FANUC 系统的 PSMSPM 故障分析及排除文档格式.docx
《FANUC 系统的 PSMSPM 故障分析及排除文档格式.docx》由会员分享,可在线阅读,更多相关《FANUC 系统的 PSMSPM 故障分析及排除文档格式.docx(23页珍藏版)》请在冰豆网上搜索。
1.用万用表检查主回路的U、V、W对+,-的导通压降,如果有异常,更换IGBT模块。
同时更换驱动板A20B-2902-0390,并检查主回路底板上的六组驱动电阻,6.2欧和10k欧,如果有阻值不对的,更换。
2.如果三个IGBT模块都是好的,检查给电源模块供电的接触器MCC的触点或线圈是否正常,如果不正常则须更换。
3.检查SPM的控制板有一继电器(在MCC插座的侧面,很容易烧坏,如果坏了须更换,如果烧的严重,更换控制板。
4
PSM显示02报警。
控制板检测到内部冷却风扇(24V)异常。
1.观察风扇是否转,或是否有风,如果不转或风力很小,拆下观察是否扇叶上较脏,用汽油或酒精清洗。
2.如果清洗后装上还有报警,更换风扇。
3.检查风扇的插座电源24V是否正常。
红线+24V,黑线0V,黄线报警线,拔下有5V,如果电压不对,更换控制板。
5
PSM显示03报警。
PSM过载。
1.关机等候一段时间后,看是否还有报警,如果报警消失,则可能机械负载太大,检查主轴或伺服机械负载或切削量是否过大。
2.拆下外壳和控制板,用万用表测量底板上连接OH的两螺钉之间的电阻应为短路。
如果开路,更换热控开关。
3.检查控制板与底板之间的连接是否有松动。
4.更换控制板。
6
PSM显示04报警。
控制板检测到直流侧低电压报警。
1.
检查主轴模块(PSM)或伺服模块(SVM)是否有短路故障。
2.
检查三个IGBT导通压降是否正常,如果有异常的则应更换,并更换驱动板和坏的驱动电阻。
3.
检查检测电路,如果检测电阻烧断或光偶异常,更换。
