机械制造工艺答案.doc
《机械制造工艺答案.doc》由会员分享,可在线阅读,更多相关《机械制造工艺答案.doc(17页珍藏版)》请在冰豆网上搜索。
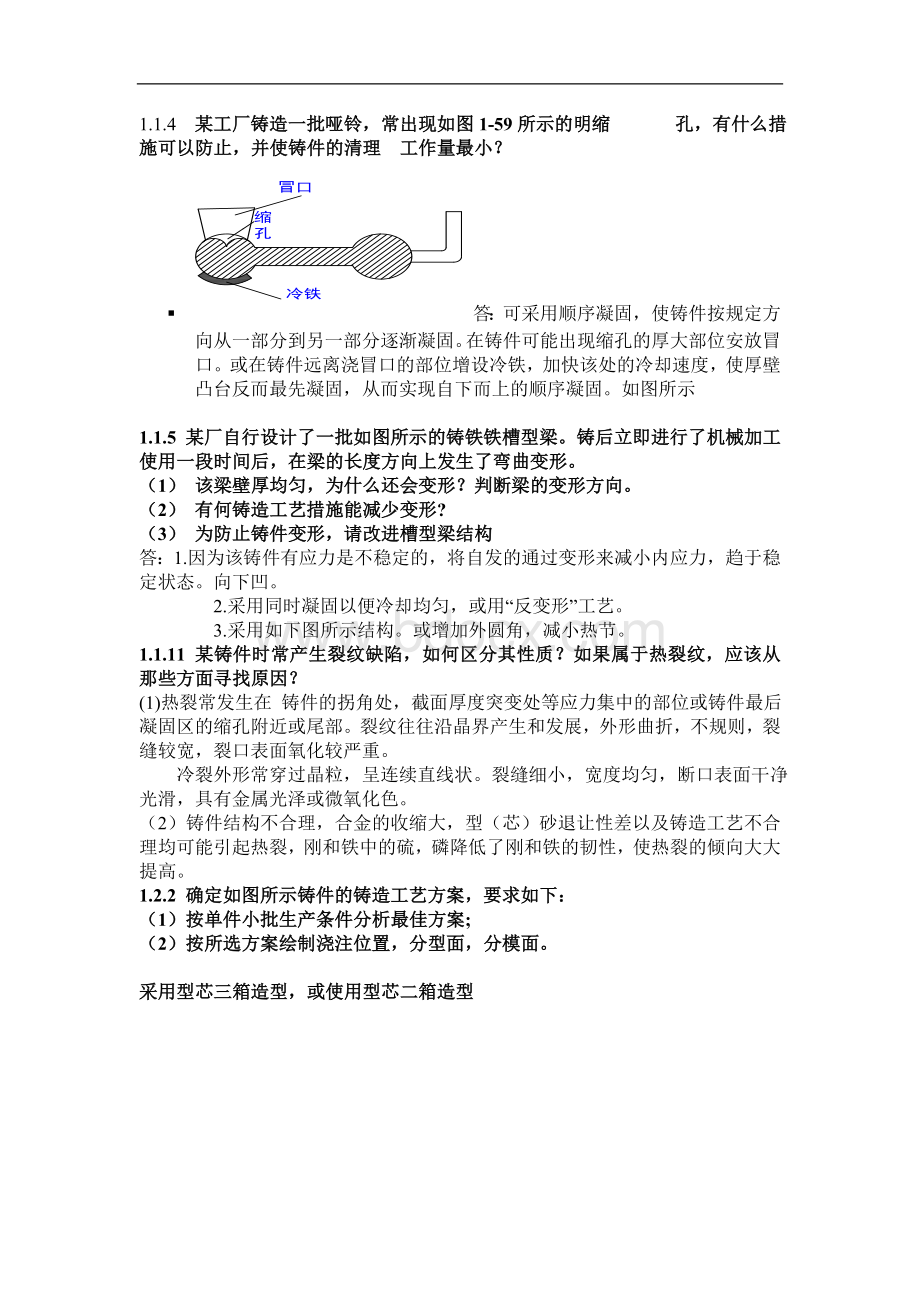
1.1.4某工厂铸造一批哑铃,常出现如图1-59所示的明缩孔,有什么措施可以防止,并使铸件的清理工作量最小?
