焊接工艺评定报告样板异种钢文档格式.docx
《焊接工艺评定报告样板异种钢文档格式.docx》由会员分享,可在线阅读,更多相关《焊接工艺评定报告样板异种钢文档格式.docx(25页珍藏版)》请在冰豆网上搜索。
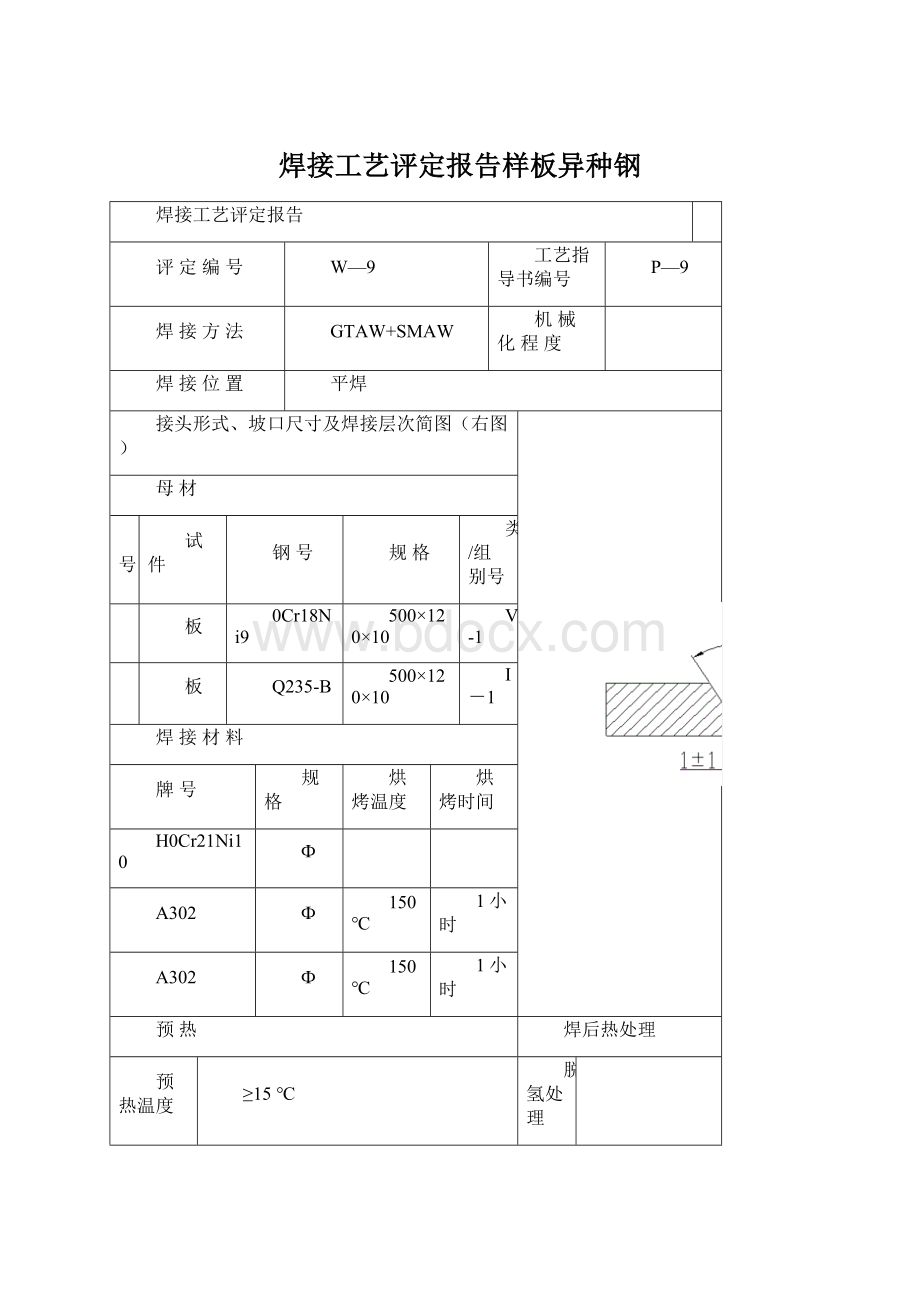
焊接材料
牌号
烘烤温度
烘烤时间
H0Cr21Ni10
Ф
A302
150℃
1小时
预热
焊后热处理
预热温度
≥15℃
脱氢处理
层间温度
≥200℃
热作要求
其它
消应力处理
保护气体
钨极
气体类别
混合气体组成
流量
类型
焊接规范
焊缝层次
焊接方法
填充金属
焊接电流
电弧电压
(V)
焊接速度
mm/min
牌号
直径
种类极性
电流(A)
正
GTAW
直、正
80-110
20-22
90-110
2—表
SMAW
直、反
20-25
100-120
20-27
110-130
焊接工艺评定报告
线能量E(KJ/cm)
GTAW≤18SMAW≤24
反面清根方法
碳弧气刨+打磨
操
作
技
术
手工焊:
摆动-不摆动-每层单-多道焊-
脉冲焊:
频率赫芝,脉宽比%
其它:
焊缝外观检查
项目
检查依据
合格标准
检查结果
报告号
加强高
GB150-1998
0-2mm
0-1mm
宽度
每侧增宽
2-4mm
表面缺陷
无超标缺陷
接头探伤
探伤标准
探伤方法
探伤比例
探伤结果
JB4730-2005
RT
100%
拉伸试验
项目
试验依据
合格标准(MPa)
试验结果(MPa)
σb(MPa)
JB4708-2000
≥375
498495
σs(MPa)
弯曲试验
试验结果
面弯
裂纹:
横向≤
纵向≤3mm
背弯
侧弯
3
冲击试验
部位
缺口型式
试验
温度
报告号
单个值
均值
焊缝中心
V型
℃
GB/T229
-1994
≥27J
热影响区
16MnR侧
20R侧
熔合线
金相检验
组织
显微硬度
