化工搪瓷设备技术参数及使用规范很全Word文档下载推荐.docx
《化工搪瓷设备技术参数及使用规范很全Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《化工搪瓷设备技术参数及使用规范很全Word文档下载推荐.docx(15页珍藏版)》请在冰豆网上搜索。
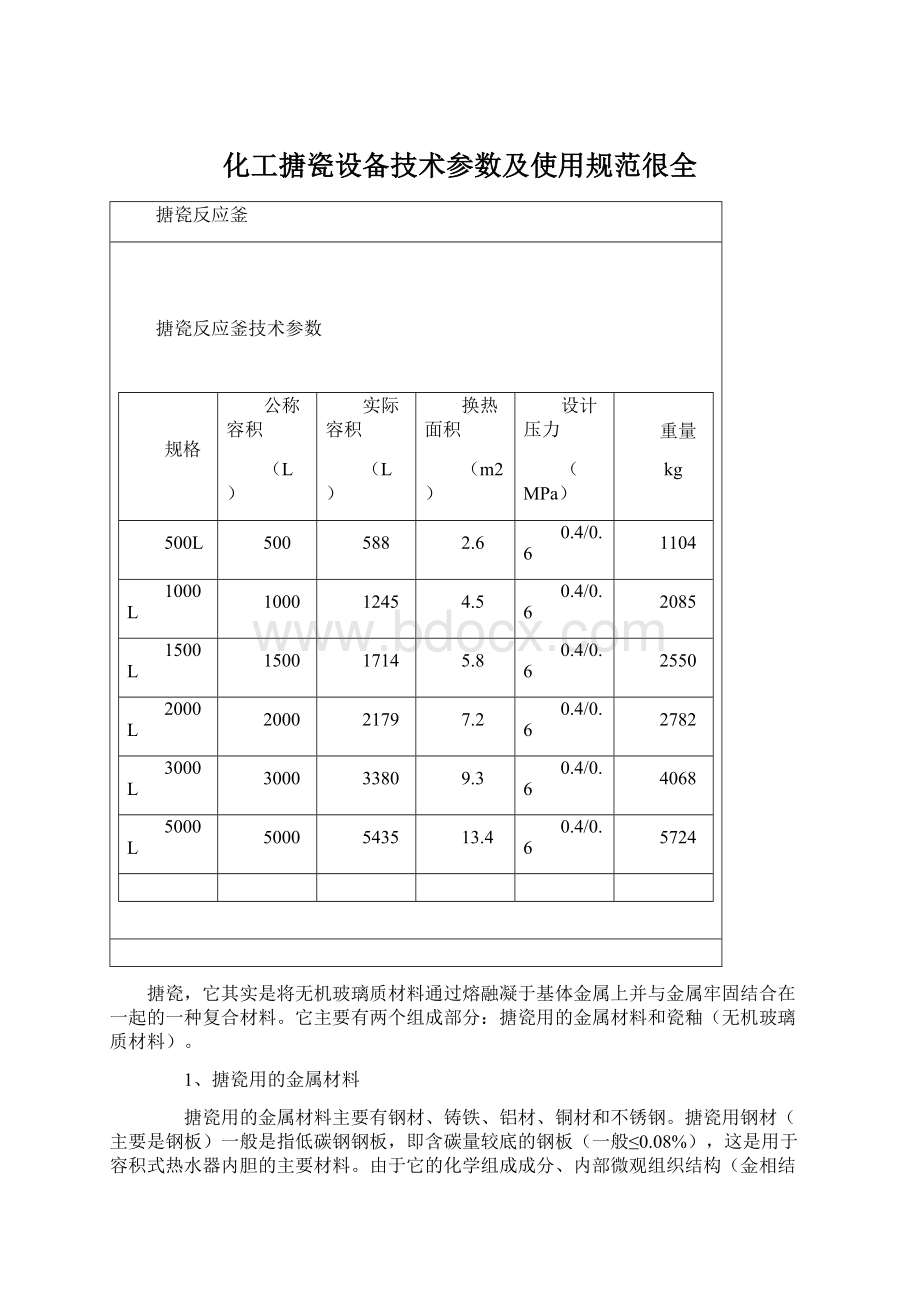
0.4/0.6
1104
1000L
1000
1245
4.5
2085
1500L
1500
1714
5.8
2550
2000L
2000
2179
7.2
2782
3000L
3000
3380
9.3
4068
5000L
5000
5435
13.4
5724
搪瓷,它其实是将无机玻璃质材料通过熔融凝于基体金属上并与金属牢固结合在一起的一种复合材料。
它主要有两个组成部分:
搪瓷用的金属材料和瓷釉(无机玻璃质材料)。
1、搪瓷用的金属材料
搪瓷用的金属材料主要有钢材、铸铁、铝材、铜材和不锈钢。
搪瓷用钢材(主要是钢板)一般是指低碳钢钢板,即含碳量较底的钢板(一般≤0.08%),这是用于容积式热水器内胆的主要材料。
由于它的化学组成成分、内部微观组织结构(金相结构)、表面状况及力学性能对搪瓷的质量起着重要的作用,因此,目前市场上较大的热水器生产厂家均采用宝钢或武钢生产的搪瓷用钢板,以保证内胆的搪瓷质量。
搪瓷用铸铁是指含碳量在2.11%以上的铁碳合金(小于2.11%的铁碳合金叫钢),它主要用于生产卫生洁具(浴缸)、化学器械、炊具、下水管道等。
用于搪瓷的铝材主要是纯铝和铝镁合金。
用于搪瓷的铜材主要有紫铜(即纯铜)、黄铜(铜-锌合金)和青铜(铜-锡合金),其中以紫铜和黄铜应用最为广泛,比较有代表性的铜搪瓷制品—景泰蓝就是以紫铜为基材制成的铜搪瓷制品。
不锈钢,一般都能进行涂搪,但由于不锈钢抗氧化的能力较强,所以需要用特殊的搪瓷瓷釉,同时因加工成本较高,现在较少采用此种方案。
2、瓷釉(无机玻璃质材料)
用于搪瓷的瓷釉原料中主要包括三大类:
矿物原料、化工原料和色素原料。
矿物原料,是瓷釉的主要成分,占有较大比重的含量(因国内外不同的生产厂家而不同)。
它主要包括:
石英(主要成分是二氧化硅-SiO2)、长石(碱金属或碱土金属的硅酸盐,常用钾长石-K2OAl2O36SiO2)、粘土(含水的铝硅盐矿物,主要为Al2O36SiO2和结晶水)。
化工原料是瓷釉的辅助组成部分,它主要包括:
硼砂(Na2B4O710H2O)、硝酸钠(NaNO3)、纯碱(Na2CO3)、碳酸锂(Li2CO3)、碳酸钙(CaCO3)、氧化镁(MgO)、氧化锌(ZnO)、二氧化钛(TiO2)、氧化锑(Sb2O3)、二氧化锆(ZrO2)、氧化钴(CoO)、氧化镍(NiO)、二氧化锰(MnO2)、氧化铁(Fe2O3)等等。