§答:
可采用顺序凝固,使铸件按规定方向从一部分到另一部分逐渐凝固。
在铸件可能出现缩孔的厚大部位安放冒口。
或在铸件远离浇冒口的部位增设冷铁,加快该处的冷却速度,使厚壁凸台反而最先凝固,从而实现自下而上的顺序凝固。
如图所示
1.1.5某厂自行设计了一批如图所示的铸铁铁槽型梁。
铸后立即进行了机械加工使用一段时间后,在梁的长度方向上发生了弯曲变形。
(1)该梁壁厚均匀,为什么还会变形?
判断梁的变形方向。
(2)有何铸造工艺措施能减少变形?
(3)为防止铸件变形,请改进槽型梁结构
答:
1.因为该铸件有应力是不稳定的,将自发的通过变形来减小内应力,趋于稳定状态。
向下凹。
2.采用同时凝固以便冷却均匀,或用“反变形”工艺。
3.采用如下图所示结构。
或增加外圆角,减小热节。
1.1.11某铸件时常产生裂纹缺陷,如何区分其性质?
如果属于热裂纹,应该从那些方面寻找原因?
(1)热裂常发生在铸件的拐角处,截面厚度突变处等应力集中的部位或铸件最后凝固区的缩孔附近或尾部。
裂纹往往沿晶界产生和发展,外形曲折,不规则,裂缝较宽,裂口表面氧化较严重。
冷裂外形常穿过晶粒,呈连续直线状。
裂缝细小,宽度均匀,断口表面干净光滑,具有金属光泽或微氧化色。
(2)铸件结构不合理,合金的收缩大,型(芯)砂退让性差以及铸造工艺不合理均可能引起热裂,刚和铁中的硫,磷降低了刚和铁的韧性,使热裂的倾向大大提高。
1.2.2确定如图所示铸件的铸造工艺方案,要求如下:
(1)按单件小批生产条件分析最佳方案;
(2)按所选方案绘制浇注位置,分型面,分模面。
采用型芯三箱造型,或使用型芯二箱造型
造型方法为手工造型,方案如图:
1.3.2试比较压力铸造,低压铸造,挤压铸造三种方法的异同点及应用范围。
•异同点:
压力铸造是动型提供压力,最后从动型中顶出铸件;低压铸造是压缩空气提供压力,铸件由浇口进行补缩,不要冒口;挤压铸造的压力很小,外力不直接作用在工件上,没有塑性变形组织。
•应用范围:
压力铸造广泛应用于汽车,拖拉机,仪器仪表,医疗器械等制造行业中;低压铸造常用来生产汽缸体,汽缸盖,活塞,曲轴箱,壳体等高质量铝合金,镁合金铸件,有时用于生产铜合金,铸铁件。
挤压铸造适合于生产各种力学性能要求高,气密性好的后壁铸件,如汽车铝轮毂,发动机铝活塞,铝缸体,制动器铝铸件等,不适合生产结构复杂的铸件。
1.4.2在方便铸造和易于获得合格铸件的条件下,图1-62所示铸件构造有何值得改进之处?
怎样改进?
1.5.4某铸件壁厚有5mm,20mm,52mm三种,要求铸件各处的抗拉强度都能达到150MPa,若选用HT150牌号的灰铸铁浇注,能否满足其性能要求?
答:
由表中数据可得:
HT150175(2.5~10mm)
145(10~20mm)
130(20~30mm)
120(30~50mm)
因铸件在壁厚20mm,52mm处无法承受150MPa强度,所以不满足性能要求。
2.1.1锡在20℃、钨在1100℃变形,各属于哪种变形?
为什么(锡的熔点为232℃,钨的熔点为3380℃)?
答:
按照绝对温度计算。
绝对温度零点是-237℃。
锡在20℃变形属于热变形,其T再=0.4×(232+237)K<(237+20)K;
钨在1100℃变形属于冷变形,其T再=0.4×(3380+237)K>(1100+237)K。
2.2.3如何确定模锻件分模面的位置?