7
PSM显示05报警。
主回路的直流侧放电回路异常
1.主回路的放电模块故障,须更换。
2.放电控制回路故障,更换SPMR。
8
PSM显示06报警。
输入电源回路缺相报警。
1.用万用表检查电源输入三相交流是否有缺相。
2.将电源模块送修。
9
PSM显示07报警。
控制板检测到直流侧高电压报警。
一般发生在主轴电机减速时,此时SPM上显示11(ALM灯点亮)。
1.电源模块的功能是为后面的SPM,SVM提供电源和回馈制动作用,当PSM检测到需要执行回馈制动时,却不能执行或没有执行,就会出现此报警。
2.只可能是PSM故障,或三相输入线接触不好,检查三相输入电压是否平衡,各接线端子或接触器、空气开关是否接触牢固。
3.将电源模块送修。
10
PSM显示08报警。
控制回路硬件故障。
1.更换控制回路。
2.如果是小电源模块,可能是主回路电路板故障。
11
PSM的LED无显示。
控制侧板的电源回路故障。
检查输入交流200V是否正常,如果没有,检查输入回路。
如果200V正常,则更换电源控制侧板。
2.αi系列电源模块PSMR
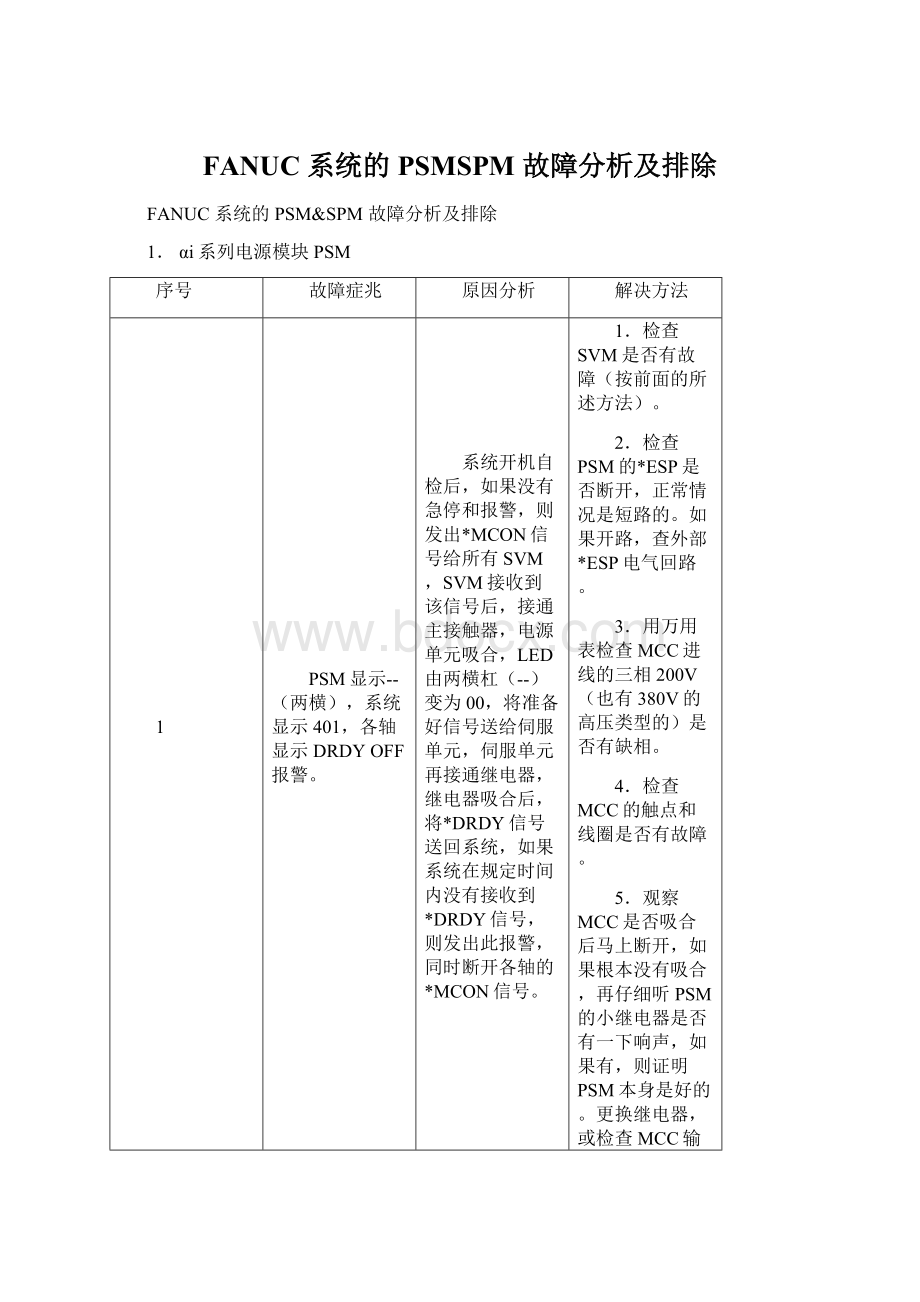
PSMR显示--(两横),系统显示401,各轴显示DRDYOFF报警。
检查SVM是否有故障(按前面的所述方法)。
检查PSM的*ESP是否断开,正常情况是短路的。
用万用表检查MCC进线的三相200V(也有380V的高压类型的)是否有缺相。
4.
检查MCC的触点和线圈是否有故障。
5.
观察MCC是否吸合后马上断开,如果根本没有吸合,再仔细听PSM的小继电器是否有一下响声,如果有,则证明PSM本身是好的,更换继电器,或检查MCC输出线以及MCC的交流电源。
6.
检查PSM,SPM,SVM之间的连接线是否连接错误或连接不牢固。
7.
