纯净水生产操作规程Word格式.docx
《纯净水生产操作规程Word格式.docx》由会员分享,可在线阅读,更多相关《纯净水生产操作规程Word格式.docx(11页珍藏版)》请在冰豆网上搜索。
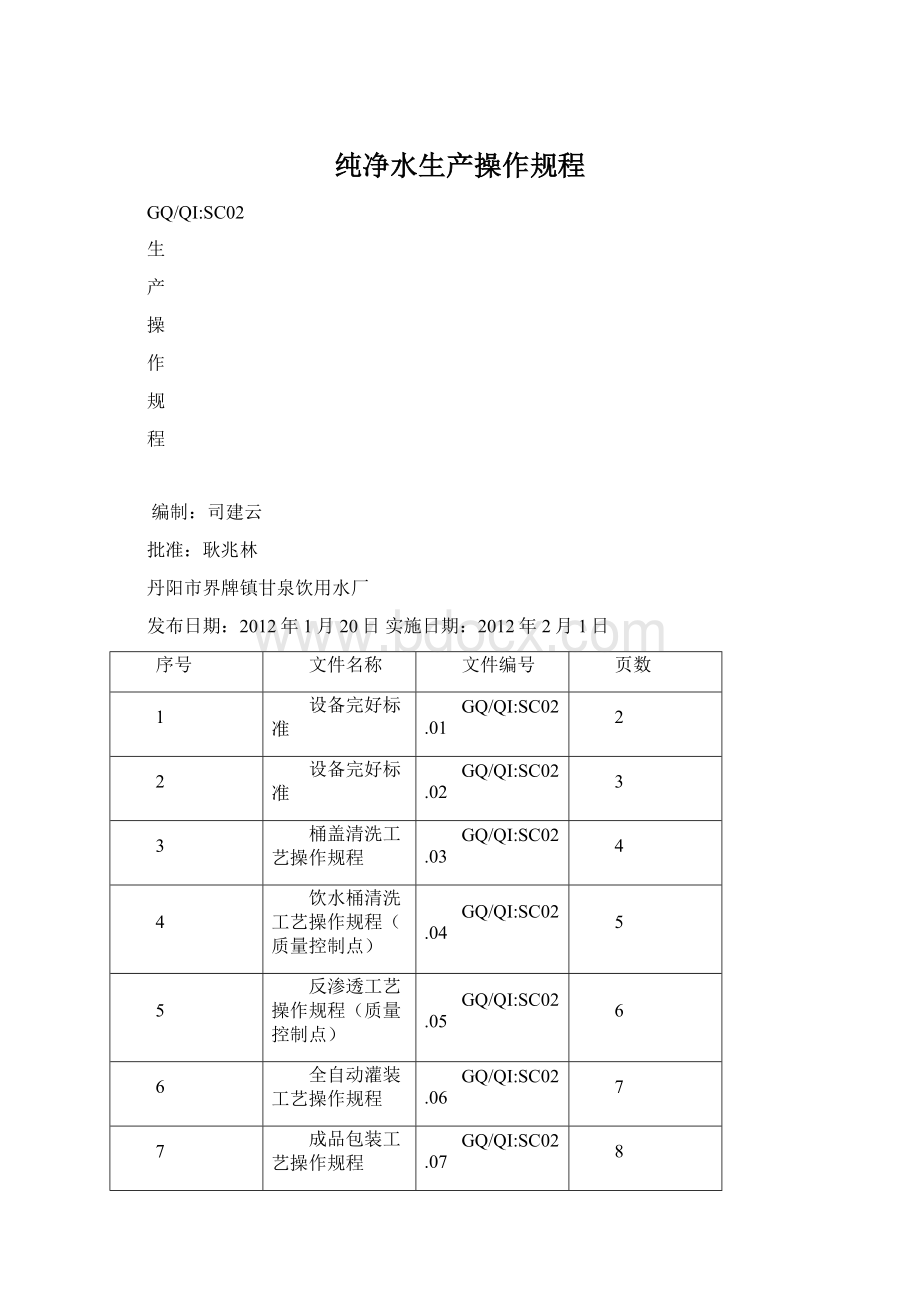
3
桶盖清洗工艺操作规程
SC02.03
4
饮水桶清洗工艺操作规程(质量控制点)
SC02.04
5
反渗透工艺操作规程(质量控制点)
SC02.05
6
全自动灌装工艺操作规程
SC02.06
7
成品包装工艺操作规程
SC02.07
8
臭氧发生器工艺操作规程(质量控制点)
SC02.08
9
设施、设备、管道的清洗、消毒工艺操作规程
SC02.09
10
车间洁净度操作规程
SC02.10
11
消毒剂的选择使用操作规程
SC02.11
12
一、饮用纯净水制水线完好标准
1正常制水时反渗透系统压力应小于1.6MPa。
2各水泵工作正常,压力平稳达规定值。
3反渗透装置出来的水,电导率应≤8μs/cm。
4产水量应达到1.5m3/h的合格纯净水。
5各管线无漏水、漏电现象。
6控制台控制灵敏、有效。
7各计量仪表准确。
8臭氧发生器工作正常。
注:
其中有一项不符合要求,则该生产线为不完好设备。
二、全自动灌装生产线设备完好标准
1.生产能力应满足饮用纯净水制备灌装要求。
2.各水泵工作正常,压力平稳、无泄漏
3.各工位动作准确、协调一致,理盖机工作正常。
4.各气缸运动平稳,无阻卡现象。
5.理盖机工作正常
6.压盖机工作正常
7.传动输送链条运动平稳,无阻卡现象。
8.自动控制准确、灵敏、可靠。
9.控制系统安全、灵敏、可靠。
10.各仪表指示准确。
11.各管线无漏气、漏水、漏电现象。
12.灌装机清洁、无锈蚀、无污染饮用纯净水隐患。
13.洗桶机刷辊完好,洗刷效果良好,无脏水溢流。
14.空气净化器能达到车间净化等级。
本规程制定了桶盖清洗工艺及检验要求及记录内容,适用于我厂桶盖的清洗。
一.作业方法
1.将适量的桶盖装入专用的清洗箱内。
2.桶盖先用自来水手工清洗干净、淋干后放置于浓度为消毒剂:
水=1:
60溶液中浸泡1小时以上。
消毒液溶液配制量能把桶盖浸没为准,上班时消毒溶液配制好,下班前已浸泡过的消毒液废弃.
3.然后将桶盖放置于纯净水中浸泡1小时以上除味,再用纯净水冲洗后沥干。
4.塑料封片清洗参照步骤1-3.
5.戴上一次性手套将塑料封片掀按在沥干后的桶盖上。
6.装配好的桶盖放入消毒柜内,消毒30分钟以上待用。
二.检验要求
1.在清洗前目测确认应是饮用纯净水专用桶盖,小塞子已塞紧。
2.在进入灌装机前,应首检桶盖浸泡后除味效果,确认无氯气味及塑料封片已掀好方可进入封盖工位。
三、按时记录内容
1、消毒液配比二氧化氯:
纯净水
2、桶盖在消毒中浸泡时间。
3、桶盖在纯净水中的浸泡时间。
4、桶盖在消毒柜中的消毒时间。
