钢丝拉拔后性能讲解Word格式.docx
《钢丝拉拔后性能讲解Word格式.docx》由会员分享,可在线阅读,更多相关《钢丝拉拔后性能讲解Word格式.docx(11页珍藏版)》请在冰豆网上搜索。
实际上,氮与碳具有完全相同的特性,往往被人们忽视了,氮对冷加工强化的贡献几乎与等量碳相同。
因此对气体保护焊丝(08Mn2Si)和帘线用钢丝(72A)等,希望从盘条用最少循环道次直接拉拔到成品的钢丝,必须控制钢中氮含量(≤60ppm或≤40ppm)才能保证拉拔顺利进行。
氮含量的增加还会导致钢丝的应变时效脆化效应增强。
显微组织结构对冷加工强化系数有决定性的影响,从表11可以看出,不同组织结构的碳素钢丝中,索氏体钢的冷加工强化系数最大,粒状珠光体钢的冷加工强化系数最低。
广而言之,奥氏体钢的冷加工强化系数最大,铁素体钢的冷加工强化系数最低。
对于同一炉号的钢,只要其组织结构相同,冷加工强化系数一般是衡定的。
表11不同牌号、不同组织结构钢丝的冷加工强化系数(K)
牌号
组织结构
抗拉强度(Rm)
MPa
K
ΔRm/1.0%q
35
粒状珠光体
440
4.2
65Mn
540
4.8
片状珠光体
510
4.5
640
5.5
索氏体
750
6.3
1100
8.0
T9A
620
5.3
4Cr5MoSiV1(H13)
珠光体
780
8.8
6.1
60Si2MnA
1320
9.5
GCr15
650
7.7
06Cr17Ni12Mo2
奥氏体
12.5
10Cr18Ni9Ti
670
11.8
06Cr19Ni9(304)
13.7
12Cr18Ni9(302)
660
14.4
24Cr19Ni9Mo2(3J9)
15.4
12Cr18Mn9Ni5N(202)
800
15.7
04Cr24(446)
铁素体
490
022Cr11MoTi(409)
430
4.4
3Cr13
马氏体不锈
6.2
08Mn2SiA
低碳马氏体
505
6.7
注:
Rm为热处理状态的抗拉强度,ΔRm为拉拔时抗拉强度增加值,K为总减面率70%~85%拉拔时的平均冷加工强化系数。
8.2.工艺性能
8.2.1.成形性能
反复弯曲、缠绕和扭转是弹簧成形和服役时必须承受的应力状态,通称为韧性指标,是弹簧钢丝的重要考核指标。
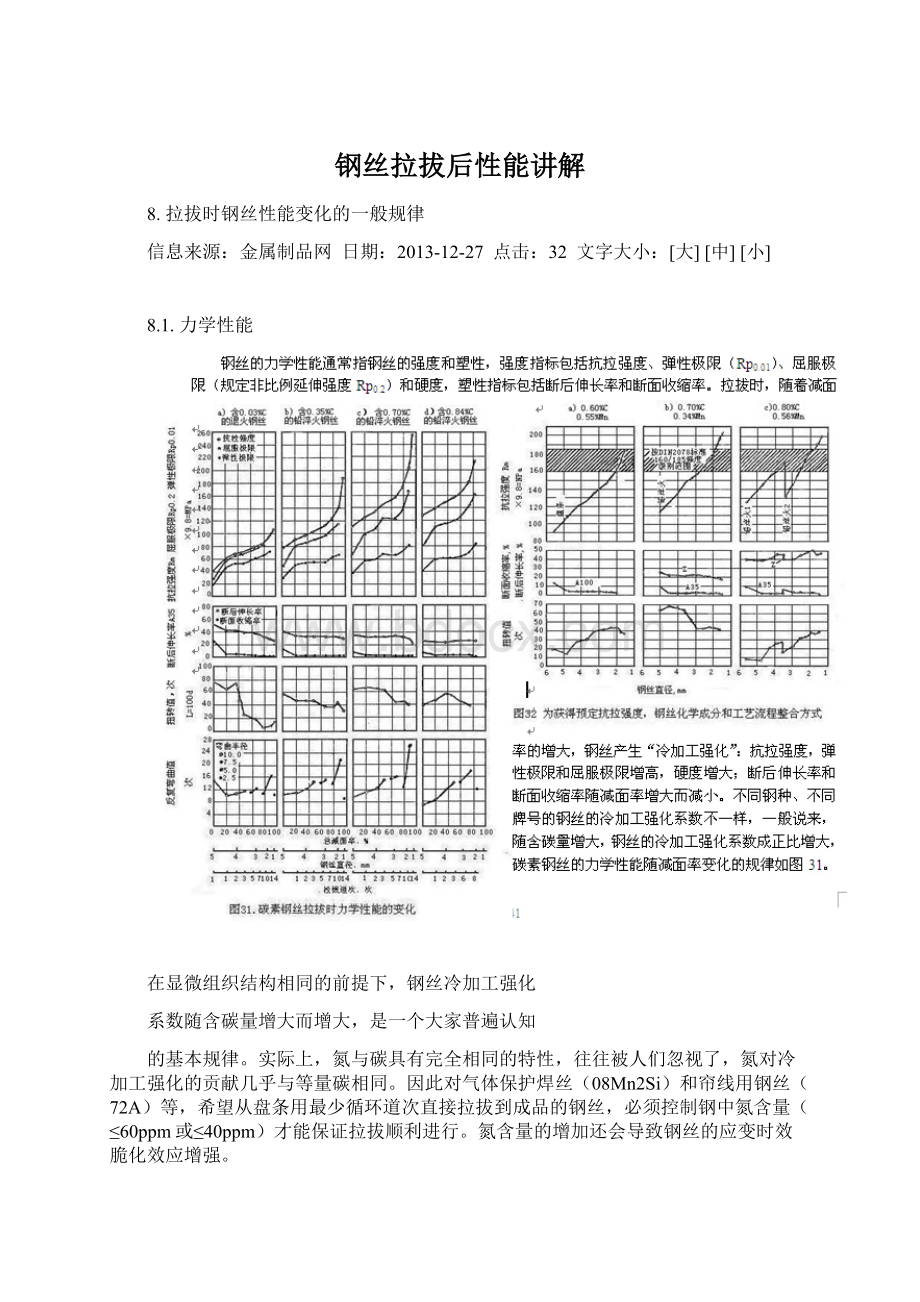
图31显示,反复弯曲次数、缠绕性能和扭转次数是随拉拔减面率的增加而缓慢下降的,但又并非完全如此。
因为这三项指标除受冷加工强化影响外,还受钢的化学成分、纯净度、组织结构的均匀性、气体含量(尤其是[H]含量)、钢丝残余应力的分布状况、以及应变时效脆化效应的影响,而且后者的作用往往远大于前者。
通过调整化学成分和拉拔工艺,钢丝在获得预定抗拉强度的同时,可以得到不同等级的韧性指标。
图32给出了生产Φ2.0mm,抗拉强度160~185kg/mm2级制绳钢丝的几种工艺方案,方案a选用60钢、Φ5.5mm热轧盘条,表面处理后直接拉拔到Φ2.0mm,此时抗拉强度刚达到下限要求,考虑到性能的波动,必须加大投料尺寸,但钢丝断后伸长率已降到很低水平,扭转值已超过最高点并开始下降,显然是不合适的。