更换电源单元控制板。
PSMR显示02报警。
观察风扇是否转,或是否有风,如果不转或风力很小,拆下观察是否扇叶上较脏,用汽油或酒精清洗。
如果清洗后装上还有报警,更换风扇。
检查风扇的插座电源24V是否正常(红线+24V,黑线0V,黄线报警线,拔下有5V,如果电压不对,更换控制板。
PSMR显示04报警。
检查三个IGBT导通压降是否正常,如果有异常的更换,并更换驱动板和坏的驱动电阻。
检查低电压检回路的检测电阻和光偶,如果异常则应更换。
PSMR显示05报警。
2.主回路的放电模块故障,更换。
PSMR显示06报警。
控制回路的+24V,+15V低电压。
1.检查控制侧板上的保险是否烧坏,若有,更换。
2.将PSMR上的插头除200V电源外全部拔掉,如果报警消失,则查SPM或SVM。
3.更换控制侧板。
PSMR显示07报警。
一般发生在主轴电机减速时,此时SPM上显示11(ALM红灯点亮)。
电源模块的功能是为后面的SPM,SVM提供电源和回馈制动作用,当PSM检测到需要执行回馈制动时,却不能执行或没有执行,就会出现此报警。
只可能是PSM故障,或三相输入线接触不好,检查三相输入电压是否平衡,各接线端子或接触器、空气开关是否接触牢固。
将电源模块送修。
PSMR显示08报警。
放电异常报警
3.观察如果是在加工过程中出现,关机停一段时间后再开,如果报警消失,则是频繁启动停止造成放电量太多,可修改加工程序,或减少切削量。
4.主回路的放电模块故障,更换。
5.放电控制回路故障,更换SPMR。
3.αi系列主轴模块SPM报警
SPM显示A,A0或A1报警
控制板检测到ROM或RAM或CPU故障,不能进行正常工作。
1.检查控制板(将SPM外壳拆下,即可拆下控制板)上的ROM芯片是否没有插好,或没有ROM,重新插好或购买更换。
2.检查控制板的左上角两个大集成芯片的管脚是否有腐蚀,因为PSM的冷却风扇正对此芯片,热空气经过后冷却成水汽,使大片子的管脚被腐蚀有锈,购买新的控制板更换。
SPM显示01(ALM红灯点亮)。
电机过热报警
关机等候一段时间后,看是否还有报警,如果报警消失,则可能机械负载太大,检查主轴机械负载或切削量是否过大。
检查SPM的JY2插座上的连接器是否没有或没有插好。
用万用表检查电机过热保护开关之间的电阻应为短路。
SPM显示02(ALM红灯点亮)
主轴电机的速度与指令速度相差较大。
不启动主轴,用手盘主轴使主轴电机快速转动起来,估计电机的实际速度是多少,让另外一人观察系统的主轴监视画面上的电机速度显示值,看是否基本一致,一般情况有100-200转/分,如果只有1-2转或10转以下,则是电机速度传感器或速度反馈回路故障,拆下主轴电机的速度传感器(在电机后部,拆下风扇和风扇下面的盖,即可看见一块小的印刷板带一个白色的圆形传感头),如果传感头上有磨损,则坏了,应更换(FANUC有售,根据电机型号可查到传感器的型号,如:
电机型号最后四位为B100,则传感器的型号为A860-0854-V320),注意调整传感器与测速齿轮之间的间隙,应为0.1-0.15之间,可用10元人民币置与其间很灵活,对折后置于其间很紧即可。
如果速度显示正常,则查电机或动力线是否正常,动力线可用万用表或兆欧表测量出。
电机动力线相序是否接错。
如果不对,在启动时主轴来回转几下后出此报警。
可将U,V对调。
如果有条件(即车间里有相同的交流主轴单元),可互换控制板或整套单元,但必须测量晶体管模块没有短路,否则会将另一控制板烧坏。
这样会很快判断出是单元或控制板或电机故障。
SPM的LED上显示03(ALM红灯点亮)
直流大保险烧断。
1.观察SPM上的直流侧红色指示灯是否点亮,如果没有点亮,则是直流短接片没有接好,如四个螺钉一定不能只上两个,并且要拧紧。
或电源单元故障。
2.拆下主轴单元模块的外壳,用万用表测量直流大保险,如果不通,更换保险。
但可能后面电路有短路造成烧保险,必须先解决引起短路烧保险的原因,才能通电。
测量后面的IGBT或IPM是否有短路,如果有,则更换,且需更换驱动模块和驱动电阻。
3.可能是报警检测电路出故障,须查相应电路,或送修。
SPM的LED上显示04(ALM红灯点亮)。
