参考 液化石油气运输罐车制造工艺卡文档格式.docx
《参考 液化石油气运输罐车制造工艺卡文档格式.docx》由会员分享,可在线阅读,更多相关《参考 液化石油气运输罐车制造工艺卡文档格式.docx(23页珍藏版)》请在冰豆网上搜索。
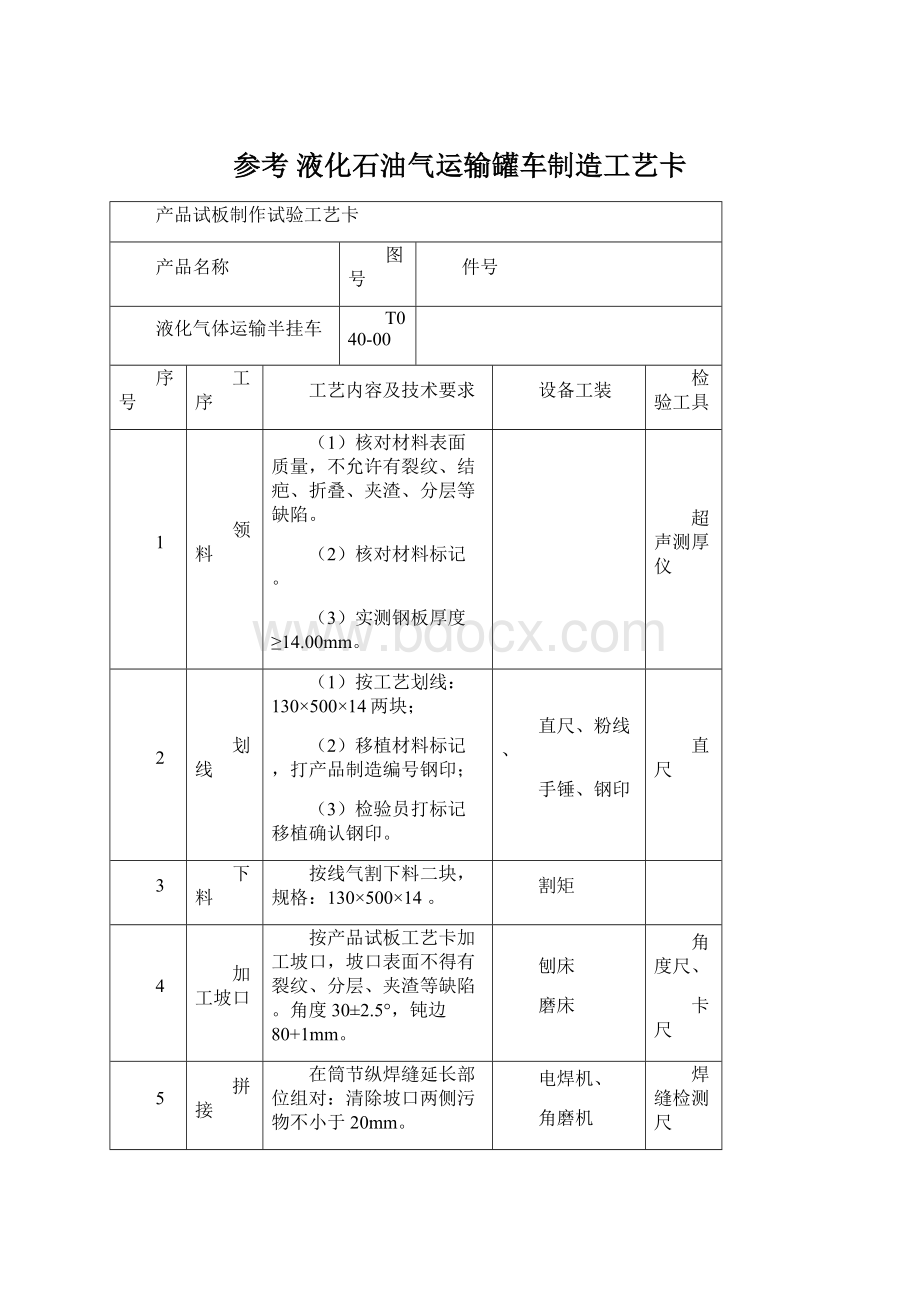
下料
按线气割下料二块,规格:
14。
割矩
4
加工坡口
按产品试板工艺卡加工坡口,坡口表面不得有裂纹、分层、夹渣等缺陷。
角度30±
2.5°
,钝边80+1mm。
刨床
磨床
角度尺、
卡尺
5
拼接
在筒节纵焊缝延长部位组对:
清除坡口两侧污物不小于20mm。
(1)对缝间隙1-10mm;
(2)错边量b≤1.4mm。
电焊机、
角磨机
焊缝检测尺
6
焊接
(1)按焊接工艺卡规定与筒节同时焊接。
(2)按规定打焊工钢印。
(3)按焊接工艺卡要求检验焊接质量并填写施焊及焊缝外观检查记录。
埋弧焊机、
焊工钢印
7
探伤
采用RT探伤,探伤比例100%,要求按JB/T4730.2-2005规定,不低于Ⅱ级合格并出具探伤报告。
射线探伤机
8
热处理
1、进行整体消除焊接应力热处理。
2、产品试板随罐体同炉热处理。
热处理炉
曲线自动记录仪
9
制作试件
(1)按试件图规定顺序划线;
面弯一个,背弯一个,拉伸一个。
冲击:
焊缝金属三个试样。
(2)移植试板编号,打试样编号钢印。
粉线、钢卷尺、手锤、
钢印
钢尺
10
切样
按线切取试样坯料。
锯床
11
加工
用机械加工的方法进行试样加工,符合图样要求。
磨床、铣床、
缺口拉床
12
检验
检验试样加工尺寸及粗糙度,符合图样要求。
卡尺、夏比投影仪、粗糙度样块
13
试验
进行力学和弯曲性能试验:
(1)拉力试验按GB228-2002;
(2)弯曲试验按GB232-1999;
(3)冲击试验按GB/T229-1994;
冲击温度:
-20℃三个试样的平均值Akv≥24J
万能试验机、
冲击试验机
14
整理
(1)整理试验记录;
(2)出具试验报告;
封头制造工艺卡
1、核对材料表面质量,不允许有裂纹、结疤、折叠、夹渣、分层等缺陷;
2、核对材料标记;
3、实测钢板厚度≥9.75mm。
1、按工艺划线;
划线尺寸Ø
3465mm
2、移植材料标记,标明产品编号;
3、检验员打标记移植确认钢印;
划规、粉线、手锤、钢印
盒尺
1、按线气割下料(按下料工艺守则);
2、按钢板宽度要求分两块或三块下料
1、加工封头拼缝坡口,表面不得有裂纹、分层、夹渣等缺陷。
2、非本公司施焊的拼缝按封头厂提供的焊接工艺加工坡口,
3、本公司施焊的拼缝坡口尺寸如下:
(1)角度30±
;
(2)钝边80+1mm;
铣边机、角磨机
按排料图拼接封头点固焊,并点固引、熄弧板,要求如下:
1、拼缝间隙1-10mm;
2、错边量b≤1.0mm;
3、清除坡口两侧不小于20mm范围内污物;