正确的方法是选用含碳量为0.65%的盘条。
方案b选用70钢盘条预拉到Φ5.0mm,然后铅淬火,再拉拔到Φ2.0mm,钢丝的抗拉强度达到了上限要求,尽管断后伸长率较低,但断面收缩率和扭转值处于较好水平。
方案c选用80钢、Φ5.5mm盘条,首先进行铅淬火,预拉到Φ3.45mm,再经铅淬火后拉拔到Φ2.0mm。
钢丝在获得期望的抗拉强度的同时,断面收缩率处于高水平,扭转值也处于上升阶段。
从图31和图32两事例中可以看出碳素钢丝冷拉过程中扭转值、塑性和强度变化的某些规律:
a.图31和图32中显示的扭转值随减面率变化的规律不一致,其中图32方案c显示的规律与生产实践相吻合,即扭转值在前一两道次拉拔时稍有下降,然后随减面率加大逐步回升,总减面率72%~86%(碳含量越高,峰值出现的越早)时达到最高值,并稳定一个阶段,然后又急剧下降,出现后一种情况,通常称为冷加工过度。
扭转值出现图31的情况估计与拉丝机冷却效果不太好有关,相比较图32的冷却效果明显好点。
b.在拉拔工艺相同,模具、润滑和冷却亦相同条件下,索氏体钢的扭转值最高;
钢丝索氏体化程度越高,索氏体片间距越细,组织均匀性越好,扭转值越高。
两次铅淬火的钢丝索氏体度更高,均匀性更好,扭转值自然偏高。
此外,奥氏晶粒度偏大,索氏体团偏大的钢丝,扭转值也明显偏高。
c.碳素钢丝不管组织结构如何,也不管碳含量高低,在冷拔初期(减面率35%左右)断后伸长率很快降到很低水平(6%以下);
而断面收缩率因组织结构不同,拉拔过程中出现很大差距,索氏体钢随减面率增加先减后升,变化幅度不大。
分析起来,断后伸长率反映钢丝均匀变形能力,断面收缩率反映钢丝局部变形能力,由此推论:
能体现钢丝可拉拔性,或拉拔塑性的指标是断面收缩率,而不是断后伸长率。
e.屈服极限在拉拔初期增加的幅度比抗拉强度的增幅大得多了,当总减面率继续加大时,屈服极限与抗拉强度同步增长,直到拉断时屈服极限已非常接近抗拉强度了。
f.拉拔初期,弹性极限的增长相当缓慢,总减面率继续加大时,弹性极限的增长还将进一步减慢。
如前所述,钢丝的扭转、缠绕和弯曲性能与钢丝内部残余应力分布直接关联,凡能降低钢丝表面与心部应力差距,或能降低表面拉应力的工艺措施,如增加拉拔道次,降低最后两道次的拉拔减面率,成品钢丝经矫直处理等均能改善上述韧性指标,强化拉丝冷却效果和使用反拉力当然也是有效措施。
据德国L·
西蒙斯的研究结果:
在无反拉力或反拉力很小时,钢丝心部的维氏硬度要比表面低得多,随着反拉力的增加,心部与表面硬度差逐步缩小,当反应力增加到拉拔力的80%时,整个横断面的硬度基本相同,由此推论:
反拉力可以改善钢丝扭转性能。
W·
卢埃格证实上述推论,施加40%的反拉力,经4道次拉拔的钢丝,抗拉强度和弯曲次数的变化可以忽略不计,扭转次数比无反拉力拉拔提高了20%~25%。
不同组织结构的钢丝在冷拉过程中力学性能和工艺性能变化规律不尽相同,用以索氏体组织为主的碳素钢丝为例,研究冷拉减面率对其力学性能和工艺性能的影响(如图33),能反应出钢丝冷拉时性能变化的基本趋势。
"
FONT-FAMILY:
宋体;
COLOR:
black;
FONT-SIZE:
7.5pt"
lang=EN-US>
800
不同组织结构的钢丝在冷拉过程中力学性能和工艺性能变化规律不尽相同,用以索氏体组织为主的碳素钢丝为例,研究冷拉减面率对其力学性能和工艺性能的影响(如图33),能反应出钢丝冷拉时性能变化的基本趋势。
8.2.2.疲劳极限
工程中用疲劳极限来衡量弹簧钢丝的疲劳性能好坏,一般将经107次循环动作,不产生断裂时的最大负载应力称为疲劳极限。
弹簧钢丝的疲劳极限与钢丝的表面质量(有无裂纹、划伤、凹坑和毛刺等缺陷),有无脱碳层,钢的纯净度和次表层夹杂分布状况,以及钢丝横截面硬度和应力均匀性密切相关。
一般说来,弹簧钢丝的疲劳极限与钢丝的屈服极限成正比,要提高疲劳极限就应设法提高钢丝屈服强度,或提高屈强比。
拉拔早期疲劳极限随抗拉强度同步上升,达到抗拉强度的30%时开始下降,与韧性指标的扭转次数有相似的变化规律。
碳含量越低疲劳极限的峰值向更高减面率方向移动;
在碳含量固定条件下,铅淬温度越高(抗拉强度偏低),疲劳极限的峰值也向更高减面率方向移动。
8.2.3.焊接性
焊接性指材料在限定的施工条件下,焊接成设计要求的构件,并满足预定服役要求的能力。
焊接性受材料、焊接方法、构件类型及使用要求四个因素的影响。
焊丝的焊接性主要取决于化学成分,碳当量(CE)是评估其焊接性常用指标,碳当量是把钢中的合合金元素的含量换算成碳的相当量,作为评定焊口金属淬硬、冷裂及脆化等性能的参考指标。
当CE<0.4%时,焊口金属硬度一般不超过250HV,焊接性能良好,焊前不需要预热;
当CE>0.47时,热影响区的硬度可能超过350HV,易产生裂纹,焊前必须预热才能防止产生裂纹。
碳当量常用计算公式如下:
CE=C%+Mn%/6+Si%/24+Cr%/5+Ni%/15+Mo%/4+Cu%/13+P%/2+V%/10
冷拉对焊接性能无直接影响,但为保持平直度,焊丝一般以轻拉和冷拉状态交货。
中细规格的气体保护焊丝和埋弧焊丝,为保证送丝顺畅,要求以较高抗拉强度交货,规格越细强度要求越高,一般要求Φ2.0mm的焊丝,Rm控制在900~1150MPa;
Φ0.8mm的焊丝,Rm≥1100MPa。
8.2.4.切削性能
冷加工变形对大多数钢的切削性能有增进,易切削钢尤其是这样。
当然由于冷加工硬化引起的强度升高,致使切削困难是另一回事。
8.3.物理性能
(1)密度(比重)
一般说来,钢丝经冷加工后其密度稍有下降。
含碳0.7%的碳素钢经96.5%的减面率拉拔后,密度由原来的7.851降至7.822。
(2)电阻率
大部分钢丝经冷加工后电阻率增加,也有部分丝材(如Cr20Ni80、0Cr25Al5等)经拉拔后电阻率下降。
这种现象称为电阻反常变化。
(3)耐腐蚀性能
冷拉的钢丝的耐腐蚀性能较原来(热处理状态)有所下降。
此外,组织结构对钢丝的耐腐蚀性能有决定性的影响:
碳素钢丝在索氏体状态下耐应力腐蚀性能最好,奥氏体不锈钢丝在固溶状态下耐腐蚀性能最好,马氏体不锈钢丝在淬火-回火状态下耐腐蚀性能最好。
(4)弹性模量
拉伸弹性模量(E)和切变弹性模量(G)随拉拔减面率的增加有所下降,消除残余应力处理或时效处理后,弹性模量可以恢复到原有水平。
 升级会员
升级会员 