电镀废水中氨氮及COD的去除文档格式.docx
《电镀废水中氨氮及COD的去除文档格式.docx》由会员分享,可在线阅读,更多相关《电镀废水中氨氮及COD的去除文档格式.docx(10页珍藏版)》请在冰豆网上搜索。
随着太湖流域水质标准的制定,电镀废水中的COD和氨氮的去除也引起广泛的关注。
目的:
(1)探讨铁碳微电解对水中金属、COD和氨氮的去除能力;
(2)研究水解酸化对电镀废水COD及氨氮的去除情况,对B/C比的影响;
(3)探讨活性污泥对电镀废水中COD及氨氮的去除效果;
(4)研究铁碳+水解酸化+好氧MBR对电镀废水中COD和氨氮的去除作用。
1材料与方法
1.1分析方法
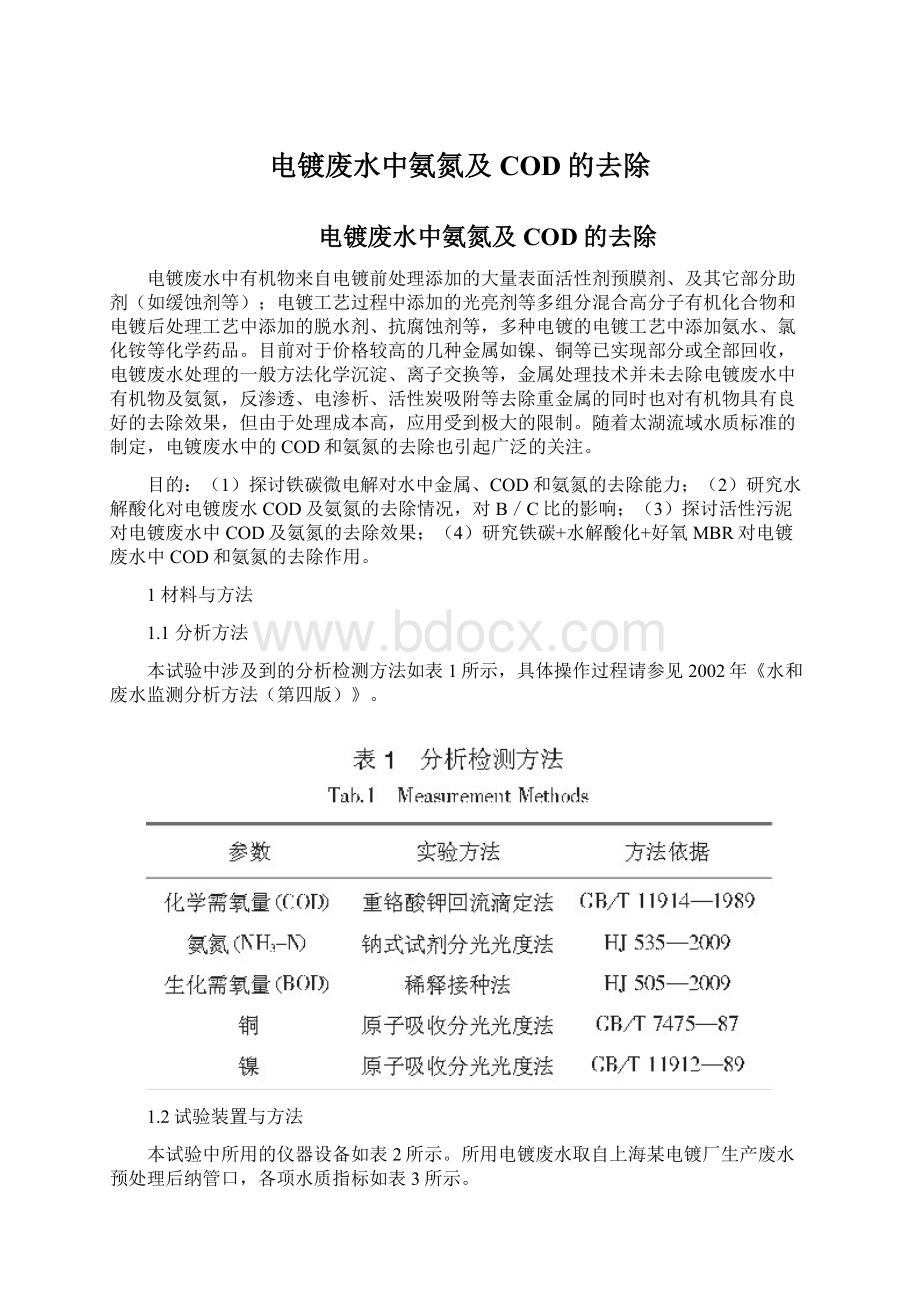
本试验中涉及到的分析检测方法如表1所示,具体操作过程请参见2002年《水和废水监测分析方法(第四版)》。
1.2试验装置与方法
本试验中所用的仪器设备如表2所示。
所用电镀废水取自上海某电镀厂生产废水预处理后纳管口,各项水质指标如表3所示。
本试验所选用的工艺流程如图1所示。
电镀废水首先进入铁碳反应槽,再进入水解酸化池和MBR反应池。
其中,铁碳反应的原料为铁刨花,在反应池中加入铁刨花,调节pH值至酸性,通过曝气使废水与其充分接触,反应完全后,排水至沉淀池,取上清液进行检测。
水解酸化池的体积为6.9L,空床停留时间约为15h,MBR反应池体积3L,空床停留时间7h左右。
首先通过柠檬酸配制的电镀模拟废水对活性污泥进行培养驯化后,逐步按照20%、50%、100%的比例在进水中添加实际电镀废水。
2试验结果与讨论
2.1铁碳反应原理及作用效果
当废弃的铁刨花置于水中时,由于铁(阳极)和碳化铁(阴极)之间存在一定的氧化还原电位差,在铁刨花内部形成了许多细微的原电池;
此外,铁和其周围的炭粉又形成了较大的原电池。
废水中的铁和碳发生内部和外部的双重电解,即微观和宏观原电池反应。
电极反应生成具有很高活性的新生态[H+],能够跟废水中多组分发生氧化还原反应,同时,金属铁能够和废水中的重金属离子发生置换反应,已有研究证实使用铸铁屑和焦炭以2∶1比例作为铁炭的原料,对Cr6+、Cu2+、Ni2+的浓度分别为50、15、10mg/L的电镀废水进行预处理,出水三种重金属的浓度分别为2.5、0.75、0.5mg/L;
