镀锌工艺规程Word下载.docx
《镀锌工艺规程Word下载.docx》由会员分享,可在线阅读,更多相关《镀锌工艺规程Word下载.docx(8页珍藏版)》请在冰豆网上搜索。
1.6m;
煤转气加热镀锌锅1个(长×
深)10.0m×
1.2m×
钝化池1个(长×
深)9.6m×
1.3m×
1.4m;
冷却池1个(长×
深)9.4m×
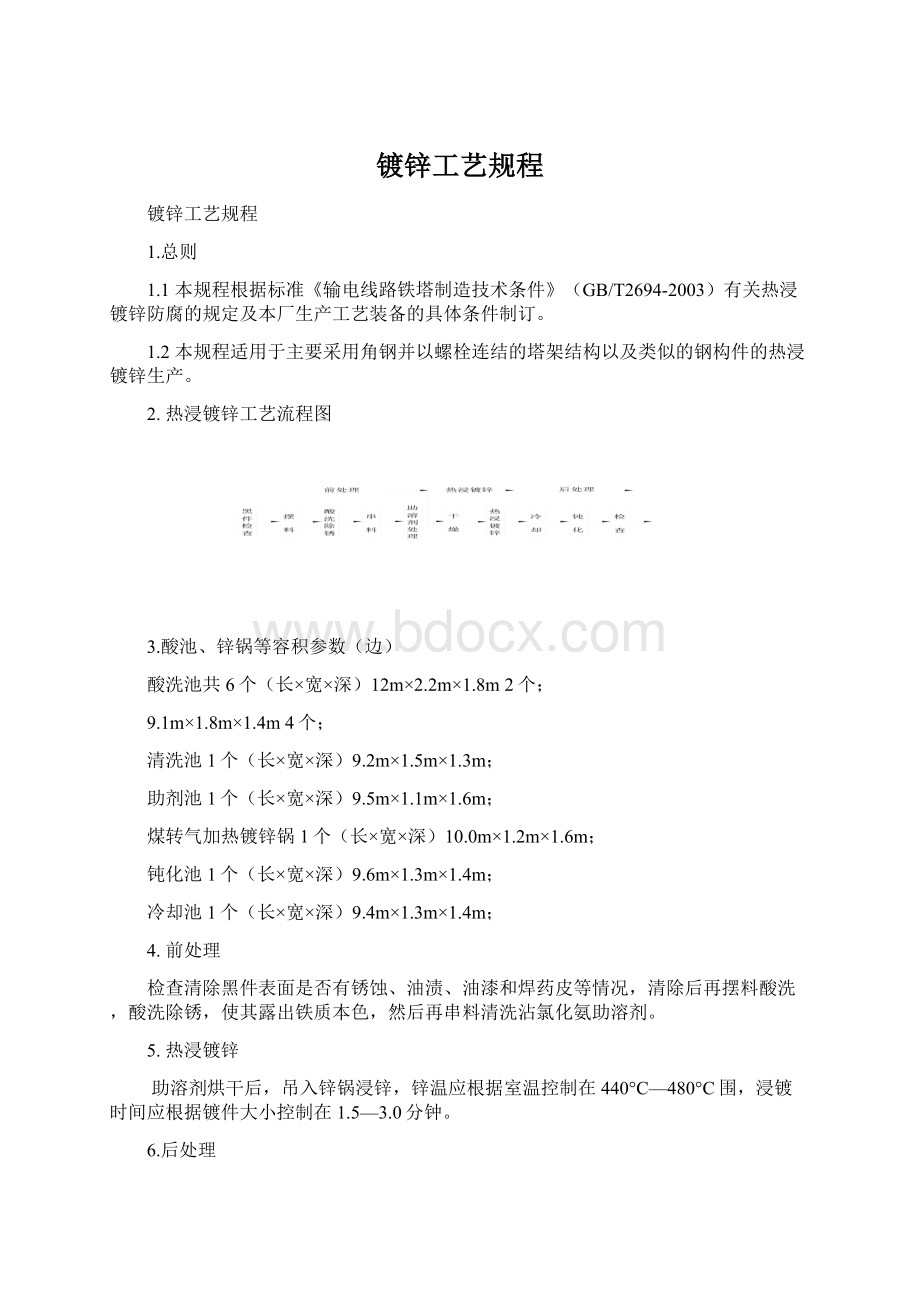
4.前处理
检查清除黑件表面是否有锈蚀、油渍、油漆和焊药皮等情况,清除后再摆料酸洗,酸洗除锈,使其露出铁质本色,然后再串料清洗沾氯化氨助溶剂。
5.热浸镀锌
助溶剂烘干后,吊入锌锅浸锌,锌温应根据室温控制在440°
C—480°
C围,浸镀时间应根据镀件大小控制在1.5—3.0分钟。
6.后处理
镀件起锅后应抖动去掉余锌,冷却钝化去毛刺,检查是否缺锌,若缺锌则应返镀,然后出车间送至白件料场。
镀锌作业指导书
1.前处理
1.1黑件检查
需进行表面热浸镀锌的铁塔或其它钢件应对黑件(即半成品)外观进行检查,凡不符合镀锌条件的不得进入车间。
1.1.1外观尺寸大于工艺槽和锌锅容积的。
1.1.2钢材表面锈蚀和有油渍、油漆情况的。
1.1.3无排气、泄锌孔的管形及筒形构件,无适合镀锌悬吊点的构件。
1.1.4焊缝上的焊药皮未清楚干净的。
发现有上列情况中之一的构件,需经过技术处理或采取相应措施,确认能保证镀锌质量和操作安全时方可进入镀锌车间。
1.2摆料
1.2.1在进行酸洗除锈前,按构件外型、材质、规格、尺寸等情况分别排料上夹具或装筐,要求构件相互不得以面接触,应有间隙,排放整齐,合理利用酸洗槽的有效空间,提高设备利用率。
1.2.2摆料时应注意实行先进先出的原则,尽量按塔型分开进行摆料酸洗。
1.2.3对于增补件、急件的摆料注意摆在料夹具的最上层或单独上夹具,并加以标识区别。
1.3酸洗除锈
1.3.1除锈液的配制和技术要求
(1)配制用盐酸,应符合GB320-93标准。
(2)除锈液为浓盐酸加入清水稀释成15-20%工作浓度。
(3)浓盐酸应按定量先放水入槽,后注入盐酸,混合均匀。
1.2.2除锈时间和质量要求
(1)酸洗除锈视构件的锈蚀程度、酸洗液浓度和室温确定浸洗时间,一般控制在60-150分钟。
在浸洗过程中,应将构件提出液面1-2次,检查除锈状况,防止酸洗过度。
(2)酸洗质量要求
A、钢表面没有残余锈迹和油迹及其附着污染物。
B、钢材表面及钻孔侧无过酸洗麻坑现象。
C、电焊药皮清除干净。
D、材表面呈灰白色。
1.3.3酸液温度控制——除锈酸液工作温度为常温。