4、定位焊长度20mm,间距200mm;
电焊机、角磨机
1、按焊接工艺规程中焊艺Ⅷ的规定施焊拼缝;
2、清除熔渣及焊接飞溅物;
3、打焊工钢印;
4、按焊接工艺要求检验焊缝外观质量并填写施焊及焊缝外观检查记录。
埋弧焊机、扁铲、焊工钢印
铲磨
将封头中心Ø
2560mm以外焊缝余高修磨平,但不得低于母材。
外协
外协封头压形,反射炉加热,提供质量证明书及合格证。
1、检验验合格证和质量证明书,所填内容是否完整;
2、检验封头的材料标记;
3、检验封头编号;
4、检验封头几何尺寸和表面形状:
(1)封头总深1225-4.8+14.4mm;
(2)形状偏差间隙:
外凸≤30m,内凹≤15mm;
(3)测量17点处,最小厚度≥7.52mm。
全Di间隙样板、直尺、盘尺、超声测厚仪
拼缝采用RT探伤,探伤长度100%,按JB/T4730.2-2005标准,不低于Ⅱ级合格。
1、按图加工封头断面坡口。
坡口角度如下:
(2)如产品的某一封头与筒体的环缝对接为末环焊缝,则此封头坡口的钝边为2±
1mm,另一件钝边为80+1mm;
筒节制造工艺卡
1、核对材料表面质量材料和材料标记,不允许有裂纹、结疤、折叠、夹渣、分层等缺陷;
2、实测钢板厚度≥14.00mm。
1、按筒体排版图划线;
3、检验员打标记移植确认钢印。
直尺、粉线、手锤、钢印
1、按线气割下料(按下料工艺守则):
要求:
每张板的对角线之差≤2mm
2、非一张板制作的筒节(即有拼缝的筒节)应按4、5、6工序进行加工坡口拼焊,整板制作的筒节直接按7工序进行。
盘尺
1、加工拼接纵缝坡口,表面不得有裂纹、分层、夹渣等缺陷。
(2)钝边80+1mm。
刨边机
按排料图拼接纵缝,两端点固引、熄弧板。
1、首次施焊的纵缝延长部位点固焊产品试板;
2、拼缝间隙1-10mm,错边量b≤3.0mm;
1、按焊接工艺规程中焊艺Ⅰ的规定施焊,并作施焊记录;
2、清除熔渣及焊接飞溅物,打焊工钢印;
3、按焊接工艺要求填写施焊记录和焊缝外观检验记录。
埋弧焊机、扁铲
1、加工筒节板坯周围A、B类焊缝坡口。
角度30±
2、末环焊缝坡口钝边2±
1mm;
其它焊缝钝边80+1mm;
3、坡口表面不得有裂纹、分层、夹渣等缺陷。
滚圆
按滚圆工艺守则要求滚圆。
用样板检验。
卷板机
样板
对接
1、按要求点固焊定位(需要时):
定位焊长度20mm,间距200mm;
两端点固引、熄弧板。
2、当所有筒节都没有拼缝时,则在第一节筒节纵缝的延长部位点固260×
14产品试板;
3、对接间隙1-10mm,错边量b≤3.0mm;
4、清除坡口两侧不小于20mm范围内污物;
电焊机
1、按焊接工艺规程中焊艺Ⅰ的规定施焊,并做好施焊记录;
2、清除熔渣及焊接飞溅物,打焊工钢印;
3、按焊接工艺要求检验并填写施焊及焊缝外观检查记录。
埋弧焊机、扁铲、
校圆
按滚圆工艺守则要求进行校圆,用样板检验达到以下要求:
1、棱角度E≤3.4mm;