焊缝
其它检验
检查方法
焊缝化学成份分析
C
Si
Mn
P
S
Ni
Cr
Mo
结论:
本评定按JB4708-2000标准规定焊接试件、检验试样、测定性能、确定试验记录正确。
评定结果:
合格
审核
编制
焊接工艺评定指导书
评定指导书编号
焊接位置
焊缝接头形式
机械化程度
对接
接头坡口型式及尺寸:
焊层焊道布置及顺序:
序号
试件
供货状态
16MnR
600×
130×
20
Ⅱ—1
Q235B
I—1
类别
标准
型号
焊条
JB4747
J427
350℃
焊丝
焊剂
保护气体
类型
钍钨极
Φ2~Φ
预热
焊后热处理
预热方式
焊态
脱氢
热作
消应力
≥15℃
≤200℃
√
焊接电流
(mm/min)
直径mm
正
160-190
22-27
110-140
200-230
22-28
120-150
2-表
措
施
线能量:
W≤cm
反面清根方法:
碳刨+砂轮打磨
焊前清理或层间清理:
1、坡口除油、锈、氧化皮等杂物。
2、层间除熔渣。
焊
缝
外
观
焊缝
无裂纹
角焊
○板一板
○管一板
○管一管
根部焊透,焊缝及热影响区无裂纹、无未熔合。
两焊脚差:
mm
试验评定标准:
○JB4708—2000《压力容器焊接工艺评定》
熔敷金属化学成份(%):
接头探伤要求:
按JB4730—94:
100%○RT○UT○MT○PT无裂纹
其它
接头机械性能合格标准:
JB4708—2000GB6654-1996
拉力试验
冷弯
δb(MPa)
δS(MPa)
部位
试验温度
合格标准Akv(J)
弯心
弯曲
角度
常温
≥27
D=4S
a=180゜
热影
响区
0℃
Q235-B侧
熔合线
拉伸
弯曲
冲击
面
背
侧
数量
4
傅洲
2007.8.13
反
GTAW≤18SMAW≤24
P—
SAW
H10Mn2+
HJ431
φ
直反
460-520
30-36
300-340
 升级会员
升级会员 