答:
按照以下原则确定分模面的位置
1)要保证模锻件能从模膛中取出。
2)按选定的分模面制成的锻模后,应使上、下两模沿分模面的模膛轮廓一致,以便在安装锻模和生产中容易发现错模现象,及时调整锻模的位置。
3)最好把分模面选在模膛深度最浅的位置处,使金属很容易充满模膛,便于取出锻件,有利于锻模的制造。
4)选定的分模面应使零件上所加的敷料最少。
5)最好使分模面为一个平面,使上、下锻模的膛深度基本一致,差别不宜过大,以便于制造锻模。
2.2.5图2-55所示的零件的模锻工艺性如何?
为什么?
应如何修改使其便于模锻?
答:
工艺性不好,原因在于有突出物,不便于取模,存在着薄壁,而且没有一定的拔模斜度。
修改后的图形见教材P70,如图2-26。
2.2.6图2-56所示的两个零件采用锤上模锻工艺成形,试选择合适的分模面。
2.2.7图2-57所示零件若批量分别为单件、小批、大批量生产时,应选用哪种方法制造?
定性的画出各种方法所需的锻件图。
(1)其生产为单件,宜采用自由锻,锻件图如下。
(2)小批量生产的齿轮,宜采用摩擦压力机上模锻,锻件图如下。
(3)大批量生产的通孔回转体零件,宜采用平锻机上模锻,锻件如下。
图2-57不同的零件
2.2.9图2-58所示零件采用模锻方法制坯,设计上有哪些不合理的地方?
为什么?
不合理的地方如图:
1.应设计为圆角,减小金属流动时的摩擦阻力和使金属液充分的填满模膛;
2.应有一定的拔模斜度,便于拔模;
3.应设计得更厚,不然金属容易冷却,不易充满模膛;
4.应为非机械加工面,模锻的尺寸精度高和表面粗糙度底,所示处不用于配合
2.4.4用Φ50冲孔模具来生产Φ50落料件能否保证冲压件的精度?
为什么?
答:
不能。
冲孔模的设计以凸模为基准,考虑到磨损,凸模取合乎公差要求的最大值,因而,使用冲孔模,来生产落料件,尺寸偏大。
2.4.5用Φ250×1.5板料能否一次拉深成直径为Φ50的拉深件?
应采取哪些措施才能保证正常生产?
如果为多次拉深,请设计每次拉深系数。
答:
不能一次拉深成型,应采用多次拉深,为保证材料有足够的塑性,一两次拉深之后应安排工序间的退火处理,再着,多次拉深中,拉深系数应一次比一次大。
各次拉深系数,m1=0.5,m2=0.625,m3=0.64(m=m1×m2×m3=0.2)。
2.4.9试述图2-60所示冲压件的生产过程。
1.先从板材上冲裁出上图形状。
2.再在图示位置冲掉两个圆孔。
3.最后沿着图示虚线位置折弯
3.2.6常见焊接缺陷有哪几种?
其中对焊接接头性能危害最大的为哪几种?
答:
焊接接头的不完整性称为焊接缺陷,主要有焊接裂纹,未焊透,夹渣,气孔和焊缝外观缺陷等。
其中危害最大的是焊接裂缝和气孔。
3.2.11产生焊接应力与变形的原因是什么?
焊接过程中和焊后,焊缝区纵向受力是否一样?
清除和防止焊接应力有哪些措施?
答:
焊接过程的加热和冷却受到周围冷金属的约束,不能自由膨胀和收缩。
当约束很大时,则会产生残余应力,无残余变形。
当约束很小时,既产生残余应力,又产生残余变形。
采取以下措施可以防止或消除焊接应力:
(1)焊接不要有密集交叉,截面和长度也要尽可能小,以减少焊接局部加热,从而减少焊接应力。
(2)采取合理的焊接顺序,使焊缝能够自由收缩,以减少应力。
(3)采用小线能量,多层焊,也可减少焊接应力。
(4)焊前预热可以减少工件温差,也能减少残余应力。
(5)当焊缝还处于较高温度时,锤击焊缝使金属伸长,也能减少焊接残余应力。
(6)焊后进行消除应力的退火可消除残余应力。
3.2.12按下图示拼接大块钢板是否合理?
为什么?
要否改变?
怎么改变?
为减少焊接应力与变形,其合理的焊接次序是怎样的?