饮水桶清洗工艺操作规程
(质量控制点)
SC02.04
本规程制定了灌装纯净水桶清洗工艺及检验要求及记录内容,适用于厂饮水桶的清洗。
1.作业方法
1.清洗的回用空桶或新桶必须确保是纯净水专用桶(食品级PC桶),且桶体有生产许可标志。
2.回用桶或新桶在洗桶工位,桶外表用毛刷洗刷并用自来水喷淋,清洗时间视桶污染情况,将污染严重的挑出,手工单独处理,以洗净为标准;
3.在灌装机上进入消毒工位,用浓度为消毒剂:
80溶液冲洗消毒。
4、每天上班前配置新溶液,每生产300桶更换一次消毒液,下班前应全部废弃,保持溶液的清洁和灭菌消毒作用。
5、除味工位用纯净水进一步冲洗20秒,沥干除味。
2.检验要求
1.在进入洗桶机前,目测桶体确认有生产许可标志的纯净水专用桶。
2.在进入灌装机前,逐只目测检查清洗质量,干净的桶应无水迹、无肉眼可见的污染物。
3.在进入灌装前,应查验桶清洗后除味效果,确认无异味方可进入灌装工位。
3、按时记录内容
1、消毒液配比(二氧化氯:
纯净水)
2、消毒液更换时间
反渗透工艺操作规程
本规程制定了反渗透工艺要求和检验要求及记录内容,适用于我厂用反渗透工艺制备纯净水。
1开启砂滤、活性炭吸附、精滤预处理设备,等到精滤出水符合要求后启动反渗透装置增压泵。
2升压前先对反渗透装置进行低压冲洗,排除管内和反渗透组件内的气体,(并对RO膜进行冲洗以保证高压泵和反渗透组件正常性能的发挥)。
待反渗透组件内的气体排净后开启高压水泵进行冲洗。
3高压冲洗3min后,关闭排放阀,然后调节浓水阀至额定流量及压力。
4开始工作时,为确保制水质量应将所制纯净水放空10分钟,待电导率稳定达小于8μs/cm标准要求后,方可将水送入纯水箱。
5正常制水时,反渗透系统压力应≤1.6MPa,电导率≤8μs/cm。
6工作过程中砂滤器、活性炭过滤器、RO膜等应定时冲洗。
7当砂滤器连续使用3年时,需要更换石英砂。
8当精滤器连续使用3-6个月时,需要更换滤芯。
9当活性炭连续使用12个月时,需要更换活性炭。
10当反渗透装置产水量小于额定出水量或电导率大于10μs/cm时,需要清洗或更换RO膜。
1正常制水时,反渗透系统压力应0.6~1.6MPa。
2进入纯水箱的水,电导率必须≤8μs/cm。
3、按时记录内容
1、反渗透系统压力。
2、反渗透产水电导率。
3、滤芯和滤料的更换。
本规程规定了饮用纯净水的全自动灌装工艺及检验要求及记录内容,适用于厂饮用纯净水的灌装。
1、作业方法
1先空车试运转灌装机,检查各工位运行状态,确认一切正常方可正式作业。
2在消毒槽内配制浓度为消毒剂:
80溶液,每天上班前配置新溶液,每生产300桶更换一次消毒液,下班前废弃,保持溶液的灭菌消毒作用。
3正式开启灌装机,为防止管道异常,前三桶灌装水不能作为成品使用。
4作业中应经常观察纯净水冲洗水量,确保除味效果。
进入空桶和桶盖工位的桶与盖必须是经清洗和消毒合格的。
