多功能圆度仪使用说明说课讲解Word格式文档下载.docx
《多功能圆度仪使用说明说课讲解Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《多功能圆度仪使用说明说课讲解Word格式文档下载.docx(10页珍藏版)》请在冰豆网上搜索。
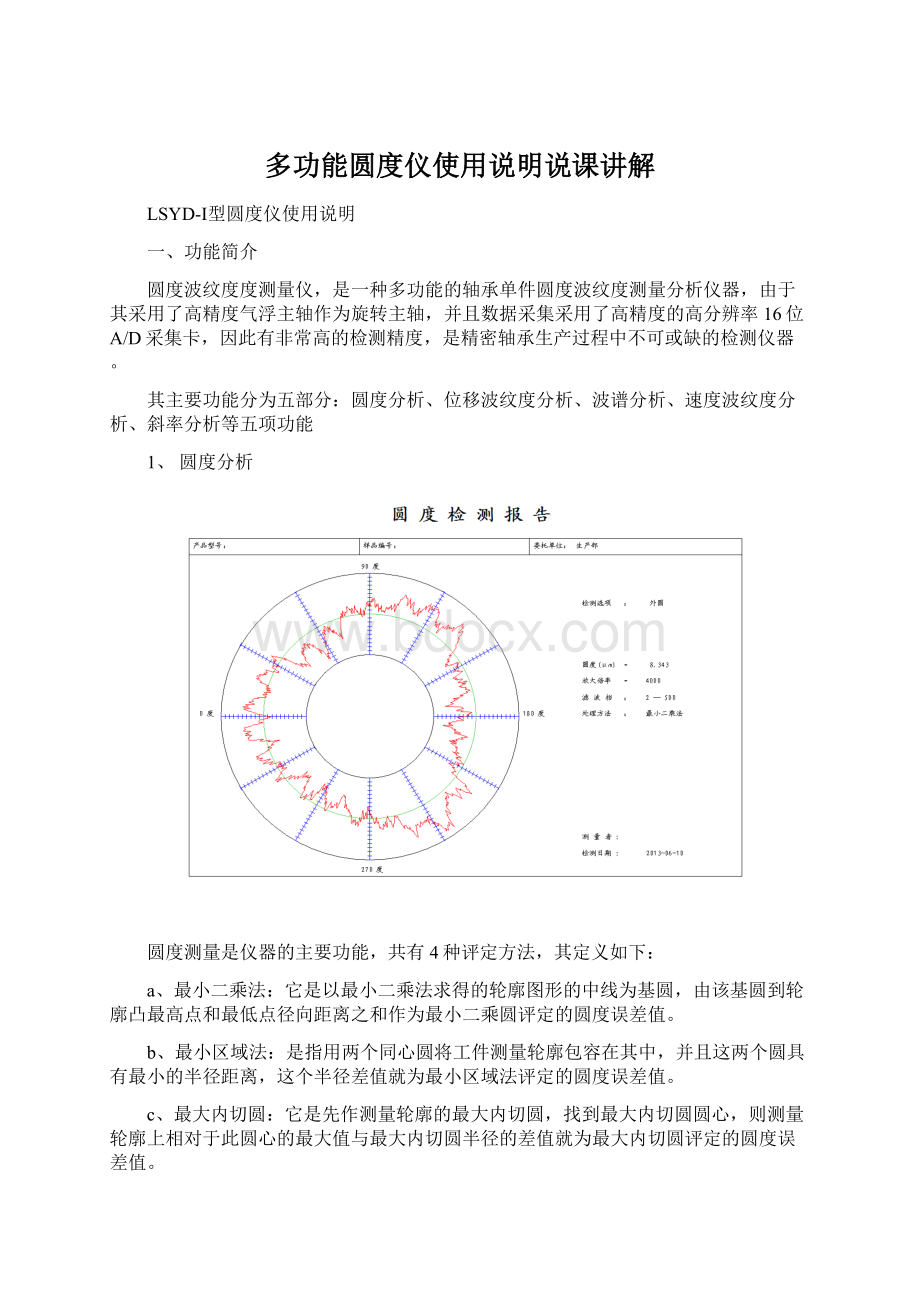
是指用两个同心圆将工件测量轮廓包容在其中,并且这两个圆具有最小的半径距离,这个半径差值就为最小区域法评定的圆度误差值。
c、最大内切圆:
它是先作测量轮廓的最大内切圆,找到最大内切圆圆心,则测量轮廓上相对于此圆心的最大值与最大内切圆半径的差值就为最大内切圆评定的圆度误差值。
d、最小外接圆:
它是先作测量轮廓的最小外接圆,找到最小外接圆圆心,则最小外接圆半径与测量轮廓上相对于此圆心的最小值的差值就为最小外接圆评定的圆度误差值。
评定时还可以选用不同的滤波方式,我们为了方便,共设了六种滤波选择,即2-500、2-15、2-50、2-150、15-500、还有自定义滤波,其中2-500为全波圆度值,15-500为高波圆度值,其中自定义滤波是指我们可以根据自己的要求来选用不同的滤波范围,如:
起始波选3,终止波选8,则为3-8波的圆度值,如果选的起始与终止波相同则为单波圆度值,如2-2波为椭圆圆度值、3-3波为三棱圆度值等等。
并且提供了10种倍率供用户选择,包括自动倍率、500倍、1000倍、2000倍、5000倍、10000倍、20000倍、50000倍、100000倍、20000倍等。
另外,仪器还提供了数据偏差打印功能,可以给出圆周各个位置的偏差值。
2、位移波纹度分析
它是以在同一横截面波度曲线上五个最大波幅的平均值,作为位移波纹度的值。
波幅值是以最小区域圆中心为圆心的相邻峰谷的半径之差。
同样,有三种滤波方式可供选择,3-16、17-100、自定义滤波。
3、波谱分析
各种测量轮廓都是由不同相位、幅值及频率的正弦波复合而成,我们将组成测量轮廓的不同频率波的幅值作为频谱值,来分析不同频率的波对工件圆度的影响。
通过鼠标的运动可以观察每个单波的幅值大小,并且分析报告中直接显示所选分析范围的最大波幅值,及波数,仪器还提供了提供了波幅数据打印功能。
针对轴承测量,还增加了谐波标准控制功能,具体可参见工具栏说明。
4、速度(动态)波纹度分析
此功能是针对轴承测量,是指当工件以特定速度旋转时,不同频率的波的径向跳动速度值,我们默认的速度是1800转/分,你也可以根据自己的需要任意选择模拟速度。
我们把分析结果分成三个波段,即低波、中波、高波,分别给出其平均值(有效值)。
对内圈(外圆)来说,对应的波数为低波为3-16波/周、中波为17-100波/周、高波为101-250波/周。
