计算所需复印机数
6118/1750=3.496
需4台复印机
微商货源网GcIG7wxDH4st
 升级会员
升级会员 