铁碳反应后通过调节pH值至中性或碱性,可将水中大量剩余Fe2+转化为Fe3+并通过水解作用产生一系列含有羟基的简单单核配离子向胶体型转化,最终形成大颗粒的Fe(OH)3沉淀,在这一过程中,多核配离子不仅对胶粒产生电性中和作用,降低ξ电位,发生聚集,而且它的链状线性结构可以在已经中和的胶粒之间起粘接架桥作用,使它们很快凝成较大的絮体,加速沉淀,网捕卷扫微小沉淀颗粒,提高了去除率,可将COD为800~1200mg/L的电镀前处理废水降低至80~120mg/L。
由此可见,铁碳不仅对重金属具有催化还原作用,对废水中的有机物也有良好的处理效果,铁碳的反应时间及反应初始pH值对铁碳反应结果有显著的影响。
2.1.1反应时间对铁碳效果的影响
铁碳反应的适宜初始pH值为酸性,在反应过程中pH值随反应时间的延长而升高,为了探索电镀废水进行铁碳反应至终点所需要的时间,确定最佳反应时间以及考察在铁碳反应pH值达到稳定后,持续曝气对废水水质是否具有进一步的提高作用,通过铁碳反应过程中溶液的pH值变化控制铁碳反应的时间,选择铁碳反应的初始pH值为3,铁碳反应过程中水溶液的pH值逐渐上升,在30min内pH值可升高至4,在铁碳反应1h内pH值升高至5,随后pH值升高速度变慢,约1.5h后升高至5.6左右,并持续稳定,基本不再上升。
因此,选取铁碳反应中水溶液的pH值变化为pH=4、pH=5、pH=5.6,pH稳定后持续曝气1h,pH平衡后持续曝气14h为时间节点,对比反应时间对铁碳反应完全程度的影响。
该过程中B/C比(BOD/COD)的变化如图2所示,随着溶液pH值的升高,B/C比逐渐提高,铁碳反应pH值升高至5.6后不再继续升高,但BOD仍然略有下降说明铁碳反应仍在缓慢进行,在pH=5.6时铁碳反应对该废水B/C比的提高最明显;
在厌氧条件下进行铁碳反应会促进废水中硝态氮转化为氨氮,但在好氧情况下对废水中氨氮的浓度影响不大。
综上所述,铁碳反应的最佳反应时间为pH值上升至5.6所需的时间。
2.1.2初始pH值对铁碳处理效果的影响:
铁碳反应的初始pH值决定了铁碳反应的速度,根据文献调研和前期的实验研究发现,铁碳反应适宜的pH值为酸性,但当初始pH值过低时,铁碳反应剧烈,且铁屑消耗过快,水中Fe2+的浓度高,产生的沉淀量较多,初始pH值偏高时反应过慢,耗时长,停留时间过长势必会增加反应器的容量,导致实际工程应用时反应器占地面积大,建设成本的增加。