色素原料是指用于装饰瓷釉颜色的材料。
共分有:
黑色、蓝色、褐色、灰色、绿色、粉红色、白色、黄色等8种。
瓷釉的制作是将上述的三种原料按照一定的比例(随着生产厂家的不同而不同),经过1200℃左右的高温熔融,并经过急剧的冷却成粒状或片状的硼硅酸盐玻璃质。
它根据工艺性能分为底釉、面釉、边釉和饰花釉;
根据基体材质的不同分为钢板釉、铸铁釉、铜搪瓷釉、铝搪瓷釉、不锈钢瓷釉。
搪瓷在金属表面涂覆一层或数层瓷釉,通过烧成,两者发生物理化学反应而牢固结合的一种复合材料。
旧称珐琅。
有金属固有的机械强度和加工性能,又有涂层具有的耐腐蚀、耐磨、耐热、无毒及可装饰性。
搪瓷起源于玻璃装饰金属。
古埃及最早出现,其次是希腊。
6世纪欧洲嵌丝珐琅、剔花珐琅、浮雕珐琅、透光珐琅、画珐琅相继问世。
8世纪中国开始发展珐琅,到14世纪末珐琅技艺日趋成熟,15世纪中期明代景泰年间的制品尤为著称,故有景泰蓝之称。
19世纪初,欧洲研制出铸铁搪瓷,为搪瓷由工艺品走向日用品奠定了基础,但由于当时铸造技术落后,铸铁搪瓷应用受到限制。
19世纪中,各类工业的发展,促使钢板搪瓷兴起,开创了现代搪瓷的新纪元。
19世纪末~20世纪上半叶,各种不同性能瓷釉的问世,钢板及其他金属材料的推广运用,耐火材料、窑炉、涂搪技术的不断更新,加快了搪瓷工
一、搪玻璃设备技术规范性能
1、许用压力:
注:
罐内压力依据合同规定而有所不同。
2、许用温度:
搅拌容器使用温度0℃至200℃ ,贮罐容器使用温度0℃ 至150℃ ;
设备耐温差急变性,冷冲击:
110℃ 热冲击:
120℃ 。
搪玻璃设备加热和冷却时,应缓慢进行。
3、搪玻璃层厚度:
搪玻璃设备的搪玻璃厚度在0.8-2.0mm;
搪玻璃设备附件的玻璃层厚度在0.6-2.3mm。
4、耐电压:
搪玻璃具有良好的绝缘性,玻璃层在规定的厚度内,用20KV高频电火花检查玻璃层时,工作面不导电。
5、耐腐蚀性:
能耐各种浓度的无机酸、有机酸、有机溶剂及弱碱的腐蚀(氢氟酸、含氟离子的介质、浓度≥ 30%,温度≥ 180℃ 浓磷酸和强碱除外)。
6、不粘性:
具有光滑洁净的表面,不易粘结物料,非常适用于食品及易粘结物料。
二、搪玻璃设备安装、使用及维护
1、吊装前应对搪玻璃面仔细检查有无瓷面损坏之处,进罐须穿胶底鞋,以免损伤瓷面。
吊装时用胶板垫等软垫保护好瓷面,不得接触或碰撞瓷面。
搬运无包装的设备时只能使设备的罐耳、支座受力。
不允许接管、卡子等易损受力,不应滚动或用撬杠撬。
2、拧紧卡子时,要对称顺次拧紧,用力均匀不能一次拧紧,以免局部实力过大损坏瓷面,为获得良好的密封,向设备内缓缓通蒸气,待垫子变软后再把卡子拧紧。
3、严禁在搪玻璃设备外壁直接施焊。
4、凡搪玻璃各部位密封处,均应根据反应介质、温度、选择垫片材料(出厂产品系按通用条件配置垫片)。
5、安装搅拌器时,轴密封处径向跳动调整到最小间隙、保证密封、且搅拌器不可反转,避免搅拌器落下砸、碰伤瓷面。