1.3.4酸洗液废液的排放——当铁盐达到200g/L时,应更换配制新的酸洗除锈液。
1.3.5经过酸洗后的构件必须逐件检查:
发现与3.2.2
(2)酸洗质量要求不符的,应分别进行处理。
锈迹油渍未除净,应重新进行酸洗,如局部未清除干净,量少的可用钢丝刷、铲刀、凿钻或砂轮清除干净。
1.3.6漂洗
(1)酸洗除锈合格的构件,进入清水槽漂洗,冲掉构件表面的残余酸洗液和附于表面的杂物。
(2)经清水清洗后的构件从清水槽吊起后,在槽上空停留片刻,使构件带出的水流淌干净后,再进行串夹具。
(3)清水槽应保持微流水,构件漂洗应上下提升串动数次,保证全面清洗。
1.4串料
1.4.1根据零件的外形分别把同一规格零件固定在镀锌夹具上,夹具的定位视零件长度决定,2米以上的夹具数量不少于2个。
1.4.2构件在夹具上要固定、稳定,在浸镀过程中不得滑落掉出夹具,镀锌完毕易于取下夹具。
1.4.3被镀件排放角度要能使多余锌液流淌通畅,无积堵。
1.5助溶剂处理:
采用氯化氨配制助溶剂。
1.5.1氯化氨溶液的配制:
A.在助溶剂槽中先放入规定数量的水,在按规定数量放入氯化氨,使其充分溶解(溶解后即为氯化氨溶液),浓度控制在18%-25%围。
B.当助溶剂的浓度达不到要求时,应按规定加入氯化氨。
C.重新配制时,应先清洗槽底的沉渣。
氯化氨溶液配制材料比例
浓度
18%
20%
25%
氯化氨
22Kg
25Kg
33.4Kg
水
100Kg
1.5.2助溶剂的比重:
1.07—1.10。
1.5.3助溶剂的工作温度:
60℃—80℃之间。
1.5.4助溶剂采用蒸汽间接加热或热源直接传递。
1.5.5助溶剂在使用期每半月打捞一次底渣,减少杂质含量,使用一年时应经过过滤或静沉淀打底渣,方可重新使用。
1.5.6助溶剂的化验:
由化验室每两天进行一次溶液的浓度测定,书面报告通知镀锌车间,根据测定结果,确定是否添加氯化氨或更换氯化氨溶液。
1.6在前处理操作过程中,构件从各种工艺槽提起时应距槽面0.5—1.0m处停留片刻,使滞留在构架上的水或溶液滴流完毕,再作水平移动,不得将水或溶液带入其它工艺槽。
1.7构件吊入和吊出各种工艺槽不得与槽体发生碰撞、摩擦,避免损伤设备和构件。
1.8遗落于酸洗、清洗、助溶剂槽的个别构件应急时捞起,特别是小构件应急时检查工艺槽有无遗落,避免过酸洗报废和丢失重补,造成损失。
2.热浸镀锌
2.1干燥构件在浸镀前,应烘干表面的助溶剂水分,在烘干过程中,镀件不能直接接触热源避免烤焦,只能在干燥的空气中烘干。
若沾涂了助溶剂的构件烤焦后,应将镀件重新吊入酸池和清水槽上下串洗几次,然后再浸沾助溶剂以保证镀锌质量。
管材构件部积液应全部倾倒、滴流干净后再进行烘干处理。
