三菱PLC实训试题NEW讲解文档格式.docx
《三菱PLC实训试题NEW讲解文档格式.docx》由会员分享,可在线阅读,更多相关《三菱PLC实训试题NEW讲解文档格式.docx(42页珍藏版)》请在冰豆网上搜索。
X1
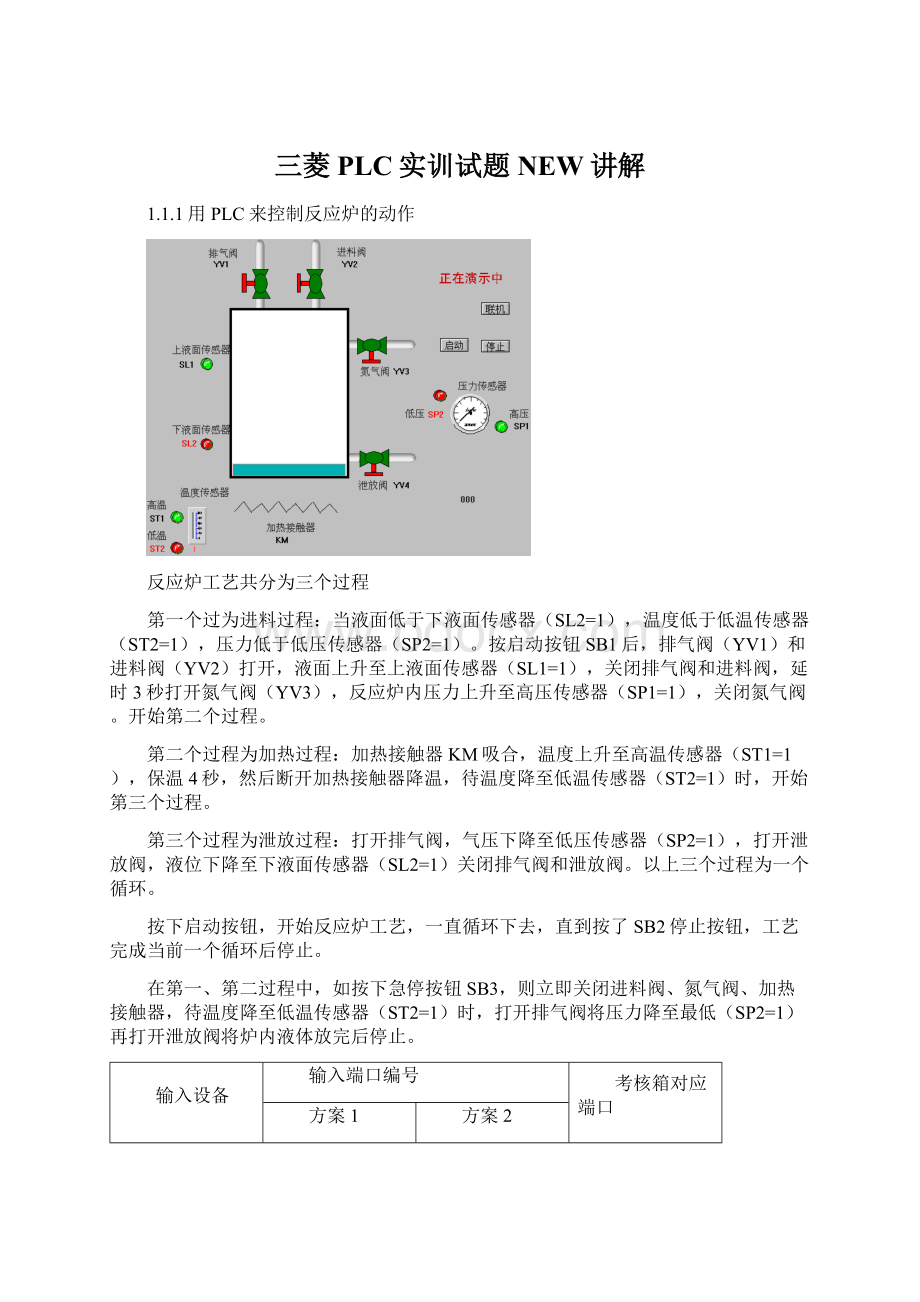
高温传感器ST1
X2
低温传感器ST2
X3
上液面传感器SL1
X4
下液面传感器SL2
X5
启动按钮SB1
X6
X10
SB1
停止按钮SB2
X7
SB2
急停按钮SB3
SB3
输出设备
输出端口编号
加热接触器KM
Y0
Y4
排气阀YV1
Y1
Y3
进料阀YV2
Y2
氮气阀YV3
泄放阀YV4
任意选用方案1或方案2
1.1.2用PLC来控制拣球的动作
吸盘原始位置在左上方,左限开关LS1,上限开LS3压合,按电脑仿真程序中“选球”按钮,选择大球或小球,按SB1按钮,下降电磁阀KM。
吸合延时7秒,下降电磁阀KM。
断开吸合电磁阀KM1吸合,若是小球吸盘碰到下限开关LS2压合,若是大球则碰不到下限开关LS2。
上升电磁阀KM2吸合,然后吸盘碰到上限开关LS3压合,上升电磁阀KM2断开,右移电磁阀KM3吸合,若是小球吸盘碰到小球右限开关LS4压合,右移电磁阀KM3断开,下降电磁阀KM0吸合,若是大球吸盘碰到大球右限开关LS5压合,右移电磁阀KM3断开,下降电磁阀KM0吸合,然后吸盘碰到下限开关LS2压合,吸合电磁阀KM1断开,下降电磁阀KM0断开,上升电磁阀KM2吸合,吸盘碰到上限开关LS3压合,上升电磁阀KM2断开,左移电磁阀KM4吸合,吸盘碰到左限开关LS1压合,左移电磁阀KM4断开,如此完成一个循环。
按了启动按钮SB1后,吸盘按上述规律连续工作,当小球箱装满6只或大球箱装满4只时均要暂停5秒将满箱搬走,放上空箱,吸盘继续工作,当按了停止按钮SB2后吸盘在完成当次循环后停止。
左限位开关LS1
下限位开关LS2
上限位开关LS3
小球限位开关LS4
大球限位开关LS5
下降电磁阀KM0
吸合电磁阀KM1
上升电磁阀KM2
右移电磁阀KM3
左移电磁阀KM4
Y5
1.1.3用PLC控制汽车喷漆
编程要求:
按SB3(红色)、SB4(黄色)、SB5(绿色)选择按钮选择要喷漆的颜色(只有在喷漆时不可以选择),由Y01(红色)、Y02(黄色)、Y03(绿色)分别控制喷漆的颜色,按SB1启动按钮启动流水线,轿车到一号位,则PC机发出一号位到位信号,流水线停止,延时1秒,一号门开启,延时2秒,流水线重新启动,轿车到二号位,由PC机发出二号位到位信号,流水线停止,一号门关闭并延时2秒后开始喷漆,喷漆延时6秒后停止,二号门开启并延时2秒,流水线重新启动,轿车到三号位,由PC机发出三号位到位信号,二号门关闭,计数器累加1,继续开始第二辆轿车。
当计数器累加到3时,延时4秒,整个工艺停止,计数器自动清零。
当按下SB2停止按钮后,轿车到三号位后,延时4秒,整个工艺停止,计数器自动清零。
选择红色按钮SB3
选择黄色按钮SB4
SB4
选择绿色按钮SB5
SB5
一号位到位信号
二号位到位信号
三号位到位信号
流水线运行
Y6
红色喷漆
黄色喷漆
绿色喷漆
喷漆阀门开启
一号门开启
二号门开启