5严禁用手直接接触桶颈和桶盖内侧。
6密切注意灌装时有异物落入桶内。
7遇有紧急情况首先应揿下急停开关,切断电源后方可处理。
8灌装结束,要排净机内余液并清洗干净,灌装头消毒。
二、检验要求
1监视消毒灭菌、清洗除味的冲洗水量,确保工作质量。
2灯检监视封盖后桶内有无杂物。
1、消毒液的配比。
2、消毒液的更换。
3、灯检目测桶装水中质量。
4、气泵、消毒泵、清洗泵、灌装泵、理盖机、压盖的运行。
成品包装工艺操作规程
本规程规定了饮用纯净水的成品包装工艺及检验要求,适用于厂饮用纯净水的包装。
一、作业方法
1检查用于套装的塑料袋是否为无破损、无污染的透明袋。
2检查成品桶外表是否清洁、无污染。
3检查桶盖是否压紧,外面热收缩塑料套封口是否封紧、完好,生产日期是否正确、清晰。
4将成品桶灌入塑料袋内,同时防止杂物带入袋内,污染成品桶。
5将塑料袋口扎紧,防止运输过程中受污染。
6将成品桶整齐堆放于待检区内。
搬运时应轻拿轻放,严禁扔摔、撞击、挤压。
8待检验合格后,在每只成品桶包装外加贴产品合格证。
1包装后的塑料袋内应无杂物污染。
2塑料袋口必须扎紧,包装袋应完好无破损。
3桶盖无松动,封口热收缩塑料套必须完好无破损。
4产品合格证填写的项目齐全、清晰。
1、不合格产品记录表
臭氧发生器工艺操作规程
本规程制定了臭氧发生器的工艺要求和检验要求及记录内容,适用于厂饮用纯净水灭菌作业。
一、工艺要求
1检查各阀门是否在工艺要求的状态上。
2先开启臭氧机电源开关,检查冷却风机是否工作正常,然后开启高频开关。
并联供臭氧
3打开纯水泵,1min后取灭菌后的纯净水检测臭氧残留量浓度是否达到0.4mg/L,根据结果调节纯水流量,确保剩余臭氧浓度达到0.4mg/L,以保证灭菌效果。
。
35min后通知自动灌装工序作业。
1闻:
室内是否有臭氧的特殊气味。
2观察:
通入射流器的臭氧管路是否畅通,臭氧放电工作是否正常。
1、工作电压
2、工作电流
3、氧气流量
4、臭氧混合成品水流量
设施、设备、管道的清洗、消毒工艺
操作规程
GQ/QI:
本规程制定了设施、设备、管道的清洗、消毒工艺操作要求及记录内容,适用于厂制备纯净水设施、设备、管道的清洗、消毒。
1作业方法
间息式工作制,每周必须对所用的设施和设备及管道进行消毒清洗;
连续工作制,应每月对设施和设备及管道进行清洗、消毒。
1检查设施、设备、管道中有无积垢和污物,若有应先配制碱液,然后将各阀门置于清洗状态。
2开启循环泵,循环清洗10min。
3排出碱液,通入纯水,循环5min。
4排出纯水,通入消毒液,循环10min。
5排出消毒液,通入纯水非循环冲洗5min。
6关闭循环泵,将所有阀门调至正常使用状态。
清洗、消毒结束。
注意:
a)消毒液的配制:
消毒剂:
水=1:
80
b)消毒时间:
消毒液在设备和管道内滞留时间不得少于10min
c)清洗介质:
用纯净水
