课题4孔加工Word下载.docx
《课题4孔加工Word下载.docx》由会员分享,可在线阅读,更多相关《课题4孔加工Word下载.docx(15页珍藏版)》请在冰豆网上搜索。
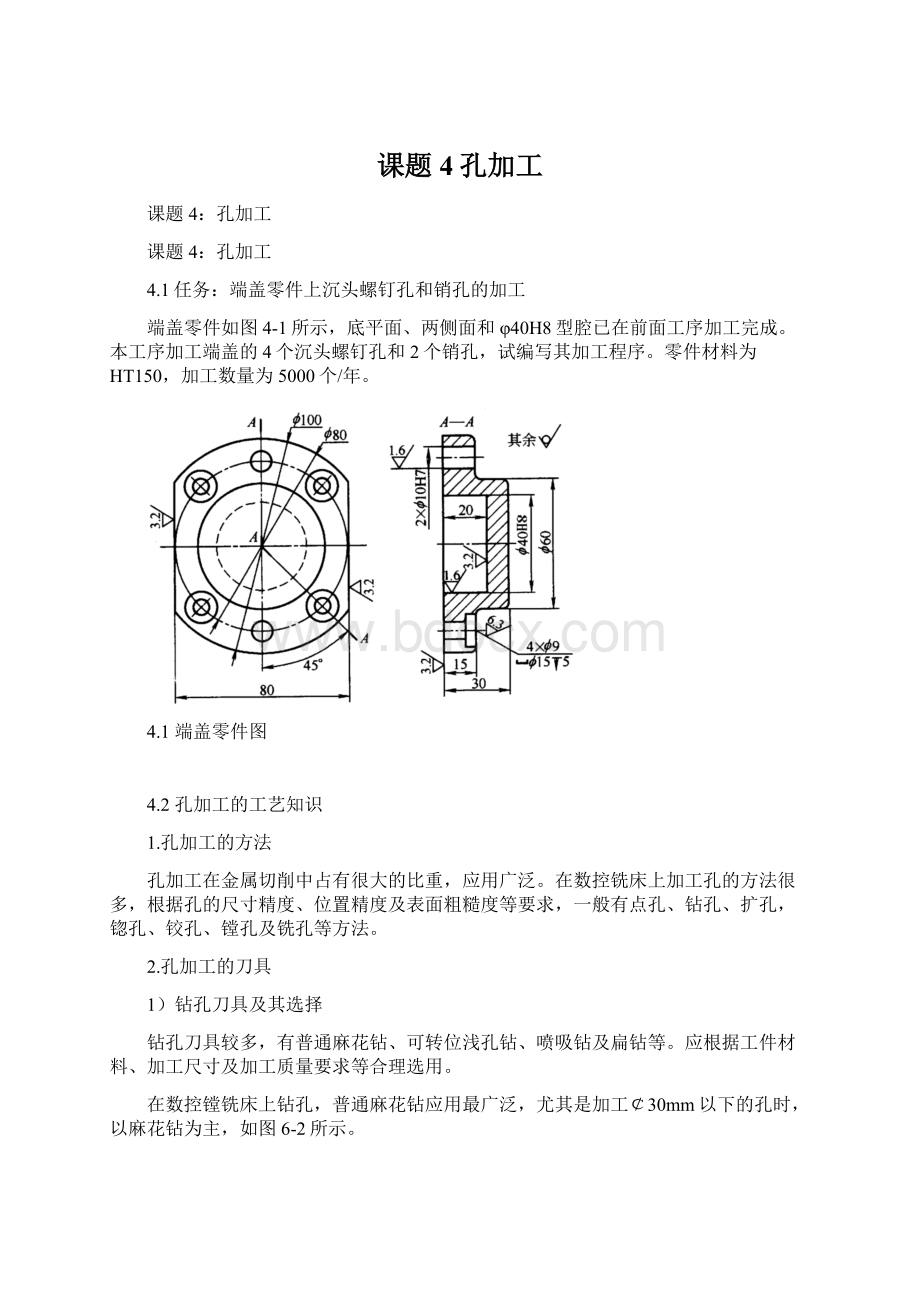
图6-4铰刀
a)直柄机用铰刀b)套式机用铰刀
4)镗孔加工刀具及其选择
镗孔是数控镗铣床上的主要加工内容之一,它能精确的保证孔系的尺寸精度和形位精度,并纠正上道工序的误差。
在数控镗铣床上进行镗孔加工通常是采用悬臂方式,因此要求镗刀有足够的刚性和较好的精度。
镗孔加工精度一般可达IT7~IT6,表面粗糙度值可达Ra6.3~0.8um。
为适应不同的切削条件,镗刀有多种类型。
按镗刀的切削刃数量可分为单刃镗刀(图6-5a))和双刃镗刀(图6-5b))。
在精镗孔中,目前较多地选用精镗微调镗刀,如图6-6所示。
这种镗刀的径向尺寸可以在一定范围内进行微调,且调节方便,精度高。
图6-6微调镗刀
3.孔加工的切削参数及加工余量
1)孔加工的切削参数
4.攻螺纹的加工工艺
1)底孔直径的确定
攻螺纹之前要先打底孔,底孔直径的确定方法如下:
对钢和塑性大的材料
D孔=D-P
对铸铁和塑性小的材料
D孔=D-(1.05~1.1)P
式中:
D孔—螺纹底孔直径,mm;
D─螺纹大径,mm;
P─螺距,mm。
2)盲孔螺纹底孔深度
盲孔螺纹底孔深度的计算方法如下:
盲孔螺纹底孔深度=螺纹孔深度+0.7d
d─钻头的直径,mm。
3)攻螺纹刀具
丝锥是数控机床加工内螺纹的一种常用刀具,其基本结构是一个轴向开槽的外螺纹。
一般丝锥的容屑槽制成直的,也有的做成螺旋形,螺旋形容易排屑。
加工右旋通孔螺纹时,选用左旋丝锥;
加工右旋不通孔螺纹时,选用右旋丝锥,如图6-7所示。
5.孔加工路线安排
1)孔加工导入量与超越量
孔加工导入量(图6-8中ΔZ)是指在孔加工过程中,刀具自快进转为工进时,刀尖点位置与孔上表面间的距离。
孔加工导入量可参照表6-7选取。
孔加工超越量(图6-8中的ΔZ'),当钻通孔时,超越量通常取ZP+(1~3)mm,ZP为钻尖高度(通常取0.3倍钻头直径);
铰通孔时,超越量通常取3~5mm;
镗通孔时,超越量通常取1~3mm;
攻螺纹时,超越量通常取5~8mm。
表6-7孔加工导入量
已加工表面
毛坯表面
钻孔
2~3
5~8
扩孔
3~5
镗孔
铰孔
铣削
攻螺纹
5~10
2)相互位置精度高的孔系的加工路线
对于位置精度要求较高的孔系加工,特别要注意孔的加工顺序的安排,避免将坐标轴的反向间隙带入,影响位置精度。
【例6-1】镗削图6-9a)所示零件上的4个孔。
若按图6-9b)所示进给路线加工,由于孔4与孔1、孔2、孔3的定位方向相反,Y向反向间隙会使定位误差增加,从而影响孔4与其它孔的位置精度。
按图6-9c)所示进给路线,加工完孔3后往上移动一段距离至P点,然后再折回来在孔4处进行定位加工,这样方向一致,就可避免反向间隙的引入,提高了孔4的定位精度。
【例8-1】使用G02对图8-3所示的的螺旋线编程,起点在(0,30,10),螺旋线终点(30,0,0),假设刀具最初在螺旋线起点。
图8-3螺旋线插补
用G90方式编程如下:
G90G17G02X30Y0Z0R30F200;
用G91方式编程如下:
G91G17G02X30Y-30Z-10R30F200;
4.3钻孔、锪孔及铰孔固定循环指令