电源输入回路缺相。
3.用万用表检查电源输入三相交流是否有缺相。
4.将主轴模块送修。
SPM的LED上显示07(ALM红灯点亮)。
主轴电机超速报警。
1.如果一开机就有报警,则控制板的检测回路有故障,更换控制板。
2.如果运行过程中出现该报警,关机重新开机,如果还是同样故障,更换主轴单元。
3.如果重新开机后出别的报警,按别的报警解决方法解决。
SPM的LED上显示09(ALM红灯点亮)。
主轴模块晶体管回路过载报警。
观察是否和时间有关,如果是长时间开机后出现,而停机一段时间后再开无报警,则是电机负载太大,应检查机械负载或电机或切削量太大。
用万用表测量控制底板的OH1、OH2之间应该是短路的,如果开路,检查单元上的热控开关是否坏了,如果是短路的,则控制底板断线或控制侧板与底板连接器接触不好,重新插好。
或更换控制板。
SPM的LED上显示11(ALM红灯点亮)。
直流侧电源电压太高。
PSM上会有01AL
检查电源模块或三相输入电源线是否接触不好。
SPM的LED上显示12(ALM红灯点亮)。
直流电源回路电流异常,或IPM模块异常报警。
1.观察是一给指令就报警,还是给指令后,转一下才报警,或高速报警。
如果是后两者,检查主轴电机或动力线是否有短路或绝缘异常。
2.拆下IGBT或IPM模块,测量是否有短路的,如果有,更换。
如果没有短路,再检查个PN节的导通压降是否正常,如果是IPM,即使用万用表测量各点都正常,也要更换。
3.更换IGBT后,要同时更换驱动模块(A20B-2902-0390),并且用万用表测量控制底板上的六组驱动电阻,每组两个,6.2欧和10k,如果烧断,更换。
SPM的LED上显示13(ALM红灯点亮)。
CPU内部数据存储出错,此报警很少出现。
更换SPM的控制侧板。
SPM的LED上显示19或20(ALM红灯点亮)。
U相或V相电流检测器偏置过大,一般发生在一开机。
1.如果有相同的两个主轴模块,可互换控制侧板,判断是控制侧板故障或控制底板故障。
2.将SPM送修。
12
SPM的LED上显示24(ALM红灯点亮)。
与系统的串行传输数据异常。
1.如果是系统已关机,则是正常报警,再开机,报警会消失。
2.如果重新开机后不能消失,则可能是连接电缆或光缆故障,或系统或控制侧板接口故障,更换相应的元件。
13
SPM的LED上显示27(ALM红灯点亮)。
编码器信号断线报警。
1.检查编码器和是否异常,用示波器测量编码器的输出波形PA,*PA,PB,*PB,PZ,*PZ是否正常,如果有一路没有,更换编码器。
2.用万用表测量反馈线是否有断线,如果有,更换编码器反馈线。
3.更换SPM控制侧板。
14
SPM的LED上显示30(ALM红灯点亮)。
IPM过电流(SPM5.5、SPM11),PSM过电流报警(01ALM)。
1.对于SPM5.5、SPM11(IPM结构,无驱动板),更换IPM模块。
2.对于PSM15-30,检查电源模块故障。
15
SPM的LED上显示31(ALM红灯点亮)。
主轴电机速度检测器异常或电机没有按给定的速度旋转。
1.如果一开机就有报警,则更换控制侧板。
2.不启动主轴,用手盘主轴使主轴电机快速转动,让另外一人观察系统的主轴监视画面上的电机速度显示值,看是否基本一致,一般情况有100-200转/分,如果只有1-2转或10转以下,则是电机速度传感器或速度反馈回路故障,更换速度传感器。
3.如果速度显示正常,则查电机或动力线是否正常,动力线可用万用表或兆欧表测量出。
4.电机动力线相序是否接错。
5.检查动力线是否连接可靠,如果是高速或加速或加负载时才出报警,则可能是动力线接触不好或动力线太细,更换动力线。
6.如果有条件(即车间里有两相同的交流主轴模块),可互换控制板或整套单元。
16
SPM的LED上显示32(ALM红灯点亮)。
控制侧板的大片子内部的RAM异常。
更换控制侧板。
17
SPM的LED上显示33(ALM红灯点亮)。
直流侧放电回路异常。
1.检查电源模块是否有异常。
2.控制侧板故障,更换。
18
SPM的LED上显示34(ALM红灯点亮)。
参数设定错误报警。