d)冲洗时间:
不得少于10min,清洗后出口处的水应无色、无味、无臭。
e)开始正式生产时,应先放空10min后才能正式送水灌装。
f)停车后的灌装头,灌装前一定要用酒精消毒,严禁未经消毒的灌装头直接进行灌装。
1.3清洗消毒的设备
在药箱中配制好消毒液,用清洗消毒泵,将配制好的消毒液输入设备和设施及管道中循环。
2定期清洗与更换
3.1当饮用纯净水产水电导率接近10μs/cm时,应对RO膜进行专门清洗(当饮用水产水量小于1.2m3/h或压力大于1.0Mpa时,应对RO膜进行专门清洗)。
3.2当砂滤器前后压差大于1Mpa时,需要反冲石英砂。
3.3当精滤器前后压差大于0.6Mpa时,需要更换滤芯。
3.4当活性炭连续使用12个月时,需要更换活性炭。
4清洗消毒注意事项
4.1配制消毒液的容器,应专用并在容器上有醒目标识。
4.2消毒液的配制,应严格按消毒剂使用说明书要求配制。
4.3使用后的消毒液,如仍有利用价值,应加以标识。
5、按时记录内容
5.1消毒液配比
5.2消毒液消毒时间
5.3纯净水冲洗时间
5.4消毒对象
车间洁净度控制的操作规程
本规程规定了空桶消毒间及全自动灌装间空气净化的操作要求及相应的记录内容。
适用于厂饮用纯净水生产车间的洁净度控制。
一、作业方法
1、每天工作前半小时启动净化器及紫外线杀菌灯,对工作环境进行空气净化和灭菌。
2、生产期间,不得中断空气净化器。
3、人员进入洁净区前关闭紫外线杀菌灯。
4、工作人员进入洁净区前应更衣、消毒,在风淋室的停留时间不得少于1分钟
5、紫外灯连续工作1000小时应予以更换。
6、当空气净化器连续工作3-6个月,应将予滤器中的无纺布拆下,进行清洗。
7、风淋室累计工作3-6月,应将予滤器中的无纺布拆下,进行清洗。
8、每年检测一次车间的空气洁净度,以保持车间的洁净度平均达1000级。
1、风淋室和空气净化器的风机运行是否正常。
2、观察风速和流量是否正常。
、
三、按时记录内容
1、紫外杀菌记录。
2、空气净化器使用记录。
3、予滤器无纺布清洗记录。
4、洁净度检测记录。
本规程规定了消毒剂的选择及使用方法及相应记录,适用于厂饮用纯净水的生产。
1、检查消毒剂的生产厂家必须具备消毒液生产许可证。
2、检查消毒剂必须有食品级的卫生评价报告。
3、检查消毒剂是否在有效期内。
4、查看消毒剂的使用说明书,正确换算稀释比例,制定消毒剂量及兑水量。
5、先将所需消毒剂加入少量水中,在将剩余水量加足。
6、洗手池和鞋、靴消毒池的消毒液配比为1:
100(二氧化氯:
原水)。
7、饮水桶的消毒液配比为1:
80(二氧化氯:
纯净水)。
8、桶盖的消毒液配比为1:
9、灌装机的消毒液配比为1:
10、设施、设备、管道消毒液配比1:
1、消毒剂应有检测报告和合格证。
2、配比后的消毒溶液应有特殊气味。
1、验收记录。
2、配比记录。
3、使用记录。
 升级会员
升级会员 