1.孔加工固定循环
①孔加工固定循环动作
如图6-6所示,固定循环通常由6个动作顺序组成:
动作1(AB段):
XY平面快速定位;
动作2(BR段):
Z向快速进给到R点;
动作3(RZ段):
Z轴切削进给,进行孔加工;
动作4(Z点):
孔底部的动作;
动作5(ZR段):
Z轴退刀;
动作6(RB段):
Z轴快速回到起始位置。
②固定循环的平面
a.初始平面初始平面是为安全下刀而规定的一个平面,如图6-7所示。
初始平面可以设定在任意一个安全高度上。
当使用同一把刀具加工多个孔时,刀具在初始平面内的任意移动将不会与夹具、工件凸台等发生干涉。
b.R点平面R点平面又叫R参考平面。
这个平面是刀具下刀时,自快进转为工进的高度平面,距工件表面的距离主要考虑工件表面的尺寸变化,一般情况下取2~5mm(图6-7)。
c.孔底平面加工不通孔时,孔底平面就是孔底的Z轴高度。
而加工通孔时,除要考虑孔底平面的位置外,还要考虑刀具的超越量(图6-7),以保证所有孔深都加工到尺寸。
③固定循环编程格式
孔加工循环的通用编程格式如下:
G73~G89XYZRQPFK;
XY:
孔在XY平面内的位置;
Z:
孔底平面的位置;
R:
R点平面所在位置;
Q:
G73和G83深孔加工指令中刀具每次加工深度或G76和G87精镗孔指令中主轴准停后刀具沿准停反方向的让刀量;
P:
指定刀具在孔底的暂停时间,数字不加小数点,ms;
’
F:
孔加工切削进给时的进给速度;
K:
指定孔加工循环的次数,该参数仅在增量编程中使用。
在实际编程时,并不是每一种孔加工循环的编程都要用到以上格式的所有代码。
如下例的钻孔固定循环指令格式:
【例】G81X50.0Y30.0Z-25.0R5.0F100;
以上格式中,除K代码外,其他所有代码都是模态代码,只有在循环取消时才被清除,因此这些指令一经指定,在后面的重复加工中不必重新指定。
如下例所示:
【例】G82X50.0Y30.0Z-25.0R5.0P1000F100;
X80.0;
G80;
执行以上指令时,将在(50.0,30.0)和(80.0,30.0)处加工出相同深度的孔。
孔加工循环由指令G80取消。
另外,遇到01组的G代码(如G00、G01、G02、G03),则孔加工循环方式也会自动取消。
④G98与G99方式
当刀具加工到孔底平面后,刀具从孔底平面以两种方式返回(图6-8),即返回到R点平面和返回到初始平面,分别用指令G98与G99来决定。
a.G98方式G98为系统默认返回方式,表示返回初始平面。
当采用固定循环进行孔系加工时,通常不必返回到初始平面。
当全部孔加工完成后或孔之间存在凸台或夹具等干涉件时,则需返回初始平面。
G98指令格式如下:
G98G81XYZRF;
b.G99方式G99表示返回R点平面。
在没有凸台等干涉情况下,加工孔系时,为了节省加工时间,刀具一般返回到R点平面。
G99指令格式如下:
G99G81XYZRF;
⑤G90与G91方式固定循环中R值与Z值数据的指定与G90与G91的方式选择有关(Q值与G90与G91方式无关)。
a.G90方式G90方式中,X、Y、Z和R的取值均指工件坐标系中绝对坐标值。
b.G91方式G91方式中,R值是指R点平面相对初始平面的Z坐标值,而Z值是指孔底平面相对R点平面的Z坐标值。
X、Y数据值也是相对前一个孔的X、Y方向的增量距离。
