锻制三通工艺规程Word格式.docx
《锻制三通工艺规程Word格式.docx》由会员分享,可在线阅读,更多相关《锻制三通工艺规程Word格式.docx(24页珍藏版)》请在冰豆网上搜索。
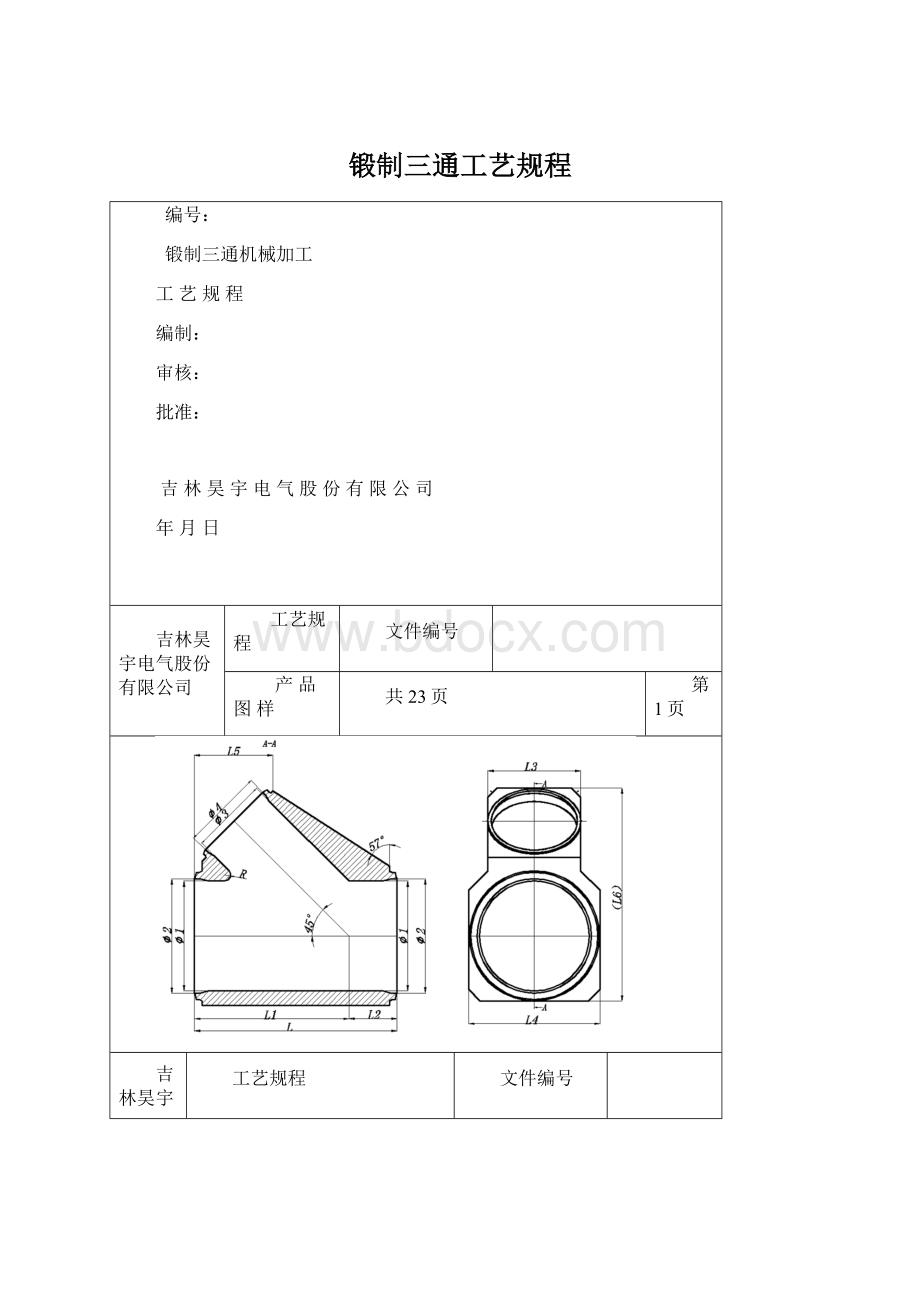
产品图样
共23页
第1页
第2页
工序号
工序内容
车间
工艺装备名称及编号
设 备
胎(夹)具
量 具
1
检查毛胚缺陷
机加车间
划线台
钢板尺卷尺
2
划Φ1、Φ2十字中心线
划规、钢板尺
3
上镗床,按线找正卡紧
镗床
压板、螺栓组合
百分表
4
分别铣主管两端面,保证尺寸L
卷尺、卡尺
5
分别铣主管两端坡口
6
铣支管端面
7
铣支管坡口
卡尺
8
钻主管孔Φ
9
分别镗主管内孔Φ1
卡尺内、径千分尺
10
分别镗主管内孔Φ2
11
钻分管孔Φ
12
镗分管内孔Φ3
13
镗分管内孔Φ4
第3页
14
铣平面
卡尺、卷尺
15
铣倒角
卡尺、角度尺
16
铣另一倒角
17
铣分管平面,保证尺寸L6
18
卸下工件,检查尺寸
19
打标识
20
入库
库房
1
第4页
工步号
工步内容
工艺装备名称与材料
工序简图及技术要求
设备
刀具
量具
技术要求
(1)操作者开机前检查工艺文件是否齐全、有效
(2)操作者开机需要与检查员相互校对测量仪器是否一致
(3)加工前首先要掌握本工序加工所依据的工艺文件以及上道工序流转下来的毛坯是否有合格标志
(4)按切削规范要求调整机床,导向基准的夹具及主轴径向跳动不大于0.03mm,定位平面跳动不大于0.03mm,夹紧力要适当,以防工件变形而造成废品
(5)首件、换胎时对所有项目要自检
(6)在加工和搬运过程中轻拿轻放.以防工件磕.划.伤
检查毛胚缺陷
钢板尺、卡尺
2
第5页
划Φ1、Φ3十字中心线
划针、高度尺
90º
角尺、划线盘
3
第6页
上镗床,按线找正卡紧
4
第7页
铣主管两端面,保证尺寸L
5
第9页
分别铣主管坡口
铣刀
6
第8页
铣支管端面
7
第10页
铣分管坡口
8
第11页
钻头
9
第12页
粗镗主管内孔Φ1
镗刀
半精镗主管内孔Φ1
精镗主管内孔至1
卡尺、千分尺
反转工件,找正夹紧
精镗主管内孔Φ1
第14页
粗镗主管内孔Φ2
半精镗主管内孔Φ2
精镗主管内孔Φ2
镗倒角
角度尺
精镗主管镗主管内孔Φ2
第15页
钻分管孔至Φ
第16页
 升级会员
升级会员 