2、最大最小直径差e≤24mm。
400mm样板专用检测尺
纵缝采用RT探伤,探伤比例为100%,符合JB/T4730.2-2005标准,不低于Ⅱ级合格。
(纵缝探伤可安排在罐体组装工序后与环缝同时进行)
凸缘制造工艺卡
外购
外协成品零部件8种共14件。
其中气相凸缘三件、液相凸缘二件、安全阀凸缘一件、人孔凸缘与人孔盖各一件、液位计凸缘一件、排污口盖一件、压力表接缘二件、温度计套管二件。
1、材质:
16MnⅢ锻件,符合JB4726-2000的规定。
2、供方提供:
坯料材质单、化学成分、成品合格证、正火处理后的力学性能符合JB4726-2000表3规定。
3、验证锻坯试棒随锻件同炉热处理。
复验
锻件复验后的力学性能符合以下规定:
1、450Mpa≤Rm≤600Mpa,ReL≥275Mpa,A≥20%,
2、冲击温度:
0℃三个试样的冲击平均值AKV≥31J
铣床、万能试验机、冲击试验机
按图技术要求检验:
1、表面不得有毛刺、划痕和其它降低强度与连接可靠性缺陷。
2、气相凸缘、排污口凸缘及盖螺栓孔的检验数据如下:
(1)螺栓孔中心圆直径Ø
110±
0.6mm;
(2)相邻两螺栓孔弦长允差±
(3)任意两螺孔弦长允差±
1.0mm;
3、液相凸缘与液位计凸缘螺栓孔的检验数据如下:
(1)螺孔中心圆直径Ø
125±
(2)相邻两螺孔弦长允差±
(3)任意两螺孔弦长允差±
4、安全阀凸缘:
(1)螺孔中心圆直径Ø
160±
(2)相邻两螺孔弦长允差±
5、凸缘与人孔盖:
550±
6、厚度的检验数据如下:
(1)气相凸缘:
厚度40±
0.3mm;
(2)液相凸缘:
(3)安全阀凸缘:
厚度48±
(4)人孔凸缘:
厚度70±
(5)人孔盖:
0.2mm;
(6)液位计凸缘:
厚度148±
(7)排污口盖:
厚度28±
(8)压力表接缘:
高度120±
(9)温度计接缘:
高度190±
10、其它尺寸与表面粗糙度符合图样要求。
螺柱外购检验工艺卡
外购凸缘与其它连接螺柱72件。
1、人孔螺柱:
符合JB/T4707-2000的规定。
(1)规格M20×
110-A,螺纹长度500+5mm;
(2)材质:
35CrMoA;
(3)件数:
20件。
(4)供方提供:
化学成份、成品合格证。
调质处理后的力学性能为:
Rm≥805MpaReL≥685Mpa
A≥13%常温AKV≥34J
2、其它螺柱:
符合GB/T898-1988的规定。
(1)件数:
52件,
35#
(3)供方提供:
力学性能报告8.8级、成品合格证。
按图样检验螺柱尺寸及粗糙度:
1、人孔螺柱20件:
规格M20×
110-A;
螺纹长度500+5mm;
2、安全阀螺柱8件:
规格M16×
80;
螺纹长度250+4mm;
3、其它螺柱16件:
70;
螺纹长度200+4mm;
4、其它尺寸与粗糙度符合图样要求。
卡尺、量规
行
 升级会员
升级会员 