计数
C0
1.1.4用PLC控制双工作台加工
有一台多工位,双动力头的组合机床,见上图,其回转台M5周边均匀按装了12个撞块,通过限位开关SQ7的信号可作最小为30°
的分度,加工前,工作台均在原位即:
限位开关SQ3、SQ6、SQ7被压合,回转台上夹具放松。
试用PLC来控制组合机床的加工工艺流程。
工艺流程:
延时3S滑台M1快进SQ1M1工进,动力头M2转SQ2动力头
启动夹具夹紧滑台M3快进SQ4M3工进,动力头M4转SQ5动力头
M2停,M1快退SQ3滑台M1停延时3SSQ7
M4停,M3快退SQ6滑台M3停夹具放松调整工位回转90度一只零件加工结束。
按急停按钮后二个机械滑台立即返回原点,同时动力头停转,回转台仍夹紧。
急停按钮SB2
M1滑台限位开关SQ1
M1滑台限位开关SQ2
M1滑台限位开关SQ3
M3滑台限位开关SQ4
M3滑台限位开关SQ5
M3滑台限位开关SQ6
回转工作台限位开关SQ7
M1滑台快进信号
M1滑台工进信号
Y0Y1
Y1Y2
M1滑台快退信号
动力头M2转动信号
Y10
M3滑台快进信号
M3滑台工进信号
Y3Y4
Y4Y5
M3滑台快退信号
动力头M4转动信号
Y11
回转工作台转动信号
Y7
回转台夹紧信号
1.1.5数码拨盘输入数据顺序显示
在数码拨盘上任意设定一个三位数,按了输入按钮SB1后,数据进入PLC同时在数码管上显示出来依次输入不大于10个的数,然后按一下显示按钮SB2,数码管将按输入顺序依次显示输入的数据(每个数显示1秒中间停熄0.5秒)显示一遍后结束。
如再按显示按钮则再显示一遍。
按了复位按钮SB3后,可以重新输数。
输入输出端口配置
数据输入按钮
显示按钮
X11
复位按钮
X12
拨盘数码1
拨盘开关1
拨盘数码2
拨盘开关2
拨盘数码4
拨盘开关4
拨盘数码8
X13
拨盘开关8
拨盘位数选通信号个
拨盘开关个
拨盘位数选通信号十
拨盘开关十
拨盘位数选通信号百
Y12
拨盘开关百
BCD码显示管数1
Y20
BCD码显示器1
BCD码显示管数2
Y21
BCD码显示器2
BCD码显示管数4
Y22
BCD码显示器4
BCD码显示管数8
Y23
BCD码显示器8
显示数位数选通个
Y24
BCD码显示器个
显示数位数选通十
Y25
BCD码显示器十
显示数位数选通百
Y26
BCD码显示器百
电源24V
BCD码显示器24V
电源0V
BCD码显示器0V
1.1.6数码拨盘输入数据移位显示
任意设定一位数码拨盘的数,按了输入按钮SB1后,数码显示管将原来输入的数依次向高位移一位。
新输入的数在最低位显示,输入的数超过数码管的位数时则最高位溢出丢失。
显示数位数选通千
Y27
BCD码显示器千
1.1.7显示最大数
通过输入按钮SB1由数码拨盘任意输入十个3位数,输入的数由数码管显示出来,输
入完毕按显示按钮SB2,则数码管显示出十个数中的最大值,按了复位按钮SB3后,可以重新输数。
1.1.8显示最小数
入完毕按显示按钮SB2,则数码管显示出十个数中的最小值,按了复位按钮SB3后,可以重新输数。
1.1.9人机界面应用1
设Y0、Y1、Y2为三相步进电机的三相A、B、C绕组信号,其正转励磁顺序为:
ABBBCCCAA,反转励磁顺序为:
AB至A至CA至C至BC至B,当开机或按了复位按钮SB3后,电机处于初励相A、B状态,当按了启动按钮SB1后,电机按照设定的方向开关K01(K01=1为正转,K01=0为反转)状态进行旋转,当按了停止按钮SB2后,电机停于当前的励磁相状态锁定,并可在此状态下启动,电机旋转频率为0.5Hz。
所有的操作按钮、开关及输出信号均在人机界面屏幕上显示。
用FX2N系列PLC指令编制程序,画出流程图及写出梯形图或语句表。
将编制的程序输入到PLC,通过人机界面触模屏上设置的按钮、开关及指示灯进行调试,实现控制功能。
1.1.10人机界面应用2
人机界面屏幕上有8只指示灯对应于Y0~Y7,当按了启动按钮SB1后,指示灯按设定的方式开关K01状态进行循环显示,按停止按钮SB2后,指示灯停于原处(每0.5秒移一次)。
将编制的程序输入PLC,通过人机界面屏幕上设置的按钮、开关及指示灯进行调试实现控制功能。
1.1.11人机界面应用3
在人机界面屏幕上设置8只指示灯对应Y0~Y7,设置二只按钮SB1、SB2。
要求按了启动按钮SB1后,8只指示灯按二亮二熄的顺序由小到大循环移位10秒,然后再由大到小循环移位10秒,如此反复(每0.5秒移位一次)直到按停止按钮SB2则全部熄灭。
将编制的程序输入PLC,通过人机界面屏幕上设置的按钮及指示灯进行调试,实现控制功能。
1.1.12模拟量电压采样
在0~10V的范围内任意设定电压值(电压值可由电压表上反映),在按了启动按钮SB1后,PLC每隔10秒对设定的电压值采样一次,同时数码管显示采样值,按了复位按钮SB2后,可重新启动。
(显示电压值单位为0.1V)
复位按钮SB2
Fx2n-2AD
CH1通道
CH2通道
可调电压源+、-端口
1.1.13模拟量电流采样
在4~20mA的范围内任意设定电流值(电流值可由电流表上反映),在按了启动按钮SB1后,PLC每隔10秒对设定的电流值采样一次,同时数码管显示采样值,按了复位按钮SB2后,可重新启动。
(显示电流值单位为1mA)
可调电流源+、-端口
将编制的程序输入到PLC,通过模拟量输入模块,可调电流源设定,七段数码管显示来调试程序,实现控制功能。
(D0+1000)除250
Y=250x-1000
Y=400x
1.1.14模拟量电压输出
通过数码拨盘按钮输入按钮SB1输入任意个数的电压值0~10V(单位为0.1V)由模拟量输出模块FX2N—2DA输出到电压表上反映拨盘的数值。
当按一下显示按钮SB2后,由模拟量输出模块输出的是所有输入电压值的平均值,只有按了SB3复位按钮后,方可重新操作。
Fx2n-2DA
电压表+、-端口
将编好的程序输入到PLC,通过数据拨盘、模拟量输出模块、电压表进行调试,实现控制功能。
1.1.15模拟量电流输出
通过数码拨盘按钮输入按钮SB1输入任意个数的电流值4~20mA(单位为1mA)由模拟量输出模块FX2N—2DA输出到电流表上反映拨盘的数值。
当按一下显示按钮SB2后,由模拟量输出模块输出的是所有输入电流值的平均值,只有按了SB3复位按钮后,方可重新操作。
电流表+、-端口
将编好的程序输入到PLC,通过数据拨盘、模拟量输出模块、电流表进行调试,实现控制功能。
 升级会员
升级会员 