【例】如图6-10所示,在一条直线上加工4个孔,其坐标分别为(50.0,20.0)、(100.0,20.0)、(200.0,20.0),孔深都为40mm,如编程序为:
N30G90G99…;
N40G81X50.0Y20.0R3.0Z-40F200;
N50G91X50K3;
N60G90G80G00…;
由于相邻孔X值的增量为50,在程序段N40中采用G91方式,并利用重复次数K的功能,便可显著缩短CNC程序,提高编程效率。
6-10直线上的孔
(2)钻(扩)孔循环G81与锪孔循环G82
①指令格式G81XYZRF;
G82XYZRPF;
②指令动作G81指令常用于普通钻孔,其加工动作如图6-11所示,刀具在初始平面快速(G00方式)定位到指令中指定的X、Y坐标位置,再Z向快速定位到R点平面,然后执行切削进给到孔底平面,刀具从孔底平面快速Z向退回到R点平面(G99方式)或初始平面(G98方式)。
G82指令在孔底增加了进给后的暂停动作,以提高孔底表面粗糙度精度,如果指令中不指定暂停参数P,则该指令和G81指令完全相同。
该指令常用于锪孔或台阶孔的加工。
6-11G81与G82指令动作图
6-12G73与G83指令动作图
(3)高速深孔钻循环G73与深孔钻循环G83
所谓深孔,是指孔深与孔直径之比大于5的孔。
加工深孔时,加工中散热差,排屑困难,钻杆刚性差,易使刀具损坏和引起孔的轴线偏斜,从而影响加工精度和生产率。
①指令格式G73XYZRQF;
G83XYZRQF;
②指令动作如图6-12所示,G73指令通过刀具Z轴方向的间歇进给实现断屑动作。
指令中的Q值是指每一次的加工深度(均为正值且为带小数点的值)。
图中的d值由系统指定,通常不需要用户修改。
G83指令通过Z轴方向的间歇进给实现断屑与排屑的动作。
该指令与G73指令的不同之处在于:
刀具间歇进给后快速回退到R点,再快速进给到Z向距上次切削孔底平面d处,从该点处,快进变成工进,工进距离为Q+d。
G73指令与G83指令多用于深孔加工的编程。
(4)铰孔循环G85
①指令格式G85XYZRF;
②指令动作如图6-13所示,执行G85固定循环时,刀具以切削进给方式加工到孔底,然后以切削进给方式返回到R平面或初始平面。
该指令常用于铰孔和扩孔加工,也可用于粗镗孔加工。
6-13G85指令动作图
4.4任务决策和执行
1.工艺分析
根据图样需加工2×
φ10H7孔,尺寸精度为7级,表面粗糙度Ra1.6μm;
2×
φ9通孔和2×
φ15沉孔,沉孔深5mm。
φ10H7孔尺寸精度和表面质量要求较高,可采用钻孔、扩孔、方式完成;
4×
φ9通孔用φ9钻头直接钻出即可;
φ15沉孔钻孔后再锪孔。
工艺过程如下:
①钻中心孔所有孔都首先打中心孔,以保证钻孔时,不会产生斜歪现象。
②钻孔用φ9钻头钻出4×
φ9孔和2×
φ10H7孔的底孔。
③扩孔用φ9.8钻头扩2×
φ10H7孔。
④锪孔用φ15锪钻锪出4×
φ15沉孔。
⑤铰孔用φ10H7加工出2×
2.刀具与工艺参数
见表1-5、表1-6。
表1-5数控加工刀具卡
单位
数控加工刀具卡片
产品名称
零件图号
零件名称
程序编号
序号
刀具号
刀具名称
刀具
补偿值
刀补号
直径
长度
半径
1
T01
中心钻
φ3mm
2
T02
麻花钻
φ9mm
3
T03
φ9.8mm
4
T04
锪钻
φ15mm
5
T05
铰刀
φ10mm
表1-6数控加工工序卡
数控加工工序卡片
材料
工序号
夹具名称
夹具编号
设备名称
编制