对外圈(内圆)来说,对应的波数为低波为3-25波/周、中波为26-154波/周、高波为155-250波/周(以上波段的划分是根据轴承振动理论及试验的标准速度反演而来,这里不包括滚子及钢球的动态波纹度分析,如需要,可根据客户的需求定制)。
理论与几何波纹度相比速度(动态)波纹度与合套后的轴承震动值相关性更强,对轴承单件加工质量的控制更有实际意义,有很强的实用性。
同样,仪器还提供了提供了速度数据打印功能。
还增加了速度标准控制功能,具体可参见工具栏说明。
5、斜率分析
是指测量轮廓每隔特定角度内的轮廓最大值与轮廓最小值差值的绝对值的平均偏差值,如6度,则6度内的最大与最小值差值的绝对值为一个值,每周为360/6=60个,共60个值取平均,则为6度这一角度的平均偏差。
仪器提供了2到30度的平均偏差数据打印功能。
综上,我们每次在数据采集完成或从文件中调入数据后,会显示异常点剔除界面,我们可以按提示剔除划痕点或其他异常点,再进行数据分析。
每种分析功能均可输入在输入型号、规格、检测者等相关信息后打印输出。
二、使用说明
1、菜单栏简介:
滤波选择包括圆度滤波和几何波纹度滤波,一次选定后,下次启动仪器时软件默认为上次的选择,具体介绍可参看功能简介
点击仪器修正,弹出以下口令对话框,输入“xiuzhengks”,确定后,打开保存过的标准文件,按提示操作即可,具体可以参看,操作说明仪器校准部分。
2、工具栏简介:
开启软件菜单栏有三项功能供选择“打开文件”、“偏心调整”、“数据采集”,点击“打开文件”弹出以前保存的数据库文件,可选择一个进行分析。
每次数据采集前都要点击偏心调整,进行采集前准备,调整偏心,初始化采集参数。
调好偏心后可以点击数据采集,计算机自动采集数据,结束后,显示可以分析的各项功能,如图
包括圆度分析、位移波纹度分析、波谱分析、速度波纹度分析、斜率分析等功能,其中圆度分析、位移波纹度分析有详尽的文字提示,可参见功能简介。
点击波谱分析时,我们可以自己选择分析范围,默认为2-500波,也可以分两次分别输入起始波、终止波,自定义分析范围。
确定后,弹出“波谱分析报告”界面,
下面的数据栏显示的是每一种谐波的幅值,也可以点击“圆度控制值”按钮输入图纸要求的圆度值生成谐波幅值控制曲线及控制波幅数据,用来控制产品的加工,也可以点击“数据导出”按钮,把谐波波幅数据及控制幅数据导出到Excel表保存,或打印输出分析,也可以直接进行图形打印输出。
需要注意的是,仪器要求按不同种类的轴承套圈输入谐波控制系数。
根据谐波控制理论,限制曲线由下列条件确定:
Aw=C/(W-1)^x
式中:
C:
圆度偏差要求(参照图纸)
AW:
谐波的最大允许幅度
W:
谐波
X:
谐波控制系数