6、搪玻璃设备不宜应用于下列介质的反应和贮存,否则将会因腐蚀而较快地损坏
一、化工搪瓷设备的基本知识
1、搪瓷制品的性能
搪瓷设备是由含硅量高的玻璃质釉喷涂在钢板表面经920℃~960℃多次高温搪烧、是玻璃质釉密着于金属胎表面而成。
搪瓷的性能是:
(1)耐腐蚀性能:
能耐有机酸、无机酸有机溶剂及PH值小于或等于12的碱溶液、但对强碱、HF、及温度大于180℃、浓度大于30%的磷酸不适用;
(2)不粘性:
光滑的玻璃面对介质不粘且容易清洗;
(3)绝缘性:
适用于介质过程中易产生静电的场合;
(4)隔离性:
玻璃层将介质与容器钢胎隔离、铁离子不溶入介质;
(5)保鲜性:
玻璃层对介质具有良好的保鲜性能。
2、搪瓷设备使用条件
搪瓷层能耐大多数无机酸、有机酸、有机溶剂等介质,尤其在盐酸、硝酸、王水等介质中具有优良的耐腐蚀性能。
但不能在下列条件下使用:
(1)任何浓度及任何温度的HF都不能耐腐蚀;
(2)磷酸:
浓度30%以上、温度大于180℃时腐蚀强烈;
(3)盐酸:
浓度10--20%,温度大于150℃时,腐蚀强烈;
(4)硫酸:
浓度10--30%,温度大于200℃时不能耐腐蚀;
(5)碱液:
PH大于或等于12、温度大于100℃时,不能耐腐蚀。
三、化工搪瓷设备的使用
化工搪瓷设备的机械强度虽然比玻璃、陶瓷设备要好得多,但搪瓷终究是由玻璃陶瓷体与金属共同形成的复合体,因此仍然存在类似玻璃、陶瓷那样的经不起磕碰、敲打和冲击的弱点。
它们的区别,只是因为搪瓷设备有金属外壳,当瓷釉层损伤时并不象玻璃、陶瓷设备那样马上失去使用价值,而是需要有一段显露被破坏的时间(时间长短随所处环境条件而定)才会失去使用价值。
这种特性,从有利的方面看是给用户以安全感,但从不利方面看,则是由于存在安全感而容易给许多不经心的用户产生错觉,以至忽视安全使用条件。
对此必须引起注意。
正确使用搪瓷设备,能大大提高搪瓷设备的寿命,正确使用搪瓷设备包括既要根据使用条件选择质量好、规格适宜和品种合适的搪瓷制品外,还要严格遵守各种安全操作规定。
五、运输及安装注意事项
(1)搬运:
在搬运搪瓷设备时尽可能保持原包装。
当搬运无包装设备时,注意只能使设备上的吊环、罐耳和支脚受力。
要轻起轻落,避免碰撞和震动;
(2)吊装:
吊装时,除遵守搬运时所需的注意事项外,特别要防止碰撞。
在容易碰撞的环境作业时,必须采取三项以上定位的控制措施,以保证起吊稳定;
(3)安装前后的设备检查:
搪瓷设备在安装前后均应作瓷面检查。
瓷面损伤的设备应作有效的处理后才能使用,否则不应安装,检查瓷面的方法是:
用高频电火花发生器进行探伤、用60瓦安全灯照视,检查有无脱瓷及破裂。
注意:
使用电火花发生器进行探测时,所用电压一般规定控制在5000伏。
重要设备需提高探测电压时,须征得生产厂的同意;
(4)衬垫的选择与处理:
衬垫应根据反应介质、浓度及温度来选择。
在使用前要根据所选择衬垫的性质进行必要的处理。
例如,使用石棉衬垫时,应先将它泡在沸水中至软方可,否则不容易压紧;
我厂目前供应的衬垫有石棉橡胶、橡胶外包聚四氟乙烯可供用户选择。
(5)法兰的安装与连接:
搪瓷设备与外部管线的连接均采取法兰连接,因此法兰很多,安装时须特别注意。
往往由于法兰安装不好,造成爆瓷或泄漏,导致内部腐蚀或自外而内的腐蚀。
安装法兰时要遵守下述规则:
对接的法兰端面(如系翻边活套法兰时为对接的翻边平面)要平行,拧紧螺栓要注意均衡并对称加力,切忌偏面拧紧,方法是按对角线成对地,并逐次轮换着慢慢地拧紧全部螺栓;
(6)卡子的安装:
搪瓷设备上规定的卡子数是根据安全和密封两方面的需要,经过科学计算而得出的。
因此安装时要严格保证卡子数目的完整,若有短缺或损坏,必须补齐或更换。
在拧紧卡子时,也要按照法兰螺栓拧紧规则进行操作;
(7)搅拌器和减速机的安装:
搪瓷搅拌器、减速机的安装首先是与罐盖在支架上进行的。
为保护瓷层,须在罐盖法兰与支架之间垫以橡胶板。
通过调试以检查安装得是否好。
安装好的搅拌器和减速机应是转向正确,搅拌器有防松措施,盘车轻松无阻碍,最后开机运转正常。
安装好后即可与罐身装配;
(8)搪瓷设备上焊接:
注意,一般搪瓷设备上带有瓷层由外壁是不允许施焊的。
在无瓷层的夹套上施焊时,必须采取保护带瓷钢板的措施,临近施焊的部位不能局部过热,保护措施包括不使用氧气割、焊,割口时夹套内部要通水,当焊口靠近上、下接环时要对内部瓷面均匀预热并用间隔断续焊接法焊接;
(9)搪瓷设备的配管:
配管时要注意尺寸计算的准确。
外接的管子管件位置必须待安装妥当后再加以固定。
注意,凡带有瓷层的部件部位切忌承受除自重外的额外外力,否则会因应变应力太大,导致瓷层爆裂。
架空的搪玻璃管道,每隔2米左右应设一支架;
(10)瓷层保护:
在搪瓷设备附近进行施工和焊接时,应注意把罐口盖住,防止外来硬物或焊渣损坏搪瓷层,进入罐内检查或进行修补时,应注意在罐底上铺垫质地软而洁净的垫子。
六、使用操作注意事项
(1)加料:
加料时要慎重。
不应有任何坚硬物体掉到搪瓷容器内,同时还应尽量避免空罐加热料和热罐加冷料,使用温差不应超过设备的技术指标规定。
物料加入设备内应严防夹带块状金属或杂物,对于大块硬质物料,应粉碎后加入。
尽量减小物料与罐壁之间的温差,避免冷罐加热料或热罐加冷料;
(2)操作运转:
在使用有夹套的设备时,要徐徐加压升温。
要预先通入0.1MP的压力,保持一刻钟后,再缓缓通入蒸气达操作压力,如果条件许可,可根据本单位的实际情况,找出适宜的升降温曲线,一般控制在3℃/min以下。
设备运转中,要注意法兰、接盘、人孔及填料箱的密封情况,如发现泄漏应立即采取措施;
(3)出料:
在出料时,如遇罐底堵塞,不应用金属器具铲打,可用竹竿或
 升级会员
升级会员 