检查电机代码参数是否正确(0系统6633,16/18系统4133),如果正确,是否在修改上述电机代码后没有初始化(6519#7/4019#7改为1,关机再开),正确设定并执行初始化。
更换控制侧板。
19
SPM的LED上显示51(ALM红灯点亮)。
直流侧低电压报警。
检查电源模块上是否有04(ALM),如果有,检查PSM故障。
如果PSM上没有报警,则检查报警回路(控制底板或控制侧板)是否异常。
20
SPM的LED上显示56(ALM红灯点亮)。
内部风扇异常。
检查风扇的插座电源24V是否正常。
21
SPM的LED上显示62(ALM红灯点亮)。
电机速度指令溢出报警。
1.检查速度指令是否太大,超出允许值,修改加工程序。
2.更换控制侧板。
22
SPM的LED上显示66(ALM红灯点亮)。
各放大器间通讯异常报警。
1.检查SPM,PSM,SVM之间的连接线是否有错误。
2.更换控制侧板。
23
SPM的LED上显示73(ALM红灯点亮)。
速度检测信号幅值不够。
1.检查系统有关主轴速度反馈检测器的参数是否有错误,重新正确设定。
2.检查速度传感器是否异常,更换。
3.更换控制侧板。
24
SPM的LED上显示74,75,78(ALM红灯点亮)。
控制侧板检测到CPU,CRC等异常。
25
给指令后,主轴不转,无报警信息。
SPM没有接收到速度指令信号或旋转条件不满足。
1.观察SPM上的LED显示,如果是00,则表示已经有正/反转和急停信号,检查PMC的主轴部分。
2.如果SPM的LED显示“--”,表示条件不满足,检查主轴诊断画面的输入信号,*ESP,SFR/SRV,SSTP,MRDY是否都有,如果没有,检查PMC相应的地址。
26
车床G01不动,无任何报警。
系统没有接收到编码器信号或进给条件不满足。
1.观察G00是否正常,如果正常而G01是每转进给,改为每分钟进给(G98)。
如果还不转,检查系统诊断画面(0系统是700号诊断),可能是没有接收到主轴速度到达信号或进给倍率为0。
2.如果每分钟进给(G98)正常,而每转进给没有,则是编码器坏,或编码器、编码器反馈线或接口电路坏,更换相应部分。
27
主轴定向不停止,出现超时报警(机床厂设置的报警)。
主轴单元没有接收到编码器信号或系统没有接收到定向完成信号。
1.用手转动主轴,或使主轴以一定速度旋转,在主轴诊断画面上观察主轴速度是否正常,如果没有显示,更换位置编码器或编码器反馈线。
2.检查位置编码器的皮带是否松或断开。
3.如果显示正常,更换主轴模块控制侧板。
28
主轴旋转时机械噪音大。
主轴机械摩擦或主轴电机故障。
1.观察主轴诊断画面,如果电机速度稳定,而电机负载有变化,则可能是主轴机械摩擦,可能主轴轴承坏了。
2.如果速度和负载都稳定,则可能是电机的轴承坏了,更换电机轴承或送修电机。
3.如果速度和负载都有变化(低速时),可能是主轴模块的驱动部分坏了,将SPM送修。
4.主轴参数未进行初始化,或初始化时电机代码不对。
29
LED无显示
控制板无电源或没有工作。
1.观察LED左侧的IPL绿等是否点亮,如果不亮,测量输入的+24V电源是否有,如果有,更换控制侧板,如果没有,检查电源模块的+24V回路。
2.如果IPL绿等点亮而LED无显示,更换控制侧板。
3.如果系统能正常工作而无报警,则是LED显示器接触不好或坏,更换。
αi系列主轴模块SPM错误
(LED左侧有三个指示灯:
绿(PIL),红(ALM),黄(ERR),当LED上出现数字,左侧黄色ERR灯点亮时表示有错误)
SPM的LED上显示01ERR
急停或机械准备好(MRDY)没有输入,却输入了正/反/定向信号。
1.检查主轴诊断画面状态信号,*ESP,MRDY,是否都有,如果没有,查PMC信号。
2.参数(6501#0/4001#0)设定错误,改为零再试。
SPM的LED上显示18ERR
用主轴编码器方式定向时,却没有设定编码器连接。
1.检查是编码器方式或其他方式定向,如果是编码器方式,检查参数6503#0/4003#0应该设定为0。
2.检查参数6501#2/4002#1(主轴使用位置编码器信号)应该设定为1。
 升级会员
升级会员 