不同种类的轴承套圈,要根据产品及工艺要求给出适当的谐波控制系数,如针对外径在150~800mm范围内的圆柱滚子轴承套圈,内圈滚道控制系数x取1.01,外圈滚道控制系数x取1.21,这也是仪器的默认值。
点击动态波纹度分析时,弹出运转速度输入界面,因为动态波纹度本身就是假设检测的工件以一定的模拟速度旋转时各次谐波对合套后轴承振动值得影响。
所以不同的速度,值是不一样的,我们默认为1800转/分,,可参见功能简介。
同样的,也可以输入圆度偏差要求,画出限制曲线,限制条件同波谱分析。
三、操作说明
我们的检测分析程序采用的是标准的WINDOWS操作系统设计完成,有界面友好、操作简便、功能强大的特点,按文字提示基本可以完成仪器的大部分操作,使用时要严格按以下操作步骤进行,以免损坏仪器。
1、开机步骤
A、打开空压机与计算机电源
B、观察空气压力表,当压力达到0.3Mp以上时,可以开始测量
C、双击测量程序图标,启动测量程序,进入测量画面。
D、将工件放上测量台,开启气浮轴(当空气压力达不到要求时,严禁开启气浮轴!
)。
2、测量操作
A、点击偏心调整,在调整表下部选择调整档位,先从×
1档(±
600μm)开始粗调,然后逐步提高档位,一般情况下档位越高,测量分辨率越大,对圆度值较小的工件,尽量提高偏心调整的档位,这样才能保证测量的精度,一般情况下,档位越高精度越高,应尽量采用高精度档测量。
B、调整结束后可进行数据采集,数据采集时,尽量不要碰工作台及工件,以免影响测量精度。
C、测量结束后自动进入数据处理界面,可以选择不同的分析功能。
3、数据库操作
测量结束后,在下一次测量之前,我们均可以将本次测量数据保存到数据库中。
并且在任何时候,都可以将以前保存的测量数据从数据库中调出,进行分析。
点击文件打开可以调入以前保存的数据文件进行分析,点击保存,可以将现有数据存档管理。
4、仪器校准操作
当仪器经过一段时间使用后,由于测针的碰撞等多种原因可能引起仪器的测量误差,这样就需要对仪器进行校准,首先,在标定开始之前,需要将标准件按正常测量方法进行测量,并将数据保存在数据库文件中,点击仪器校准,会有提示输入密码,原始默认密码为xiuzhengks,首先出现数据文件框,选择标准数据文件,按屏幕提示操作即可。
每次,当测针角度进行了较大变动后,都需要进行仪器修正,否则测量仪器会产生一定的误差。
四、仪器主要技术参数:
最大测量直径:
φ260mm(可定制)
上下移动距离:
120mm
左右移动距离:
350mm
主轴精度:
0.05μm
主轴转速:
4转/分
承载重量:
40kg
仪器分辨率:
1:
65536
传感器范围:
±
500μm
电源:
AC(220±
10%)V(50±
1)Hz
功率:
300VA
气源压力:
0.4-0.8Mpa
重量:
260Kg
 升级会员
升级会员 