审核
工步号
工步内容
刀具规格
主轴转速
/(r/min)
进给速度
/(mm/min)
背吃刀量
/mm
钻所有孔的中心孔
φ3mm中心钻
2000
80
φ10H7孔的底孔
φ9mm麻花钻
600
100
扩2×
φ10H7孔
φ9.8mm麻花钻
800
锪4×
φ15沉孔
φ15mm锪钻
500
铰2×
φ10mm铰刀
200
50
3.装夹方案
由于该零件为中大批量生产,可利用专用夹具进行装夹。
由于底面和φ40H8内腔已在前面工序加工完毕,本工序可以φ40H8内腔和底面为定位面,侧面加防转销限制六个自由度,用压板夹紧。
(4)程序编制
在φ40H7内孔中心建立工件坐标系,Z轴原点设在端盖底面上。
利用偏心式寻边器找正X、Y轴零点,装上中心钻头,完成Z轴的对刀。
孔加工的安全平面设置在端盖顶面以上50mm处(Z坐标为80mm);
R点平面设置在沉孔上表面5mm处(Z坐标为20mm)。
程序如下:
O0001;
N10G17G21G40G54G80G90G94;
程序初始化
N20G00Z80.0M07;
刀具定位到安全平面,启动主轴
N30M03S2000;
N40G98G81X28.28Y28.28R20.0Z12.0F100;
钻出六个孔的中心孔
N50X0Y40.0;
N60X-28.28Y28.28;
N70Y-28.28;
N80X0Y-40.0;
N90X28.28Y-28.28;
N100G00Z180.0M09;
刀具抬到手工换刀高度
N110M05;
N120M00;
程序暂停,手工换T2刀,换转速
N130M03S600;
N140G00Z80.0M07;
刀具定位到安全平面
N150G98G81X28.28Y28.28R20.0Z-5.0F100;
钻出六个φ9mm孔
N160X0Y40.0;
N170X-28.28Y28.28;
N180Y-28.28;
N190X0Y-40.0;
N200X28.28Y-28.28;
N210G00Z180.0M09;
N220M05;
N230M00;
程序暂停,手工换T3刀,换转速
N240M03S800;
N250G00Z80.0M07;
N260G98G81X0Y40.0R20.0Z-5.0F100;
扩2×
φ10H7mm孔至φ9.8mm
N270Y-40.0;
N280G00Z180M09;
N290M05;
N300M00;
程序暂停,手工换T4刀,换转速
N310M03S500;
N320G00Z80.0M07;
N330G98G82X28.28Y28.28R20.0Z10.0P2000F100;
锪出四个φ15mm沉头孔
N340X-28.28;
N350Y-28.28;
N360X28.28;
N370G00Z180M09;
N380M05;
N390M00;
程序暂停,手工换T5刀,换转速
N400M03S200;
N410G00Z80.0M07;
N420G98G85X0Y40.0R20.0Z-5.0F50;
铰2×
φ10H7mm孔
N430Y-40.0;
N440M05;
N450M09G00Z200;
N460M30;
程序结束
4.5巩固练习
利用数控加工仿真软件,完成如图6-14所示零件上定位销孔、螺栓孔的加工,并完成工序卡片的填写。
零件上下表面、φ80外轮廓等部位已在前面工序(步)完成,零件材料为45钢。
图6-14钻、锪与铰孔加工练习
 升级会员
升级会员 