2.2热浸镀锌
2.2.1镀锌前操作人员充分作好准备工作,起吊运输设备、操作工具,镀液温度、镀件干燥状况、冷却水流量、防护设施及个人防护用品都必须检查保持正常。
2.2.2镀液温度
镀锌温度的掌握应根据室温确定,具体如下:
室温℃锌温℃
15以下460—480
15—25450—470
25以上440—460
每次浸镀件重量不得超过1000Kg,避免浸锌温度过度下降。
锌液温度低于规定温度应停镀待温度升至规定值后再开镀。
2.2.3锌块成份
锌块使用国产0-3级锌锭或化学成份相当的进口锌锭。
化学成份应符合GB470-83标准规定。
2.2.4锌液控制主要化验锌液中的铁和铝的含量,其上层含量不得超过Fe0.2%、A10.1%;
如超过时应在温度450~460℃时打捞锌渣后再加入适量锌块降低其Fe、A1含量,使温度在规定温度再生产,生产时每2周抽样一次化验Fe、A1含量。
2.2.5浸锌
(1)镀件浸入锌液前,先将浸入部位的液面浮灰(氧化锌)清除干净浸入速度视镀件干燥程度而定,下降速度不要过快,可间断性浸入。
(2)浸镀时间掌握:
在浸镀时,可视镀件浸入锌液氧化沸腾全部反应完约1.5—2.0分钟后(小于4mm件);
2.0~3.0分钟(5mm~8mm以上件),打干净锌灰后方可起吊。
(3)镀件起吊提升位置的锌液表面处,提升前应清除浮灰,使锌液外露呈镜面状后,立即开始提升。
(4)起吊镀件应有一定的倾斜角度,便于多余锌液滴流回锌锅。
3.后处理
3.1去余锌:
浸镀后的镀件,在进入冷却槽之前,应抖动1—2次,再用铁钩去掉镀件底端的余锌,避免尚未初凝的锌液形成滴瘤。
3.2冷却:
当镀件表面锌层无明显的流动性时,立即浸入冷却水槽,使镀锌层达到最佳状态。
3.3化学钝化:
钝化液的配制方法是铬酐1.5~2.0克、碳酸钡1.5~2.0
克、硝酸1.5~2.0毫升、水1.0升,钝化时镀件全部淹浸即可,不需水洗。
3.3.1配制钝化液之前对工作槽容量进行计量能容多少液,配制的总量不得超出工作槽容量。
3.3.2配制比为铬酐1.5~2.0克、碳酸钡1.5~2.0克、硝酸1.5~2.0毫升、水为1升,各加入量与水加入量以倍数增加,不得随意估加。
3.3.3配制量最好以整数计量、计算,避免差错,所加原料可直接加入工作槽。
3.3.4在有疑问时应及时报主管负责人沟通。
3.4镀锌产品检验:
质量应符合下列要求:
3.4.1表面具有实用性光滑;
安装孔及连接处不允许有毛刺、滴瘤和多余积锌。
如有少部分毛刺、滴瘤的可采用手工锉处理,被锉锌层厚度与相邻面锌层厚度一致。