答:
不合理。
焊缝密集交叉。
局部加热多,易产生焊接应力和变形。
可考虑改成图2的拼接方式,或图3方式。
合理的焊缝次序为,应先分别焊接左图上,中,下三块。
然后将三块连成整体。
2a
图2
3.3.5点焊的热源是什么?
为什么会有接触电阻?
接触电阻对点焊熔核的形成有什么影响?
怎样控制接触电阻的大小?
答:
点焊是用圆柱电极压紧工件,通过电流流过工件产热获得焊点。
工件无为金属,金属有自身的电阻。
接触电阻小时,吸热少而散热快,导致熔核偏向电阻大的一方,形成熔核偏移。
可以采用特殊电极或工艺垫片来改变接触电阻。
3.4.3用下列板材制作圆筒型低压容器,试分析其可焊性,并选择焊接方法和焊接材料。
(1)A3钢板,厚20mm,批量生产;
(2)20钢板,厚2mm,批量生产;(3)45钢板,厚6mm,单件生产;(4)紫铜板,厚4mm,单件生产;(5)铝合金板,厚20mm,单件生产;(6)镍铬不锈钢板,厚10mm,小批生产。
答:
(对焊丝、焊剂、焊条牌号不做要求)
(1)可焊性较好,采用批量生产,小件使用CO2焊,选用H08Mn2SiA焊丝加强脱氧和合金化,大件用埋弧焊选用H08A或H08MnA焊丝和HJ431焊剂;
(2)可焊性良好,采用缝焊(板厚小于3毫米,无密封要求,应选用电阻点焊,有密封要求,选用缝焊);
(3)可焊性不大好,采用手弧焊,使用J607,或J707焊条;
(4)铜的焊接性较低碳钢低。
可选用氩弧焊焊丝选用特制的紫铜焊焊丝。
焊剂主要成分是硼砂和硼酸。
(5)焊接性不好,采用氩弧焊,专用铝合金焊丝;
(6)镍、铬的加入使合金钢中的碳当量增加,可焊性差,应采用氩弧焊,选用Ni-Cr不锈钢焊丝,也可采用手弧焊,采用不锈钢焊条。
3.5.1如下图三种焊件,其焊件布置是否合理?
若不合理,加以改正。
解:
三种皆不合理,改进如下:
3.5.2下图示两种低碳钢支架,如批量生产,设计最合理的生产工艺方案。
如用焊接方法,试选用焊接方法,并对接头形式与焊接材料提出工艺要求。
答:
应当用焊接工艺,焊接方法是手弧焊。
选用J422焊条。
接口形式可采用单边Y型坡口。
图画得不理想,没有遵守轴测图的画法规定。
3.5.3焊接梁尺寸如图3-56所示,材料为15钢,现有钢板最大长度为2500mm。
要求:
决定腹板与上、下翼板的焊缝位置,选择焊接方法,画出各条焊缝接头形式并制定各条焊缝和焊接次序
答:
腹板与上、下翼板的焊缝位置应选在腹板上的耳板与翼板交接处,图中5~10的位置,采用手弧焊,焊接顺序如图中数字所示,各焊缝接头形式如下。
注意对称焊
上下翼板的对接接头受力最大,先焊接,也要避开最大应力处。
焊缝1,对接接头,双Y形接头
此四处也要讲顺序,对称来焊
3.5.6计算下图示对接焊缝的横向收缩量。
S=0.25*(3*3+17*17+3*17)/20+0.125*3
=4.7375
4.2.10切屑是怎样形成的?
常见的切屑有几种?
答:
(1)金属切削过程实际就是切屑的形成过程。
被切削金属层受到刀具的挤压作用,产生弹性变形。
随着切削的继续进行,刀具继续给被切金属层施加压力,金属内部的应力和应变也随之变大;当应变达到材料的屈服极限时,被切削金属层产生塑性变形。
此时切削仍在进行,金属内部应力与应变继续变大,当应力达到材料断裂强度极限时,被切金属层就会断裂而形成切屑。
此时,金属内部应力迅速下降,又重新开始弹性变形—塑性变形—断裂变形的循环,产生新的切屑。
(2)常见的切屑有带状、节状、崩碎三类切屑。
4.3.2粗车45钢轴外圆,毛坯直径dw=86mm,粗车后直径dm=80mm,被加工外圆表面长度lw=50mm,切入、切
 升级会员
升级会员 