轴承套加工工艺设计规程及油孔夹具工艺设计工序卡片Word格式.docx
《轴承套加工工艺设计规程及油孔夹具工艺设计工序卡片Word格式.docx》由会员分享,可在线阅读,更多相关《轴承套加工工艺设计规程及油孔夹具工艺设计工序卡片Word格式.docx(17页珍藏版)》请在冰豆网上搜索。
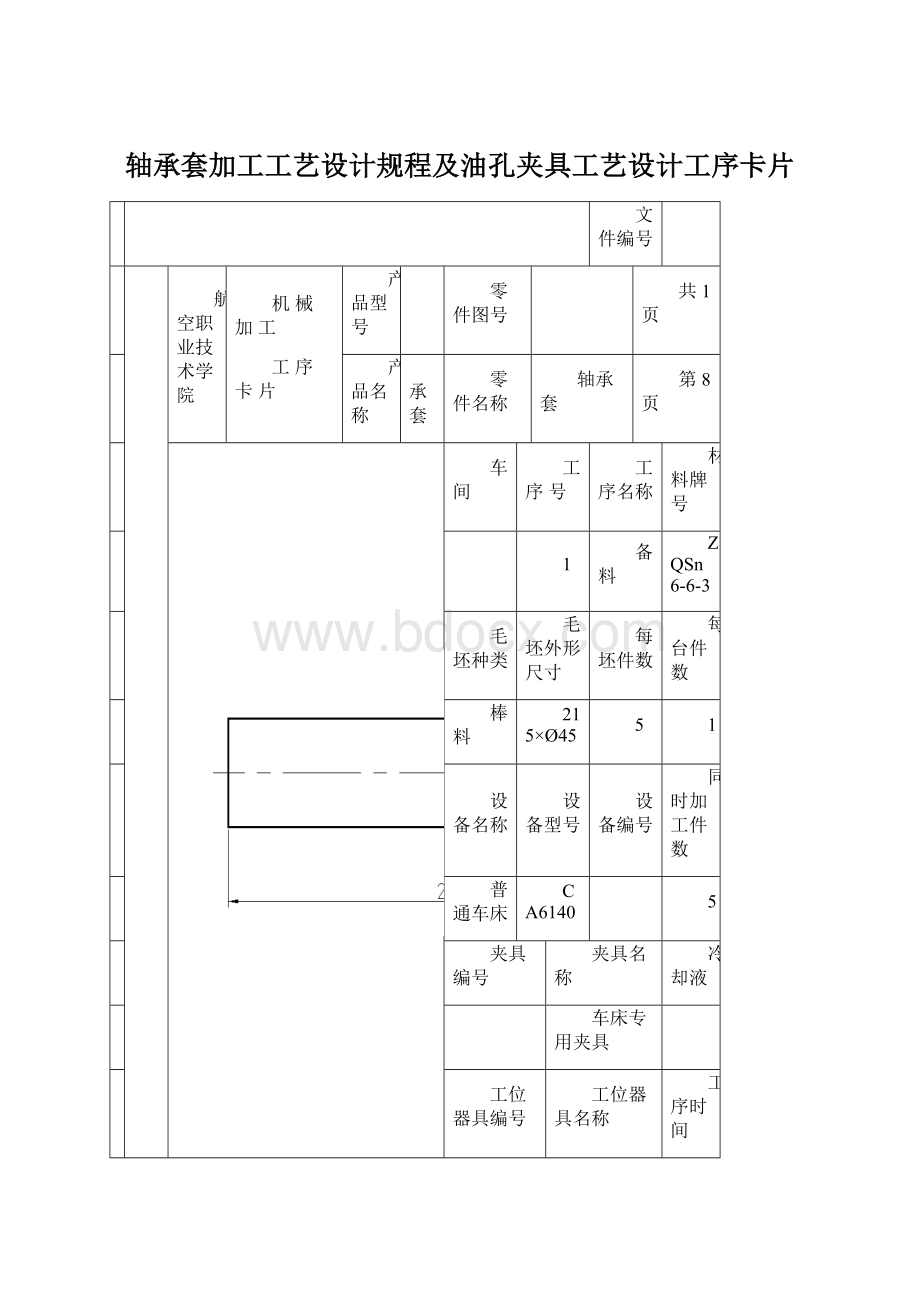
每台件数
棒料
215×
Ø
45
5
设备名称
设备型号
设备编号
同时加工件数
普通车床
CA6140
夹具编号
夹具名称
冷却液
车床专用夹具
工位器具编号
工位器具名称
工序时间
准终
单件
工步号
工步容
工艺装备
主轴
转速
(r/min)
切削
速度
(m/min)
进给量
(mm/r)
背吃
刀量
(mm)
进给次数
工时定额
根本
辅助
备料,按五合一加工下料
描图
描校
底图号
装订号
*
编制
日期
审核
会签
a
①
标记
处数
更改文件号
签字
共8页
第2页
2
钻孔
车左端端面
三爪卡盘
顶尖
外圆车刀
900
161
0.2
1.5
3s
钻左端中心孔
3
调头车右端端面
4
钻右端中心孔
共8页
第3页
粗车
车外圆Ø
42,长度为6.5mm
0.5
28.6m
36js7为Ø
37mm
128.8
1.75
23s
车空刀槽2×
0.5,q总长40.5mm
专用车刀
10s
车分隔槽Ø
20×
3mm
35s
两端倒角1.5×
45°
五件同时加工,尺寸均一样
第4页
车间
钻
钻床
Z540
软爪
钻孔Ø
20H7至Ø
20mm成单件
22钻头
680
14
9.8s
第5页
车、铰
车端面,取总长40mm至尺寸
6s
车孔Ø
20H7为Ø
20
960
0.25
车槽Ø
24×
16至尺寸
1.5s
铰孔Ø
20H7至尺寸
195
9.6
0.27
0.01
114s
车两端倒角1.5×
第6页
6
精车
车Ø
34H7〔
〕mm至尺寸
0.005
28.6s
第7页
7
专用夹具
钻径向油孔Ø
4mm
4麻花钻
392
0.18s
班级
12101229
检验卡片
工厂
零组件图号
共8页第8页
材料
检验
名称
锡青铜
牌号
规格
一个毛坯制造零件数
检验后交
序号
检验容
检验设备及工具
L=40mm
游标卡尺
L=6mm
L=12mm
2×
0.5mm
L=20mm
=42nn
外径千分尺
8
=20H7mm
径千分尺
9
=36
mm
10
=24mm
11
=4mm
12
1.5×
万能角度尺
13
垂直度0.01
直角尺
圆跳动0.01
V形块
15
外表光洁度
接触量法
批准
更改号
文件号
签字
日期
校对
 升级会员
升级会员 