标准的工艺过程卡及工序卡片Word文档格式.docx
《标准的工艺过程卡及工序卡片Word文档格式.docx》由会员分享,可在线阅读,更多相关《标准的工艺过程卡及工序卡片Word文档格式.docx(14页珍藏版)》请在冰豆网上搜索。
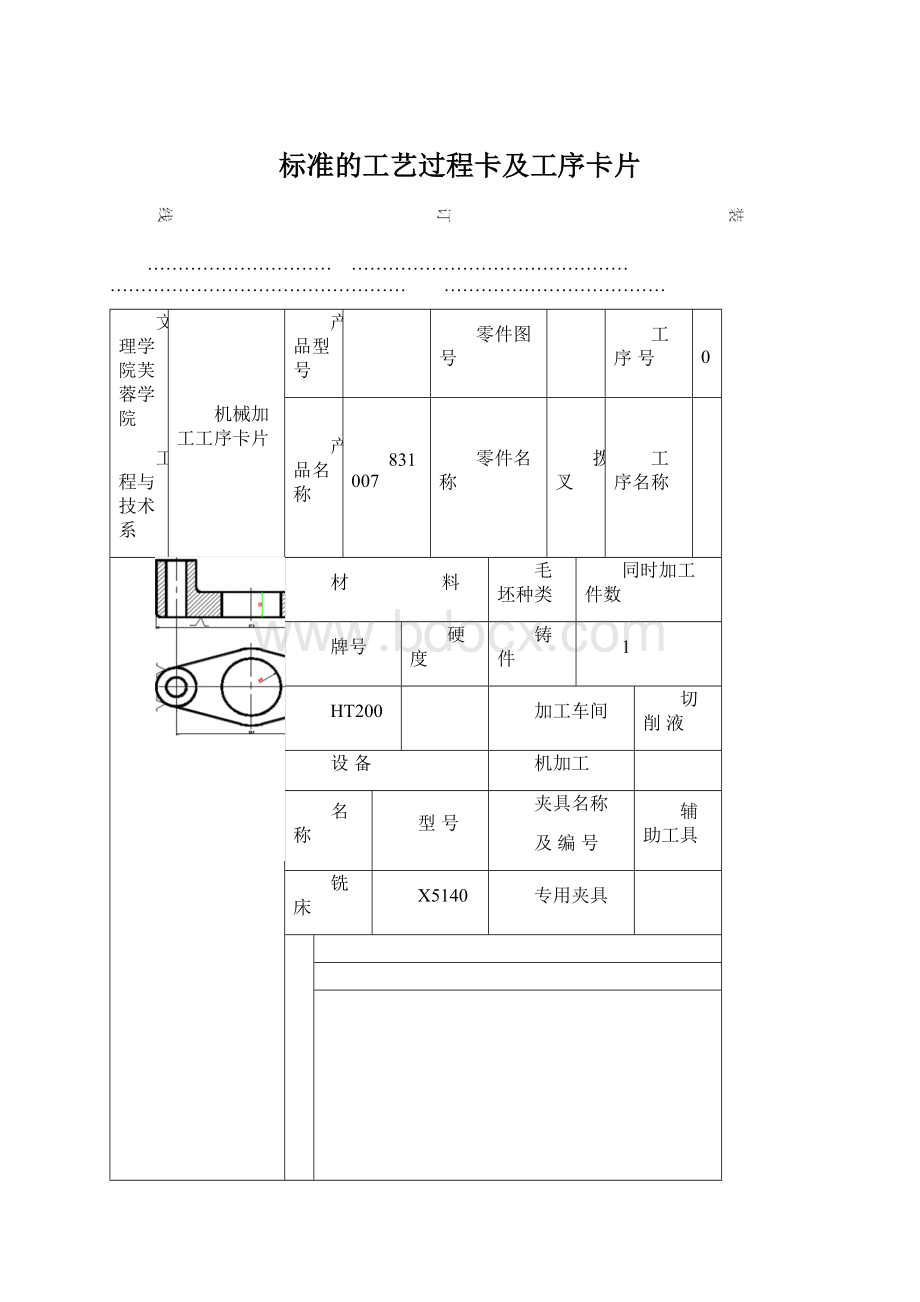
拨叉
工序名称
铣
材 料
毛坯种类
同时加工件数
牌号
硬度
铸件
1
HT200
加工车间
切削液
设备
机加工
名称
型号
夹具名称
及编号
辅助工具
铣床
X5140
专用夹具
更
改
容
工
步
号
工步容
刀具
量具
走刀长度
(mm)
单边余量
走刀次数
切削深度
进给量
(nn/r或mm/min)
主轴转速
(r/min)
切削速度
(m/min)
基本时间
(min)
1
粗铣小头孔的上端面
高速钢盘铣刀
高度尺
2
2
0.9
200
150
0.1
设计者
指导教师
共 2 页
第 1 页
注:
大而复杂的零件允许另用纸绘出工序图,附在卡片后面。
20
粗铣中间孔的上端面
共 7 页
第 2 页
30
粗铣中间孔的下端面
第 3 页
40
精铣小头孔的上端面
290
133
0.83
第 4 页
50
精铣中间孔的上端面
第5 页
60
精铣中间孔的下端面
3.5
0.4
1120
80
1.9
第6页
70
钻
钻床
Z525
扩两小端头孔
高速钢直柄麻花钻
100
0.098
第7页
机械加工工艺过程卡片
产品型号
拨叉831007
零件图号
产品名称
零件名称
材料牌号
毛坯尺寸
每坯件数
每台件数
序
工序容
加工
车间
夹具
单件工进
规格
机
30
高速钢麻花钻头
共1页
第1页
 升级会员
升级会员 