3.4.2非安装部位不得有较大面积的毛躁表面,其毛刺结块面积不得超过5%,滴瘤长度不得超过10%,高度不超过1毫米。
3.4.3表面色泽均匀,不允许有黄、褐、黑色斑点;
锌膜不得有碰撞、刮擦伤痕或露铁、过酸洗形成的缺陷等现象,若有其一现象的应进行处理。
3.4.4对于镀件有露铁的,可用热喷涂锌或富锌涂料修复,修复厚度比镀层厚度厚30μm以上,修复面积不超过工件面总表面0.5%,最大点不超过8cm2。
若漏镀面积超过8cm2的应返镀。
3.5物理检查
3.5.1锌层厚度:
镀件厚度小于5mm时,锌附着量不低于460克/m2,锌膜厚度不小于65μm;
镀件厚度大于或等于5mm时,锌附着量不低于610克/m2,即镀锌膜厚度不低于86μm,用涂层测厚仪测试,角钢四个面每面在两端和中间各测试1点计12点,钢板两面各测6点计12点(测试点须离边缘10mm),取平均值与GB/T2694-2003对照是否符合锌层厚度规定,有争议时按GB/T2694-2003规定的脱层法仲裁。
3.5.2锌层均匀性:
镀件的锌膜层应均匀,用硫酸容易浸蚀四次不露铁。
测试方法见GB/T2694-2003附录A《热浸镀锌层均匀性实验方法》。
3.5.3锌层附着性:
锌层与镀件的基本金属牢固结合,经锤击实验,锌层不剥离,不凸起,锌膜无龟裂。
实验方法见GB/T2694-2003附录B《热浸镀锌锌层附着性锤击实验方法》。
3.6检验热浸镀锌不符合要求的零件,应返工重新镀锌。
4.附则
4.1特殊构件的镀锌工艺措施
4.1.1热镀锌构件的尺寸和重量,须根据前处理工艺槽和镀锌锅尺寸确定(锌锅尺寸长、宽、高为10m×
1.6m),超过额定长、宽、高及超重构件一般不接受镀锌(额定尺寸为9.5m×
0.8m×
1.0m,额定重量1000Kg)。
4.1.2长度不超过10米,高度不超过1.0米的整体构件,可采用二次浸渍法。
采用二次浸渍的镀件,要求无漏镀,对锌层厚度、均匀度及表面光洁程度,不能按照正常镀件的要求验收。
4.1.2密闭的管形构件和筒形构件,必须在底部和顶部各留1—2个孔洞,底孔进锌、排锌、顶孔排气、进气。
孔洞的数量和直径根据构件容积确定。
4.1.3特殊构件浸镀,应设适合操作的吊点。
附录1主要材料标准
a、热浸镀锌用锌锭(GB470—83)
号
牌
化学成分,%
锌
(不小于)
杂质含量(不大于)
铅
铁
镉
铜
砷
锑
锡
总和
Zn-0
99.995
0.003
0.001
0.005
Zn-1
99.99
0.002
0.
Zn-2
99.95
0.020
0.02
0.050
Zn-3
99.9
0.10
Zn-4
99.5
0.3
0.03
0.07
0.01
0.50
 升级会员
升级会员 