为了确定该电镀废水铁碳反应的适宜初始pH值,对比pH值为2、2.5、3、3.5和4时铁碳反应对该废水的处理效果,反应时间为60min,由图4、5可以看出,在较高的初始pH值条件下,铁碳反应缓慢,提高B/C比所需时间长;
较低的pH值时可快速的完成铁碳反应,但铁刨花消耗速度快,产生化学污泥多,提高运行成本。
因此,选择pH=2~4为最佳初始pH值,平衡了反应速度和反应强度的矛盾,既可在较短的时间内完成铁碳反应,又不会消耗过多的铁刨花而产生大量化学污泥。
2.2水解酸化和好氧MBR的作用
通过水解酸化反应器对电镀废水中的大分子有机物进行水解,好氧MBR反应器进一步去除水中的有机污染物和氨氮,如图6、7所示为COD、BOD的去除率,水解池的COD、BOD平均去除率分别为36.27%和55.81%,好氧MBR对COD和BOD的平均去除率为69.57%和75.79%。
由于电镀过程中常用硝酸作为原材料,废水中硝酸盐约占总氮的70%,在没有回流和有机碳源不充足的情况下,一方面由于高浓度的硝酸盐对好氧池内的硝化反应产生抑制作用,另一方面,由于缺乏充足的碳源,微生物无法进行硝化反应,且污泥由于缺乏营养,泥质松散,颜色偏黄,容易堵塞膜组件孔隙,增加膜组件反冲洗频率,在实验过程中较长的一段时间内氨氮的去除效果始终较差,如图8所示。
经过反复试验,最终取得良好的氨氮去除效果,出水氨氮浓度基本保持在15mg/L以内。
3结论
(1)pH=2~4为铁碳反应的最佳初始pH值范围,溶液pH值升高至不在变化后达到最佳反应时间,铁碳反应可提高废水的B/C比,去除水中残留的重金属离子。
(2)水解酸化能够提高电镀废水的可生化性,水解酸化后COD的平均去除率为36.27%,BOD平均去除率为55.81%。
(3)好氧MBR反应器可进一步提高系统的处理效果,累积出水COD的平均去除率为69.57%,BOD的去除率为75.79%。
进水中适当添加碳源和增设回流可促进氨氮的去除,出水氨氮浓度可降低至15mg/L以下。
(4)铁碳+水解酸化+好氧MBR能够有效的去除电镀废水中的COD和氨氮,使各项指标降低至相应国家标准排放值之下。
 升级会员
升级会员 